Изобретение относится к металлургии, а именно к машинам непрерывной разливки металлов, технологическая ось которых представляет собой плоскую кривую.
Известна роликовая проводка машины непрерывного литья заготовок (МНЛЗ), содержащая последовательно /становленные на несущей раме и образующие ручей роликовые секции, каждая из которых состоит из поддерживающих роликов, смонтированных на криволинейных образующих большого и малого радиусов ручья (см.кн.: Усовершенствование технологии и оборудования машин непрерывного литья заготовок (Бровман М.Я., Марченко И.К., Кан Ю.Е. и др. - Изд-во Техника, 1970. -с.6).
Известна также роликовая проводка радиальной МНЛЗ, содержащая последовательно установленные на несущей раме и образующие ручей роликовые секции, каждая из которых состоит из жестко связанных между собой кассет поддерживг ющих роликов большого и малого радиусов (см.кн.: Энергосиловые параметры установок непрерывной разливки стали (Бровман М.Я., Сурин Е.В., Грузин В.Г. и др. - Изд-во Металлургия, 1969, - С.15-21, радиальная МНЛЗ конструкции ВНИИМЕТМАШ).
Наиболее близким к технической сути предложенного устройства является роликовая проводка МНЛЗ криволинейного типа, содержащая последовательно установленные на несущей раме и образующие ручей роликовые секции, каждая из которых состоит из жестко связанных между собой кассет приводных и неприводных поддерживающих роликов большого и малого радиусов 1.
В известных конструкциях МНЛЗ роликовые проводки зоны вторичного охлаждения слитка размещены в пространстве между несущей рамой и центром кривизны ручья. Применение роликовых секций с возможностью их независимого монтажа-демонтажа в ручье обуславливает увеличение расстояния между крайними роликами соседних секций в сравнении с расстояниями между роликами внутри каждой секции. Высл
с
VI VI о о ел
СА)
нуждонное завышение шага роликов в промежутке между секциями роликов приводит к выпучиванию заготовки, ухудшению ее качества, а также снижает долговечность и надежность работы роликовой проводки из- за роста технологических нагрузок на ролики.
Цель изобретения - улучшение качества заготовок и повышение долговечности роликовой проводки.
Для достижения этой цели в роликовой проводке машины непрерывного литья заготовок криволинейного типа, содержащей последовательно установленные на несущей раме и образующие ручей роликовые секции, состоящие из жестко связанных между собой кассет приводных и неприводных роликов большого и малого радиусов, согласно изобретению несущая рама размещена между кассетами малого радиуса и центром кривизны машины, а роликовые секции установлены на ней с возможностью демонтажа в направлении от центра кривизны, причем секции через одну закреплены на раме посредством упругих элементов, упругие элементы размещены между рамой и центром кривизны и связаны с роликовыми секциями посредством крепежных штанг.
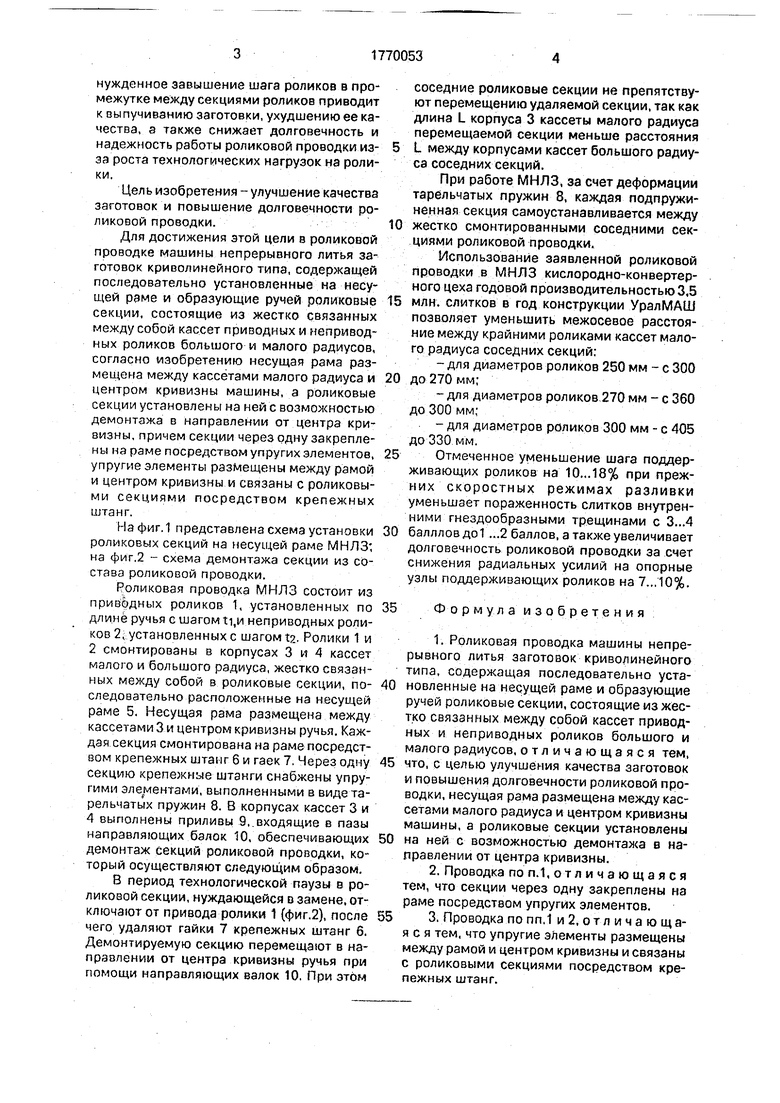
На фиг.1 представлена схема установки роликовых секций на несущей раме МНЛЗ; на фиг,2 - схема демонтажа секции из состава роликовой проводки.
Роликовая проводка МНЛЗ состоит из приводных роликов 1, установленных по длине ручья с шагом ti,n неприводных роликов 2, установленных с шагом т.2. Ролики 1 и 2 смонтированы в корпусах 3 и 4 кассет малого и большого радиуса, жестко связанных между собой в роликовые секции, последовательно расположенные на несущей раме 5. Несущая рама размещена между кассетами 3 и центром кривизны ручья. Каждая секция смонтирована из раме посредством крепежных штанг 6 и гаек 7. Через одну секцию крепежные штанги снабжены упругими элементами, выполненными в виде тарельчатых пружин 8. В корпусах кассет 3 и 4 выполнены приливы 9, входящие в пазы направляющих балок 10, обеспечивающих демонтаж секций роликовой проводки, который осуществляют следующим образом,
В период технологической паузы в роликовой секции, нуждающейся в замене, отключают от привода ролики 1 (фиг.2), после чего удаляют гайки 7 крепежных штанг 6. Демонтируемую секцию перемещают в направлении от центра кривизны ручья при помощи направляющих валок 10. При этом
соседние роликовые секции не препятствуют перемещению удаляемой секции, так как длина L корпуса 3 кассеты малого радиуса перемещаемой секции меньше расстояния
L между корпусами кассет большого радиуса соседних секций.
При работе МНЛЗ, за счет деформации тарельчатых пружин 8, каждая подпружиненная секция самоустанавливается между
жестко смонтированными соседними секциями роликовой проводки.
Использование заявленной роликовой проводки в МНЛЗ кислородно-конвертерного цеха годовой производительностью 3,5
млн. слитков в год конструкции У рал МАШ позволяет уменьшить межосевое расстояние между крайними роликами кассет малого радиуса соседних секций:
-для диаметров роликов 250 мм - с 300 до 270 мм;
-для диаметров роликов 270 мм - с 360 до 300 мм;
-для диаметров роликов 300 мм - с 405 до 330 мм.
Отмеченное уменьшение шага поддерживающих роликов на 10...18% при прежних скоростных режимах разливки уменьшает пораженность слитков внутренними гнездообразными трещинами с 3...4
балллов до 1 ...2 баллов, а также увеличивает долговечность роликовой проводки за счет снижения радиальных усилий на опорные узлы поддерживающих роликов на 7... 10%.
35
Формула изобретения
1.Роликовая проводка машины непрерывного литья заготовок криволинейного типа, содержащая последовательно установленные на несущей раме и образующие ручей роликовые секции, состоящие из жестко связанных между собой кассет приводных и неприводных роликов большого и малого радиусов, отличающаяся тем,
что, с целью улучшения качества заготовок и повышения долговечности роликовой проводки, несущая рама размещена между кассетами малого радиуса и центром кривизны машины, а роликовые секции установлены
на ней с возможностью демонтажа в направлении от центра кривизны.
2.Проводка по п.1,отличающаяся тем, что секции через одну закреплены на раме посредством упругих элементов.
3. Проводка попп.1 и 2, от л ича юща- я с я тем, что упругие элементы размещены между рамой и центром кривизны и связаны с роликовыми секциями посредством крепежных штанг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая проводка многоручьевой криволинейной машины непрерывного литья заготовок | 1990 |
|
SU1838041A3 |
| Роликовая секция машины непрерывного литья заготовок | 2023 |
|
RU2797199C1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1734933A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2366532C1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1696116A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| Опорная секция двухручьевой машины непрерывного литья слитков прямоугольного поперечного сечения | 1988 |
|
SU1560378A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |

Использование: машины непрерывного литья заготовок криволинейного типа, зоны вторичного охлаждения. Сущность изобретения: роликовые секции смонтированы на несущей раме с возможностью демонтажа в направлении от центра кривизны ручья и связаны с несущей рамой посредством упругих элементов. 2 з.п, ф-лы. 2 фиг.
езоош
ю
Фиг. 2
| Финкель А.Ф., Платов Н.П | |||
| Технологическое оборудование за водой черной металлургии | |||
| - М.: Металлургия, 1Э82, с.232-233 | |||
| Чертеж и описание криволинейной МНЛЗ конструкции УЗТМ. |
