Изобретение относится к швейной промышленности и позволяет проводить декоративную отделку деталей швейных изделий перфорацией с помощью электрического разряда, образованного между двумя электродами.
Известен способ декоративной отделки деталей швейных изделий, при котором на опорном столе располагают деталь и наносят декоративный узор по заданному контуру в виде одинаковых по размеру круглых отверстий с помощью механических приспособлений: ножниц, штанцев, игл и т.д.
Недостатком известного способа является его сложность, обусловленная необходимостью наличия прессового оборудования и сменной оснастки с различной конфигурацией, невысокое качество отделки деталей швейных изделий волокнистого строения с легко осыпающимися краями, значительная трудоемкость технологического процесса, связанная с вырезанием многообразных
отверстий, подбором и заменой перфорирующих элементов.
Целью изобретения является упрощение способа декоративной отделки деталей швейных изделий при одновременном повышении качества отделки за счет исключения осыпания краев и снижении трудоемкости технологического процесса.
Поставленная цель достигается тем, что при осуществлении способа декоративной отделки деталей швейных изделий на опорном столе располагают деталь и наносят декоративный узор по заданному контуру в виде одинаковых по размеру круглых отверстий; выполнение декоративного узора осу- ществляют путем подвода к детали расположенной на опорном столе одного из электродов и размещения второго электрода над первым перпендикулярно по отношению к нему, после чего подводят напряжение электрического тока от 1,0 до 15,0 кВ для создания электрического разряю
С
XI
О 00 Оч 00
о
да, при этом расстояние между электродами выбирают от О 3 до 10,0 мм.
В процессе выполнения декоративного узора осуществляют перемещение материала при неподвижных электродах.
Способ реализуют следующим образом.
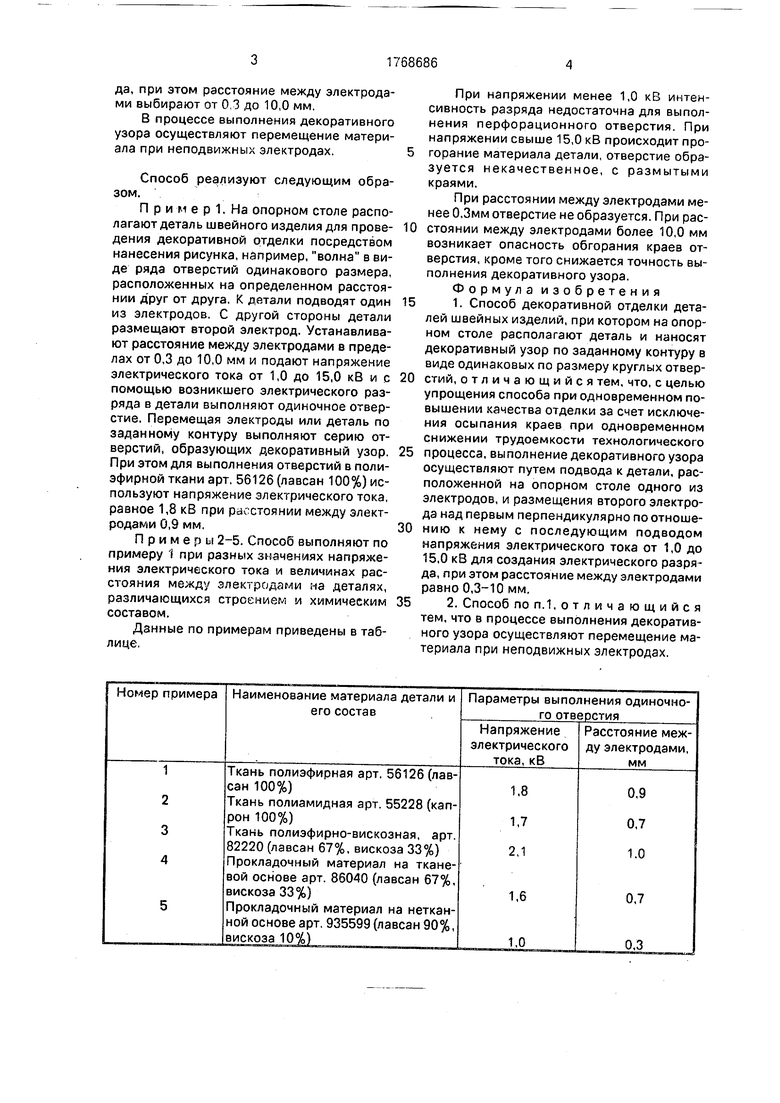
П р и м е р 1. На опорном столе располагают деталь швейного изделия для прове- дения декоративной отделки посредством нанесения рисунка, например, волна в виде ряда отверстий одинакового размера, расположенных на определенном расстоянии друг от друга. К детали подводят один из электродов. С другой стороны детали размещают второй электрод. Устанавливают расстояние между электродами в пределах от 0,3 до 10,0 мм и подают напряжение электрического тока от 1,0 до 15,0 кВ и с помощью возникшего электрического разряда в детали выполняют одиночное отверстие. Перемещая электроды или деталь по заданному контуру выполняют серию отверстий, образующих декоративный узор. При этом для выполнения отверстий в полиэфирной ткани арт, 56126 (лавсан 100%) используют напряжение электрического тока, равное 1,8 кВ при расстоянии между электродами 0,9 мм,
Примеры 2-5. Способ выполняют по примеру 1 при разных значениях напряжения электрического тока и величинах расстояния между электродами на деталях, различающихся строением и химическим составом.
Данные по примерам приведены в таблице.
При напряжении менее 1,0 кВ интенсивность разряда недостаточна для выполнения перфорационного отверстия. При напряжении свыше 15,0 кВ происходит прогорание материала детали, отверстие образуется некачественное, с размытыми краями.
При расстоянии между электродами менее 0,3мм отверстие не образуется. При расстоянии между электродами более 10,0 мм возникает опасность обгорания краев отверстия, кроме того снижается точность выполнения декоративного узора.
Формула изобретения
1.Способ декоративной отделки деталей швейных изделий, при котором на опорном столе располагают деталь и наносят декоративный узор по заданному контуру в виде одинаковых по размеру круглых отверстий, отличающийся тем, что, с целью упрощения способа при одновременном повышении качества отделки за счет исключения осыпания краев при одновременном снижении трудоемкости технологического процесса, выполнение декоративного узора осуществляют путем подвода к детали, расположенной на опорном столе одного из электродов, и размещения второго электрода над первым перпендикулярно по отноше- нию к нему с последующим подводом напряжения электрического тока от 1,0 до 15,0 кВ для создания электрического разряда, при этом расстояние между электродами равно 0,3-10 мм.
2.Способ по п. 1,отличающийся тем, что в процессе выполнения декоративного узора осуществляют перемещение материала при неподвижных электродах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскроя текстильных материалов | 1991 |
|
SU1818059A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СРЕЗОВ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312944C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ КОЖИ И ИЗДЕЛИЕ ИЗ КОЖИ | 1993 |
|
RU2046828C1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| СПОСОБ РАЗНОЦВЕТНОГО ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1993 |
|
RU2072000C1 |
| Способ отделки аппликациями деталей швейных изделий | 1985 |
|
SU1306559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ОТДЕЛКИ НА ПРЕДМЕТАХ ОДЕЖДЫ | 2008 |
|
RU2377944C1 |
| Способ изготовления изделий | 1990 |
|
SU1831442A3 |
| СПОСОБ ЦИРКУЛЯЦИОННОГО ИОННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2650650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ | 2007 |
|
RU2345691C1 |
Использование: в швейной промышленности. Сущность изобретения: способ декоративной отделки деталей швейных изделий включает операции размещения на опорном столе детали и нанесения декоративного узора по заданному контуру в виде одинаковых по размеру круглых отверстий. Выполнение декоративного узора осуществляют путем подвода к детали, расположенной на опорном столе, одного из электродов и размещения второго электрода над первым перпендикулярно по отношению к нему, а затем подводят напряжение электрического тока от 1,0 до 15,0 кВ для создания электрического разряда, при этом расстояние между электродами выбирают от 0,3 до 10 мм. 1 з.п.ф-лы, 1 табл.
| Технология изделий из кожи | |||
| М.: Легкая индустрия, 1975, с.415. |
