Фиг 2
Изобретение относится к металлургии, а именно к установкам непрерывной разливки металлов в слитки прямоугольного поперечного сечения, и может быть использовано для увеличения долговечности оборудования МНЛЗ и улучшения качества отливаемой заготовки.
Известно устройство для поддержания слитка в зоне вторичного охлаждения МНЛЗ, в котором ручьи образованы последовательно установленными приводными и неприводными разрезными роликами, снабженными крайними и промежуточными опорами.
Недостатком устройства является его низкая долговечность, связанная с неравномерностью износа поддерживающих роликов по ширине и длине ручья МНЛЗ, а также низкое качество получаемых заготовок.
Целью изобретения является увеличение срока службы устройства и улучшение качества заготовок.
Для достижения этой цели, в устройстве для поддержания слитка в зоне вторичного охлаждения МНЛЗ, содержащем образующие ручей приводные и неприводные разрезные ролики, выполненные с крайними и промежуточными опорами, каждая промежуточная опора роликов имеет средство их независимого от крайних опор перемещения в направлении нормали к образующей поверхности ручья, при этом средства перемещения выполнены в виде винтовой пары.
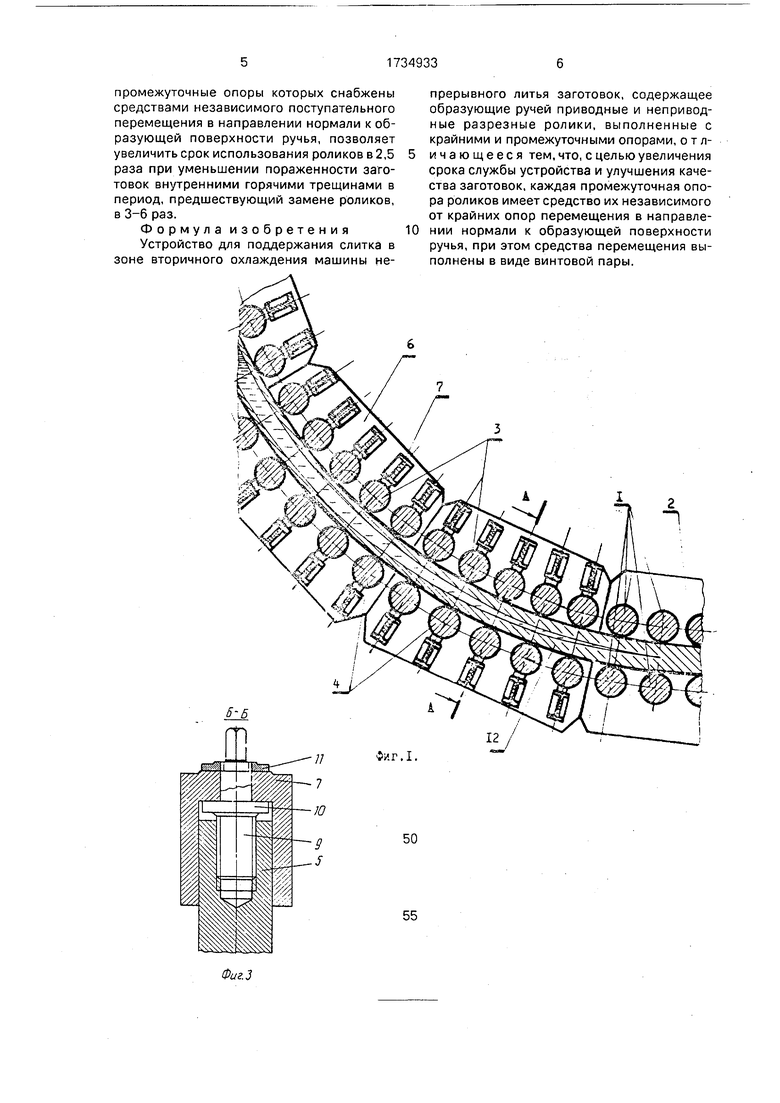
На фиг. 1-3 представлена роликовая проводка МНЛЗ, общий вид; на фиг. 4-6- схема регулирования профиля разрезных роликов перемещением промежуточных опор.
Устройство для поддержания слитка в зоне вторичного охлаждения МНЛЗ включает образующие ручей приводные поддержи- вающие ролики 1, установленные подшипниками в корпусах 2, а также неприводные разрезные ролики 3 и 4, снабженные промежуточными опорами 5, связанными с корпусами крайних опор 6 горизонтальными траверсами 7. Корпуса 6 роликов 3 и 4 взаимодействуют друг с другом посредством штанг 8 механизма регули- рования раствора ручья. Каждая промежуточная опора 5 снабжена средствами поступательного перемещения в направлении нормали к образующей поверхности ручья, которые выполнены в виде самотормозящегося винта 9, зафиксированного относительно траверсы 7 кольцевым буртом 10 и крышкой 11, и размещенного в отверстии корпуса промежуточной опоры 5.
Настройка роликов перед началом непрерывной разливки осуществляется следующим образом.
По шаблону, идентифицирующему положение контакта слитка 12 с роликами 3 и 4, посредством вертикального перемещения промежуточных опор 5, обеспечиваемого вращением винтов 9, добиваются размещения образующих бочек роликов 3 и
0 4, обращенных к слитку, на одной прямой. Затем, используя механизм регулирования раствора ручья, перемещают корпуса крайних опор 6 до требуемой величины зазора между роликами 3 и 4. После настройки ус5 тройство устанавливают по оси ручья МНЛЗ.
Регулирование профиля разрезных поддерживающих роликов при эксплуатации МНЛЗ производят следующим образом.
0В начальный период непрерывной разливки разрезные ролики 3, настроенные по шаблону, обеспечивают высокое качество слитка 12 вследствие строго прямолинейных контактов корки заготовки с поддержи5 вающими роликами по всей длине ручья МНЛЗ. В процессе непрерывной разливки контактное давление слитка на ролики 3 и 4, неравномерно распределенное по ширине слитка, приводит к неравномерной выра0 ботке бочек разрезных роликов Дч и Ag. Наибольшему износу подвергаются бочки средних по ширине слитка роликов 3, а выработка крайних бочек роликов приводит к развитию их конусности. Вследствие нару5 шения начальной профилировки бочек разрезных роликов 3 и 4 нарушается профиль поперечного сечения слитка, что ведет к дополнительной деформации его корки и ухудшению структуры затвердевающего слитка.
0 Для исключения неблагоприятного влияния выборки профиля разрезных роликов в период технологической паузы промежуточные опоры 5 разрезного ролика 3 перемещают к образующей поверхности ручья
5 МНЛЗ на величины di , 62 и 5з таким образом, чтобы величина перемещения опор компенсировала выработку AI , Д и Дзкраев бочек смежных роликов 3. В этом положении промежуточных опор 5 контакт разрез0 ных роликов 3 и слитка 12 приближается к прямолинейному, что при возобновлении процесса разливки гарантирует высокое качество структуры металла.
Примером конкретного выполнения ус5
тройства является использование предложенной роликовой проводки в слябовой МНЛЗ криволинейного типа. При этом, применение разрезных поддерживающих роликов диаметром 140 и 180 мм,
промежуточные опоры которых снабжены средствами независимого поступательного перемещения в направлении нормали к образующей поверхности ручья, позволяет увеличить срок использования роликов в 2,5 раза при уменьшении пораженности заготовок внутренними горячими трещинами в период, предшествующий замене роликов, в 3-6 раз.
Формула изобретения Устройство для поддержания слитка в зоне вторичного охлаждения машины не0
прерывного литья заготовок, содержащее образующие ручей приводные и неприводные разрезные ролики, выполненные с крайними и промежуточными опорами, отличающееся тем, что, с целью увеличения срока службы устройства и улучшения качества заготовок, каждая промежуточная опора роликов имеет средство их независимого от крайних опор перемещения в направлении нормали к образующей поверхности ручья, при этом средства перемещения выполнены в виде винтовой пары.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1770053A1 |
| Машина непрерывного литья заготовок | 1988 |
|
SU1710181A1 |
| Устройство для идентификации профиля двухфазной заготовки в промежутках между поддерживающими элементами зоны вторичного охлаждения МНЛЗ | 1990 |
|
SU1729687A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Роликовая проводка многоручьевой криволинейной машины непрерывного литья заготовок | 1990 |
|
SU1838041A3 |

Использование: изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Сущность: ролики (Р) 3 и 4 снабжены промежуточными опорами (ПО) 5, связанными с корпусами крайних опор 6 горизонтальными траверсами 7. Каждая ПО снабжена средствами поступательного перемещения, выполненными в виде самотормозящегося винта, зафиксированного относительно траверсы 7 кольцевым буртом, крышкой и размещенного в отверстии корпуса ПО. 6 ил.
1
п
Фи.г.1.
50
55
- V - . / V V V -/
bi-у t.i-V i--
s - L-S
12
Ф/У2
Фиг. б
| Карлинский С.Е | |||
| и др | |||
| Направления развития МНЛЗ ведущих зарубежных фирм | |||
| - М.: ЦНИИТЭИтяжмаш, 1987, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
