Изобретение относится к металлургии, а именно к машинам непрерывной разливки металлов при получении заготовок прямоугольного поперечного сечения.
Известно устройство для непрерывной разливки слябов, включающее кристаллизатор и поддерживающие широкую грань заготовки опорные элементы (ролики), расположенные в корпусах в зоне вторичного охлаждения.
Недостатком устройства является отсутствие поддерживающих элементов по малой грани заготовки, что приводит к смещению заготовки от оси литья в силу различных технологических причин (перекос роликов зоны вторичного охлаждения, отклонения затравки при введении ее в МНЛЗ и т.д.). Это влечет за собой повышенный износ кристаллизатора по узким граням его рабочей поверхности, что обуславливает неравномерный отвод тепла от слитка по периметру кристаллизатора, отрицательно сказывается на качестве заготовки (так как приводит к образованию трещин на ее поверхности) и значительно повышает вероятность аварийных прорывов жидкого металла вследствие неравномерного нарастания твердой корочки слитка. Эксплуатация устройства указанной конструкции сопровождается значительными простоями МНЛЗ, связанными с частой заменой кристаллизаторов и настройкой заменяемых узлов согласно заданной геометрии ручья, а также материальными затратами на ревизию и восстановление изношенных поверхностей в подразделениях ремонтных служб.
Известно также устройство для непрерывной разливки слябов, принятое за прототип, содержащее кристаллизатор, и поддерживающие широкую грань заготовки опорные элементы (ролики), собранные в секции, и имеющие корпуса в зоне вторичного охлаждения. В указанном устройстве опорные элементы (поддерживающие ролики) контактируют с формирующимся слитком по его широкой грани, при этом функция поддержания заготовки по малой грани возложена на опорные катки, жестко смонтированные с корпусом кристаллизатора при помощи кронштейнов на уровне первого поддерживающего ролика зоны вторичного охлаждения.
Недостатком данного поддерживающего устройства является периодическое смещение слитка в зоне вторичного охлаждения в сторону одной из малых граней, поскольку опорные катки не обладают достаточной жесткостью из-за тепловой деформации кронштейнов при температурах эксплуатации и не выполняют функцию центрирования вытягиваемой заготовки и устанавливаемой затравки. Это приводит к износу рабочих стенок кристаллизатора вследствие неудовлетворительного центрирования заготовки относительно оси кристаллизатора (оси разливки) и возникно- вения неравномерных нагрузок на его рабочих стенках. При этом в участках наиболее плотного контакта рабочих поверхностей кристаллизатора с формирующейся заготовкой (температура заготовки 1200-1350оС) наступает эффект разупрочнения, так как температура разупрочнения, например, меди и медных сплавов составляет 260-350оС, что и обуславливает в зоне контакта повышенный износ рабочих стенок кристаллизатора. Это ухудшает качество отливаемых металлических заготовок, повышает вероятность прорывов жидкого металла за кристаллизатором и определяет необходимость частых остановок МНЛЗ для извлечения изношенного кристаллизатора, замены и настройки его относительно технологической оси разливки.
Изобретение направлено на решение задачи увеличения стойкости кристаллизатора МНЛЗ путем снижения износа его рабочих стенок и улучшения качества отливаемых заготовок за счет центрирования формирующегося слитка по оси кристаллизатора и оси разливки при любых изменениях параметров процесса непрерывного литья.
Для этого в устройстве для непрерывной разливки слябов, включающем кристаллизатор, поддерживающие широкую грань заготовки опорные элементы и их корпуса в зоне вторичного охлаждения, в одном или более сечениях ЗВ9 установлены передвижные ограничители, расположенные оппозитно со сторон узких граней кристал- лизатора в пределах рабочего пространства секций опорных элементов и имеющие независимые приводы, выполненные с возможностью крепления на корпусах опорных элементов и передвижения относительно корпусов в заданном направлении; при этом привод перемещения ограничителей имеет жесткое крепление на раме, которая выполнена с возможностью поворота относительно корпусов, причем ось поворота параллельна оси литья и не пересекает плоскостей, ограничивающих корпуса опорных элементов зоны вторичного охлаждения.
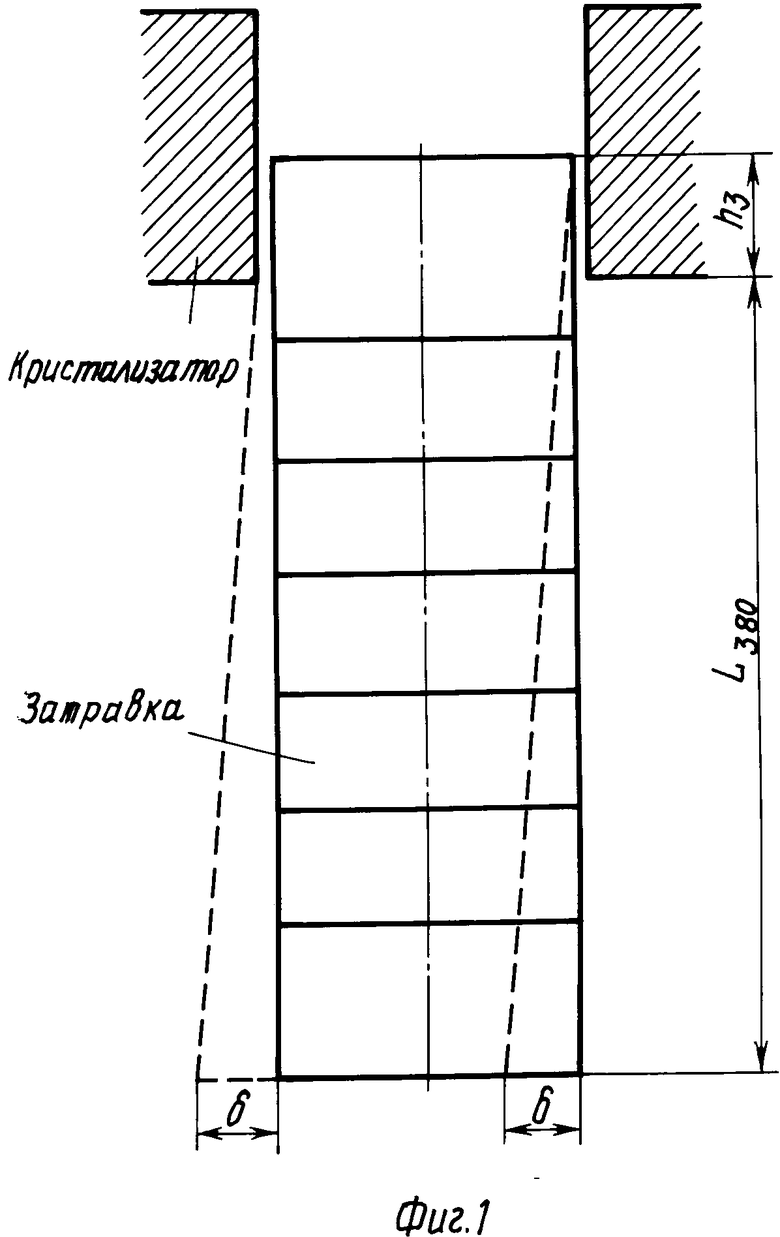
Известно, что в процессе непрерывной разливки металлов в заготовки прямоугольного сечения (слябы) двухфазная заготовка под действием ферростатического столба, жидкого металла испытывает прогиб твердой корки, который ухудшает качество слитка. При большом соотношении сторон поперечного сечения отливаемой заготовки (более трех) жесткость корки по малой (узкой) грани слитка на порядок превышает эту же величину для широкой грани. Это обуславливает особенности конструктивного решения основных узлов и технологии литья, при которых по ширине заготовки (сляба) расположены громоздкие опорные устройства (ролики), жестко закрепленные в корпусах подшипниковых опор. Необходимость создания максимальной жесткости роликовых секций и дефицит рабочего пространства основных узлов не позволяет резервировать место для дополнительных устройств, контролирующих смещение прямоугольной заготовки от оси литья в направлении узких граней. Это периодически приводит к искривлению формирующейся заготовки, перераспределению усилий на стенки кристаллизатора и ухудшению теплоотвода от слитка. Указанные недостатки наиболее полно реализуются в МНЛЗ прямоугольного поперечного сечения, конструкция которых позволяет изменять ширину заготовки на каждой машине в ходе ее эксплуатации. Во-первых, это определяет необходимость оснащения ЗВО роликами максимально возможной длины, что ухудшает возможность контроля за процессом центрирования слитка при литье заготовок минимальной ширины из возможного диапазона типоразмером. Во-вторых, это связано с неудобством эксплуатации затравок и невозможностью жесткого центрирования затравки в кристаллизаторе изменяющегося поперечного сечения (так как, например, слитки различных сечений имеют различные характеристики кристаллизации и соответствующие им величины конусности кристаллизатора, а это вынуждает оставлять максимально возможные зазоры между затравкой и рабочими стенками кристаллизатора). К тому же опасность даже незначительного повреждения рабочих стен, имеющих класс обработки поверхности не ниже седьмого, при установке затравок со значительной массой и габаритами вынуждает оставлять дополнительные промежутку между поверхностями затравки и рабочих стен, что уже в принципе само по себе создает предпосылку возникновению несоосности затравки и кристаллизатора. Как показывают практические замеры, проведенные автором на УНРС металлургического комбината "Азовсталь", отклонения от оси ручья (оси разливки) после заведения затравки в машину составляет на уровне первого гибкого элемента величину порядка 20...120 мм, устранить которую при нынешнем уровне эксплуатации машин непрерывного литья заготовок практически невозможно. При рассмотрении геометрии образующегося отклонения совершенно очевидно, что при длине установленной затравки в зоне вторичного охлаждения LЗВО не менее 5 м и глубине заведения затравки в кристаллизатор h3 порядка 0,5 м отклонение узкой грани затравки от необходимого местоположения пропорционально рассматриваемому сечению и составляет на уровне выходного сечения кристаллизатора величину порядка · δ =
· δ =  · (20 ... 120) = 1,8 ... 11 мм
· (20 ... 120) = 1,8 ... 11 мм
При этом допустимая величина износа узких стен согласно технологических инструкций составляет величину порядка 2 мм.
Таким образом, каждый прямоугольный кристаллизатор практически "обречен" на неизбежность быстрого износа узких стенок, стойкость которых не удается увеличить значительно даже при применении специальных вкладышей и вставок с высокими прочностными характеристиками. Более того, согласно известных эксперимен- тальных данных теплопроводность любого металла, кроме серебра, значительно ниже чем у меди, которая обычно применяется в качестве основного металла для кристаллизаторов. Например, при температуре 100оС теплопроводность меди составляет 331, никеля 71, молибдена 118, кобальта 81 ккал/м ч ˙оС при тех же условиях. Поэтому их применение в качестве материалов для рабочих стен кристаллизаторов не только ведет к удорожанию, но и нерационально с точки зрения отвода тепла от слитка, потому что предопределяет медленные скорости затвердевания, меньшую величину твердой корки и опасность возникновения поверхностных трещин, либо прорывов жидкого металла за кристаллизатором.
В отличие от известных устройств в заявляемом устройстве для непрерывной разливки слябов в одном или более сечениях зоны вторичного охлаждения установлены передвижные ограничители, расположенные оппозитно со стороны узких граней кристаллизатора в пределах рабочего пространства секций опорных элементов. Наличие передвижных ограничителей создает условия для идеального центрирования затравки и заготовки по оси МНЛЗ (оси разливки), так как они препятствуют смещению заготовки (затравки) в сторону узкой грани кристаллизатора. Выполнение ограничителей передвижными обеспечивает максимальную технологичность предлагаемого устройства, поскольку позволяет эффективно центрировать одними и теми же ограничителями заготовки различных поперечных сечений и обеспечивать оптимальные условия контактного взаимодействия при изменении сечения по ходу литья. Кроме того, это позволяет одной и той же затравкой производить пуск машины и осуществлять литье заготовок различного поперечного сечения (при изменении лишь одного последнего звена). Указанные особенности ведут к ликвидации самих причин износа стен кристаллизатора, что принципиально отличает заявленное устройство от других известных решений. Износ узких стен кристаллизатора возможен только на стадии притирания (в течение нескольких плавок).
Расположение ограничителей в пределах секций опорных элементов зоны вторичного охлаждения обуславливает максимальную компактность устройства и создает возможность крепления приводов передвижных ограничителей на корпусах опорных элементов. Признак опирания (крепления) приводов на корпусах опорных элементов позволяет осуществить указанное техническое решение в различных вариантах, но при этом в каждом случае крепление привода на корпусе обеспечивает жесткость предлагаемого устройства, а следовательно, гарантирует надежность и наименьшие отклонения от заданной геометрии при его работе.
Выполнение приводов передвижных ограничителей независимыми обуславливает максимальную гибкость эксплуатации заявленного устройства и возможность использовать при работе МНЛЗ не все установленные ограничители (при необходимости часть из них можно подвергать контролю и регулировке). Тогда в случае аварийного выхода из строя поддерживающего элемента (например, поломка или перекос ролика, разрушение подшипников) и возникновении при этом значительных несимметричных нагрузок на заготовку, включение в работу всех установленных в МНЛЗ ограничителей позволит создать наиболее благоприятные условия работы узлом МНЛЗ и оптимальные параметры контактирования их с формирующейся заготовкой.
Признак, определяющий жесткое крепление приводов перемещения не на корпусах, а на раме, выполненной с возможностью поворота относительно корпусов, объясняется следующим. Наиболее рациональным было бы такое исполнение передвижных ограничителей и их приводов, которое подразумевало бы их многократное использование, независимо от состояния и возможных поломок секций поддерживающих элементов, например, роликовых секций. Это условие может быть реализовано только при независимом креплении и возможности независимого демонтажа как поддерживающих секций, так и передвижных ограничителей. При этом крепление каждого из названных механизмов по своим габаритам должно обеспечить отсутствие перекосов и поломок механизмов. Указанные условия могут быть реализованы лишь в случае жесткого крепления привода ограничителем на раме, выполненной с возможностью поворота относительно корпусов. При этом ось поворота должна быть параллельна оси литья и не пересекать плоскостей, ограничивающих корпуса опорных элементов зоны вторичного охлаждения. В данном случае передвижные ограничители вместе с приводами совершают вращательное движение относительно оси поворота при равновеликом удалении симметричных точек ограничителей и их приводов от воображаемого объема, отсеченного плоскостями, ограничивающими корпуса опорных элементов зоны вторичного охлаждения.
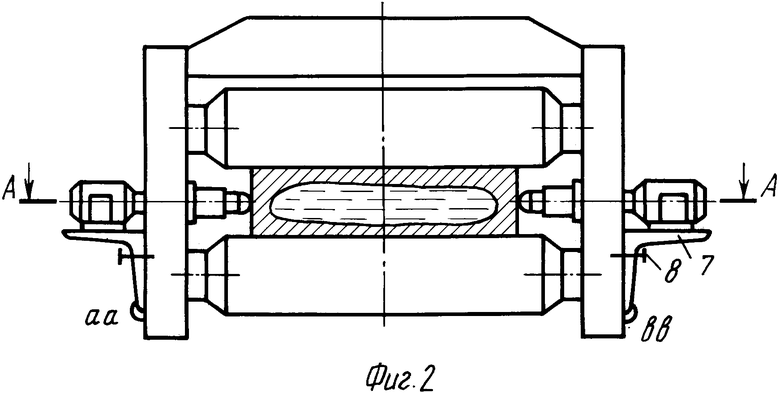
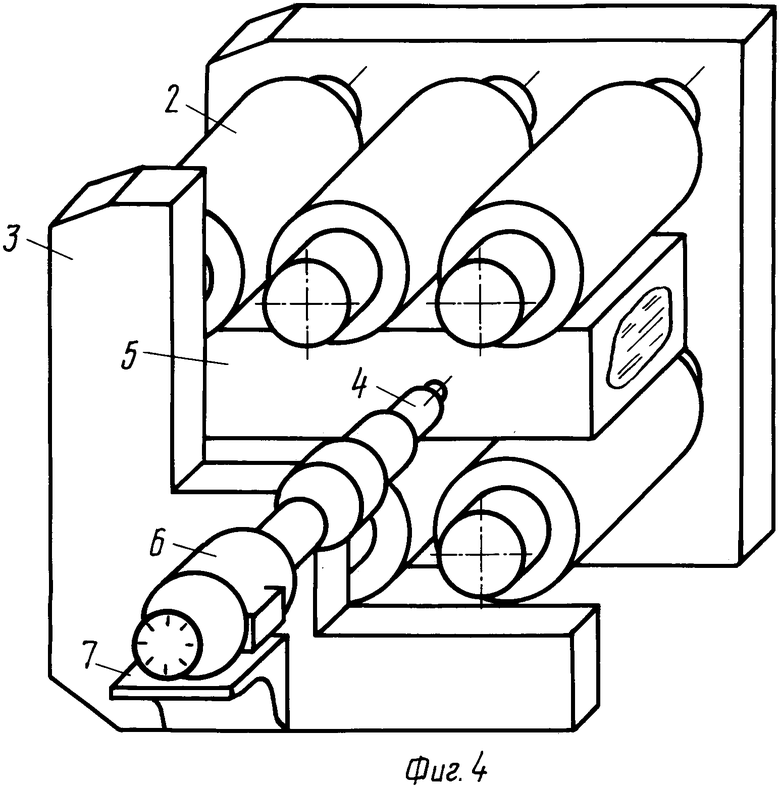
На фиг.1 показана схема контактирования кристаллизатора и затравки при установке ее в ручей машины непрерывного литья заготовок; на фиг.2 - схема устройства для непрерывной разливки слябов (в рабочем положении); на фиг.3 - разрез А-А на фиг.2; на фиг.4 - разрез устройства в зоне вторичного охлаждения при использовании в качестве опорных элементов - поддерживающих роликов.
Устройство для непрерывной разливки слябов включает кристаллизатор 1, опорные элементы 2 и их корпуса 3 в зоне вторичного охлаждения, а также передвижные ограничители 4, расположенные оппозитно со сторон узких граней кристаллизатора (узких граней заготовки 3) и имеющие независимые приводы 6. Приводы 6 жестко закреплены на раме 7, выполненной с возможностью поворота относительно корпусов 3 (по осям вращения aa и bb). Рама имеет фиксирующее крепление 8 к корпусу 3 поддерживающих элементов, что обеспечивает жесткое положение ограничителей и их привода в рабочем положении. Это позволяет осуществить передвижение ограничителей в заданном направлении (в данном случае вдоль оси dd) с достаточно высокой точностью при управлении перемещением ограничителей с пульта управления МНЛЗ. Согласно фиг.2, оси поворота aa и bb параллельны оси МНЛЗ (оси литья) в рассматриваемом сечении машины и не пересекают плоскостей, ограничивающих корпуса 3 опорных элементов ЗВО.
При установке секций опорных элементов в ручей МНЛЗ ограничители 4 в собранном положении (т.е. при минимальных габаритах) с приводами 6, закрепленными на раме 7, находятся в разведенном положении. При этом монтаж корпусов 3 осуществляется без затруднений. После выверки и настройки геометрии ручья раму 7 приводят в рабочее положении и фиксируют элементом 8. Длина выдвижения ограничителей в рабочее положение регулируется оператором с поста управления МНЛЗ и выбирается согласно требуемым условиям процесса разливки. Поддержание заготовки в одном или нескольких сечениях ЗВО по малым граням обеспечивает устойчивое положение слитка и отсутствие перегрузок на рабочих поверхностях стенок кристаллизатора при любых параметрах непрерывного литья и возможных отклонениях от заданных режимов. Это обуславливает минимальный износ рабочих стенок кристаллизатора.
Таким образом, указанное устройство для непрерывной разливки слябов позволяет увеличить стойкость рабочих стен кристаллизаторов МНЛЗ прямоугольного поперечного сечения и повысить качество литых заготовок за счет создания стабильных оптимальных условий контакта заготовки и рабочей поверхности кристаллизатора.
Примером конкретного выполнения заявленного устройства может служить устройство для непрерывной разливки слябов при получении стальных заготовок с использованием кристаллизатора с раздвижными стенками (поперечное сечение 250 * 1250-1900 мм). Длина бочки поддерживающих роликов 2100 мм. Расстояние между стенками корпусов внутри секций опорных элементов 2300 мм.
При отсутствии ограничителей прямоугольная заготовка не имеет фиксации по сторонам узких граней, что ведет к отклонению непрерывного слитка от оси литья (оси МНЛЗ). Указанные недостатки ликвидируются установкой в двух сечениях ручья МНЛЗ передвижных ограничителей, расположенных оппозитно по сторонам узких граней. Сечения расположены на расстояниях L1 = 2,5 м; L2 = 5,0 м от выходного сечения кристаллизатора. Ограничители выполнены из коррозионно-стойкой стали 17Х18Н9 и контактируют с заготовкой при помощи тел качения. Перемещение ограничителей в заданном направлении осуществляется гидравлическим приводом по команде оператора с поста управления МНЛЗ. Приводы выполнены независимыми, величина хода (перемещения) каждого ограничителя - в диапазоне 0...500 мм. Привод перемещения ограничителей имеет жесткое крепление на раме. Рама выполнена с возможностью поворота относительно внешних стенок корпусов на угол 50о. Крепление рамы к корпусу опорных элементов осуществляется фиксатором клиновидной формы, который обуславливает крепление рамы к корпусу без люфтов.
При заведении затравки и вытягивании заготовки передвижные ограничители с приведенными характеристиками обеспечивают эффективное центрирование заготовки (затравки) при изменении ширины их поперечного сечения в диапазоне 1250...2000 мм.
Применение устройства для непрерывной разливки слябов с указанными параметрами позволяет при литье стали уменьшить износ узких стенок кристаллизатора из медных сплавов в 3...10 раз, сократить эксплуатационные расходы и улучшить качество непрерывно-литых заготовок.
Таким образом, заявленная совокупность отличительных признаков устройства для непрерывной разливки слябов обеспечивает поставленную задачу увеличения стойкости кристаллизаторов МНЛЗ и улучшения качества отливаемых заготовок для любых параметров процесса непрерывного литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2029656C1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2340425C2 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ СОЗДАНИЯ ТЕПЛОВОГО ПРОФИЛЯ ПОДДЕРЖИВАЮЩЕГО РОЛИКА ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ СЛЯБОВОЙ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2025203C1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
Использование: машины непрерывного литья стальных заготовок при получении слитков прямоугольного поперечного сечения. Сущность изобретения: устройство включает кристаллизатор 1, поддерживающие широкую грань заготовки опорные элементы 2 и их корпуса 3 в зоне вторичного охлаждения (ЗВО). При этом в ЗВО в одном или более сечениях установлены передвижные ограничители 4, расположенные оппозитно со сторон узких граней кристаллизатора 1 в пределах рабочего пространства секций элементов 2. Ограничители 4 имеют независимые приводы 6, которые выполнены с возможностью крепления на корпусах опорных элементов и передвижения относительно корпусов в заданном направлении. Привод 6 перемещения ограничителей 4 имеет возможность жесткого крепления на раме 7 и допускает поворот относительно корпусов для независимого демонтажа различных узлов зоны вторичного охлаждения. Устройство для непрерывной разливки слябов позволяет при литье заготовок в кристаллизаторы прямоугольного сечения значительно уменьшить износ узких стенок кристаллизатора, сократить эксплуатационные расходы и улучшить качество непрерывно-литых заготовок. 1 з.п.ф-лы, 4 ил.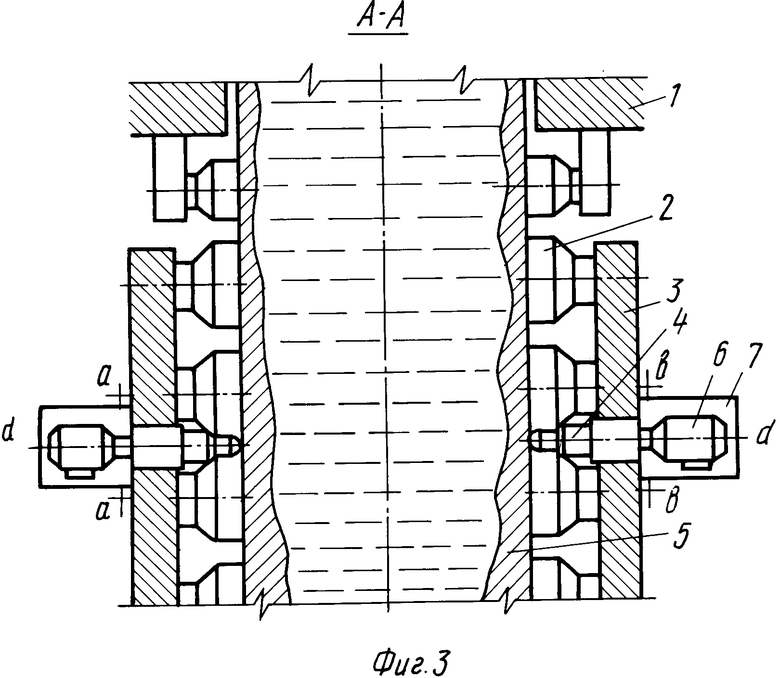
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| В.М | |||
| Нисковских и др | |||
| Машины непрерывного литья слябовых заготовок, М: Металлургия, 1991, с.78-80, рис.37. | |||
