Изобретение относится к металлургии, а именно к опорной секции двухручьевой машины непрерывного литья слитков прямоугольного поперечного сечения
Цель изобретения - уменьшение габа ритов и металлоемкости конструкции
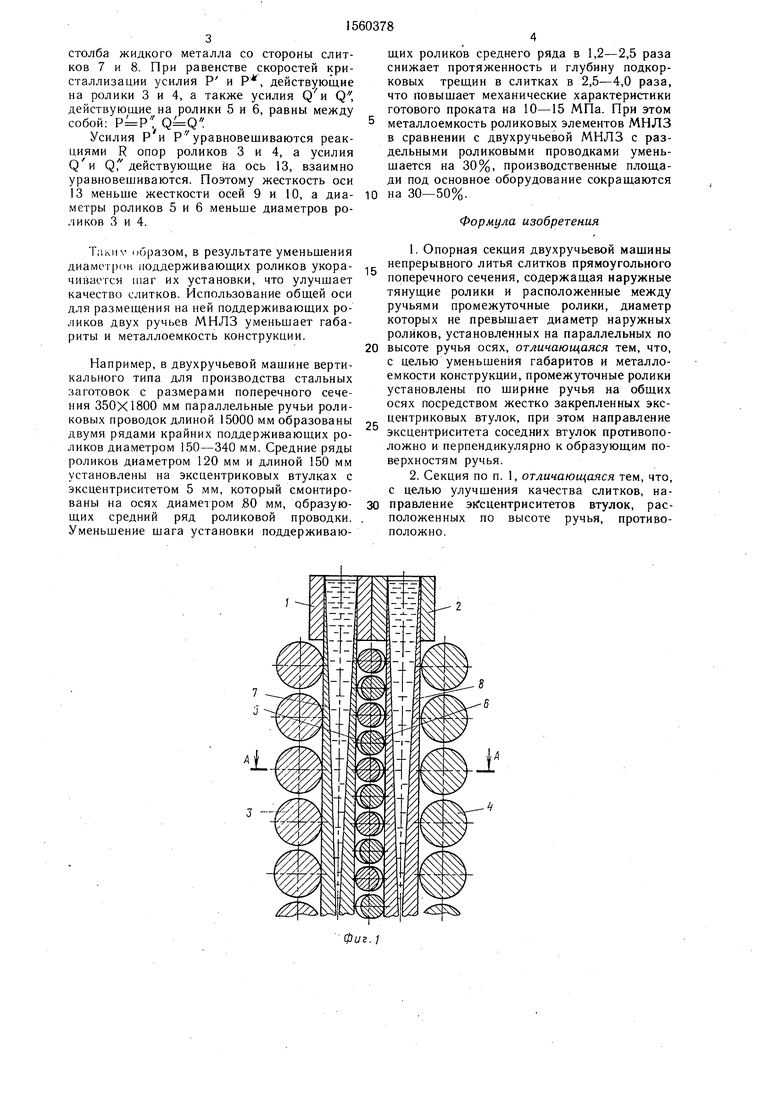
На фиг 1 представлена машина непрерывного литья с опорной секцией, на фиг 2 - разрез А-А на фиг 1, на фиг 3 - схема взаимодействия двухфазных слитков с поддерживающими роликами
Машина включает кристаллизаторы 1 и 2 прямоугольного поперечного сечения равной ширины, установленные на одном уровне и обращенные широкими поверхностями к другу Ручьи машины взаимно параллельны и образованы двумя рядами поддерживающих роликов 3 и 4 с длиной бочки, пре вышающей ширину кристаллизаторов, а
также короткими ротиками о и ь малого диаметра, поддерживающими соответственно поверхности слитков 7 и 8 Крайние роли ки 3 и 4 жестко установлены на приводных осях 9 и 10 Ролики 5 и 6 смонтиро ваны с возможностью их вращения на экс центриковых втулках 11 и 12, жестко раз мещенных на общей неподвижной оси 13 Направление эксцентриситета соседних вт лок 11 и 12 противоположно и перпенди кулярно к образующим поверхностям ручья По высоте ручья направпение эксцентриситетов втулок 11 и 12 также противопо ложно
После заливки жидкого мета 1ла в крис таллизаторы 1 и 2 ос ществтяют синхронный пропуск затравочных строиств через ручьи машины При этом ротики 3 - 6 испы тывают усилия ферростатического давания
ел
о
03
ч
00
столба жидкого металла со стороны слитков 7 и 8. При равенстве скоростей кристаллизации усилия Р и Р, действующие на ролики 3 и 4, а также усилия О/и Q, действующие на ролики 5 и 6, равны между собой: .
Усилия Р и Ру уравновешиваются реакциями R опор роликов 3 и 4, а усилия Q H Q, действующие на ось 13, взаимно уравновешиваются. Поэтому жесткость оси 13 меньше жесткости осей 9 и 10, а диа- метры роликов 5 и 6 меньше диаметров ро
ликов 3 и 4.
Т;1ли образом, в результате уменьшения диамефок поддерживающих роликов укора- чиваегся таг их установки, что улучшает качество слитков. Использование общей оси для размещения на ней поддерживающих роликов двух ручьев МНЛЗ уменьшает габариты и металлоемкость конструкции.
Например, в двухручьевой машине вертикального типа для производства стальных заготовок с размерами поперечного сечения 350X1800 мм параллельные ручьи роликовых проводок длиной 15000 мм образованы двумя рядами крайних поддерживающих роликов диаметром 150-340 мм. Средние ряды роликов диаметром 120 мм и длиной 150 мм установлены на эксцентриковых втулках с эксцентриситетом 5 мм, который смонтированы на осях диаметром .80 мм, образую- щих средний ряд роликовой проводки. Уменьшение шага установки поддерживаю
на 30-50%.
щих роликов среднего ряда в 1,2-2,5 раза снижает протяженность и глубину подкорковых трещин в слитках в 2,5-4,0 раза, что повышает механические характеристики готового проката на 10-15 МПа. При этом металлоемкость роликовых элементов МНЛЗ в сравнении с двухручьевой МНЛЗ с раздельными роликовыми проводками уменьшается на 30%, производственные площади под основное оборудование сокращаются
на 30-50%.
Формула изобретения
1.Опорная секция двухручьевой машины непрерывного литья слитков прямоугольного поперечного сечения, содержащая наружные тянущие ролики и расположенные между ручьями промежуточные ролики, диаметр которых не превышает диаметр наружных роликов, установленных на параллельных по высоте ручья осях, отличающаяся тем, что, с целью уменьшения габаритов и металлоемкости конструкции, промежуточные ролики установлены по ширине ручья на общих осях посредством жестко закрепленных эксцентриковых втулок, при этом направление эксцентриситета соседних втулок противоположно и перпендикулярно к образующим поверхностям ручья.
2.Секция по п. 1, отличающаяся тем, что, с целью улучшения качества слитков, направление эксцентриситетов втулок, расположенных по высоте ручья, противоположно.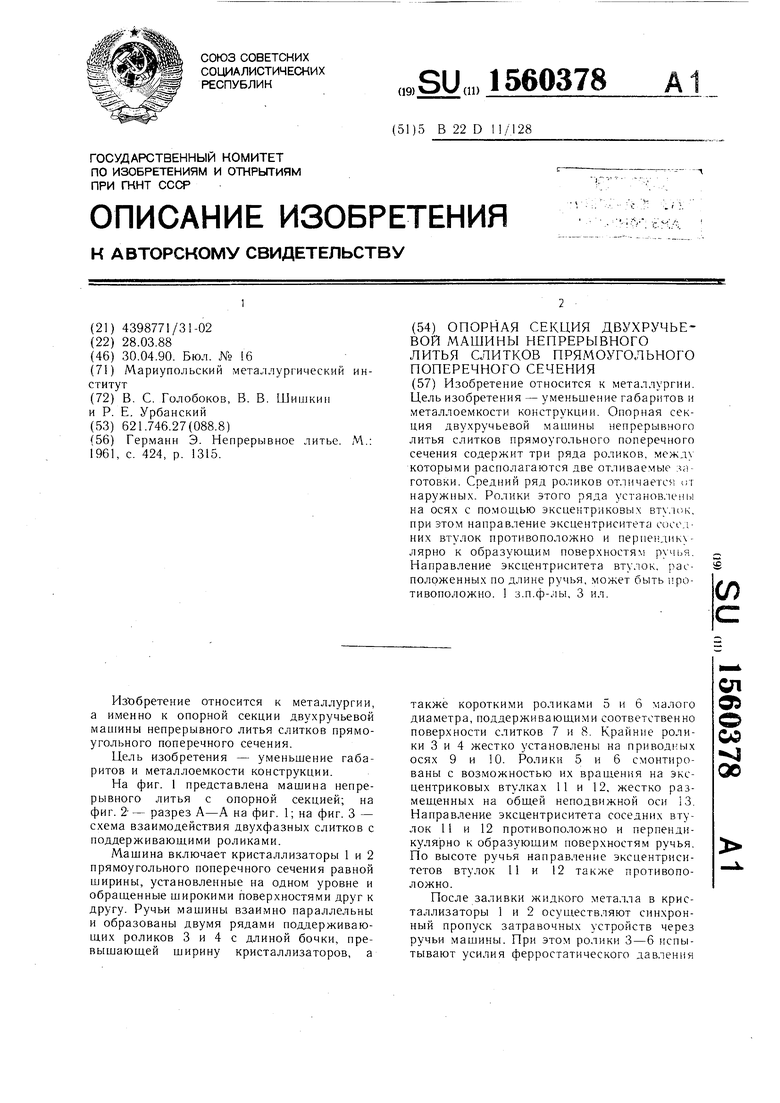
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поддержания заготовок в машине непрерывного литья | 1988 |
|
SU1637943A1 |
| Машина непрерывного литья заготовок | 1988 |
|
SU1710181A1 |
| Роликовая проводка многоручьевой криволинейной машины непрерывного литья заготовок | 1990 |
|
SU1838041A3 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| Роликовая проводка машины непрерывного литья заготовок криволинейного типа | 1989 |
|
SU1770053A1 |
| Устройство для поддержания слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1987 |
|
SU1629149A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2007 |
|
RU2366532C1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ КРУПНЫХ СЛИТКОВ С ПОСЛЕДОВАТЕЛЬНО РАСПОЛОЖЕННЫМИ КРИСТАЛЛИЗАТОРАМИ | 1991 |
|
RU2080207C1 |
| Роликовая секция машины непрерывного литья заготовок | 2023 |
|
RU2797199C1 |
Изобретение относится к металлургии. Цель изобретения - уменьшение габаритов и металлоемкости конструкции. Опорная секция двухручьевой машины непрерывного литья слитков прямоугольного поперечного сечения содержит три ряда роликов, между которыми располагаются две отливаемые заготовки. Средний ряд роликов отличается от наружных. Ролики этого ряда установлены на осях с помощью эксцентриковых втулок, при этом направление эксцентриситета соседних втулок противоположно и перпендикулярно к образующим поверхностям ручья. Направление эксцентриситета втулок, расположенных по длине ручья, может быть противоположно. 1 з.п. ф-лы, 3 ил.
У/А
фиг. 2
А -Д
1
SSSSSS
| Судно | 1925 |
|
SU1961A1 |
