Изобретение относится к области очистки л может быть использовано для мытья и сушки изделий бесконечной длины, например труб.
Известен способ очистки, при котором изделие располагают в герметичной .камере и подают на него моющий раствор через сопла, направленные прямо на изделие, некоторые струи проходят мимо изделия и попадают на отражатель, частично возвращаясь на изделие. Снизу в камеру подается под давлением газообразный агент, который, смешиваясь со стекающим с отражателя моющим раствором, создает дополнительный моющий эффект.
Недостатком данного способа является то, что жидкий и газообразный рабочие агенты для качественной промывки изделий должны находиться под большим давлением и, как следствие этого, камера имеет строго герметичную конструкцию. Следовательно, очищаемое изделие должно иметь
ограниченные габариты, определяемые размерами камеры.
Известен способ, реализованный посредством применения моечной головки, состоящей из герметичного корпуса, в котором размещают обрабатываемое изделие, например металлические прутки. Моющий раствор подают через наконечники с насадкой для получения многоструйного факела, причем наконечники располагают как по центральной оси корпуса, так и центрально- симметричной с осями, направленными по прямолинейным образующим и наклоненными друг к другу.
Недостатком этого способа является произвольное направление струй моющей жидкости к поверхности очищаемого изделия, что не обеспечивает качественную промывку отдельных труднодоступных участков поверхности, например впадин гофров.
Наиболее близким по технической сущности и достигаемому результату к заявляемому способу является способ мойки и
V| V|
00
W
О
сушки наружной поверхности труб, заключающийся в том, что нд очищаемую поверхность воздействуют струями рабочего агента, подаваемыми из сопел, расположенных рядами вдоль образующих трубы. При данном способе мойку и сушку производят поочередно в камерах аналогичных конструкций.
Недостатком данного способа является то, что только после попадания рабочих агентов на поверхность трубы они растекаются по.винтовым гофрам и закручиваются спиралеобразно, при этом кинетическая энергия подаваемых из сопел струй тратится нерационально, и их очищающая работа становится малоэффективной.
Целью изобретения является повышение качества мойки и сушки труб с винтовым гофром.
Это достигается тем, что в способе мойки и сушки наружной поверхности труб, заключающемся в том. что на очищаемую поверхность воздействуют струями рабочего агента, подаваемыми из сопел, расположенных рядами вдоль образующих трубы, струи подают в направлении винтовой линии гофра трубы и сообщают последней движение вдоль ее оси.
При этом моющий раствор и осушающий рабочий агент обтекают очищаемую поверхность, не отражаясь от нее, В процессе мойки и сушки труб образуется закрученный поток, движущийся вдоль винтовой поверхности, кинематическая энергия которого полностью используется на очистку изделия.
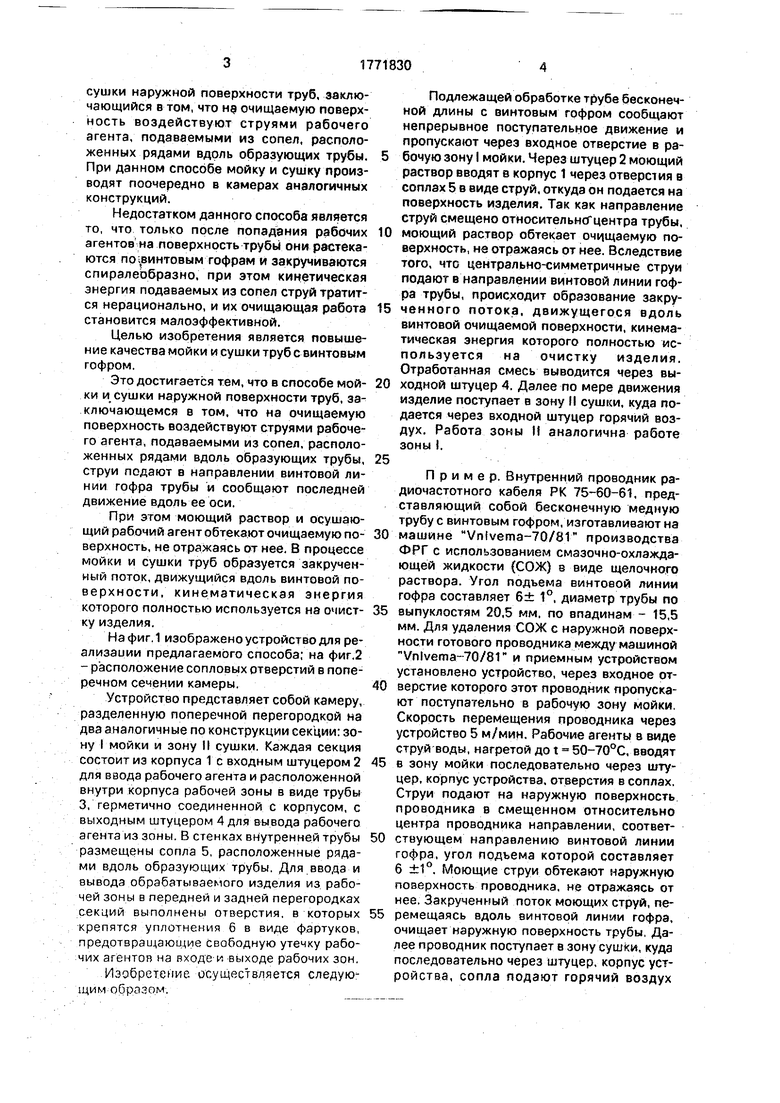
На фиг. 1 изображено устройство для реализации предлагаемого способа; на фиг,2 - расположение сопловых отверстий в поперечном сечении камеры.
Устройство представляет собой камеру, разделенную поперечной перегородкой на два аналогичные по конструкции секции: зону I мойки и зону II сушки. Каждая секция состоит из корпуса 1 с входным штуцером 2 для ввода рабочего агента и расположенной внутри корпуса рабочей зоны в виде трубы 3, герметично соединенной с корпусом, с выходным штуцером 4 для вывода рабочего агента из зоны. В стенках внутренней трубы размещены сопла 5, расположенные рядами вдоль образующих трубы. Для ввода и вывода обрабатываемого изделия из рабочей зоны в передней и задней перегородках секций выполнены отверстия, в которых крепятся уплотнения 6 в виде фартуков, предотвращающие свободную утечку рабочих агентов на входе и выходе рабочих зон.
Изобретение осуществляется следующим образом.
Подлежащей обработке трубе бесконечной длины с винтовым гофром сообщают непрерывное поступательное движение и пропускают через входное отверстие в рабочую зону I мойки. Через штуцер 2 моющий раствор вводят в корпус 1 через отверстия в соплах 5 в виде струй, откуда он подается на поверхность изделия. Так как направление струй смещено относительнсГцентра трубы,
моющий раствор обтекает очищаемую поверхность, не отражаясь от нее. Вследствие того, что центрально-симметричные струи подают в направлении винтовой линии гофра трубы, происходит образование закрученного потока, движущегося вдоль винтовой очищаемой поверхности, кинематическая энергия которого полностью используется на очистку изделия. Отработанная смесь выводится через выходной штуцер 4. Далее по мере движения изделие поступает в зону II сушки, куда подается через входной штуцер горячий воздух. Работа зоны И аналогична работе зоны I.
Пример. Внутренний проводник радиочастотного кабеля РК 75-60-61, представляющий собой бесконечную медную трубу с винтовым гофром, изготавливают на
машине Vnlvema-70/81 производства ФРГ с использованием смазочно-охлэжда- ющей жидкости (СОЖ) в виде щелочного раствора. Угол подьема винтовой линии гофра составляет 6± 1°, диаметр трубы по
выпуклостям 20,5 мм. по впадинам - 15,5 мм. Для удаления СОЖ с наружной поверхности готового проводника между машиной Vnlvema-70/81 и приемным устройством установлено устройство, через входное отверстие которого этот проводник пропускают поступательно в рабочую зону мойки. Скорость перемещения проводника через устройство 5 м/мин. Рабочие агенты в виде струй воды, нагретой до t 50-70°C, вводят
в зону мойки последовательно через штуцер, корпус устройства, отверстия в соплах. Струи подают на наружную поверхность проводника в смещенном относительно центра проводника направлении, соответствующем направлению винтовой линии гофра, угол подьема которой составляет 6 ±1°. Моющие струи обтекают наружную поверхность проводника, не отражаясь от нее. Закрученный поток моющих струй, перемещаясь вдоль винтовой линии гофра, очищает наружную поверхность трубы, Далее проводник поступает в зону сушки, куда последовательно через штуцер, корпус устройства, сопла подают горячий воздух
(t - 90-100°C) в виде струй. Струи воздуха подают на наружную поверхность проводника в смещенном относительно центра проводника направлении, соответствующем направлению винтовой лини гофра, под углом к продольной оси проводника 6 1°. Закрученный поток осушающих струй перемещается вдоль винтовой линии гофра и осушает наружную поверхность трубы. Очистка и сушка наружной поверхности готового проводника повышает электрическую прочность кабеля.
Формула изобретения Способ мойки и сушки наружной поверхности труб, заключающийся в том, что на очищаемую поверхность воздействуют струями рабочего агента, подаваемыми из сопл, расположенных рядами вдоль образующих трубы, отличающийся тем, что, с целью повышения качества мойки и сушки труб с винтовым гофром, струи подают в направлении винтовой линии гофра трубы и сообщают последней движение вдоль ее оси.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки полых или пористых изделий | 1986 |
|
SU1319941A1 |
| ЛИНИЯ МОЙКИ И СУШКИ ТРУБ | 2001 |
|
RU2212286C2 |
| Установка для мойки изделий | 1990 |
|
SU1731301A1 |
| Способ очистки изделий и устройство для его осуществления | 1989 |
|
SU1727939A1 |
| ПОЛИВОМОЕЧНАЯ МАШИНА | 2015 |
|
RU2604598C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОЧИСТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2182527C1 |
| Способ бесконтактной автоматической мойки автомобильных предметов и система автомобильной мойки, его реализующая | 2020 |
|
RU2751257C1 |
| ПОЛИВОМОЕЧНАЯ МАШИНА | 2010 |
|
RU2434990C1 |
| Способ очистки внутренних поверхностей изделий с формой тел вращения | 1980 |
|
SU925443A1 |
| Способ мойки, пропарки и дезинфекции цистерн от вязкого продукта и устройство для его осуществления | 1990 |
|
SU1834720A3 |
Использование: для мытья и сушки наружной поверхности труб с винтовым гофром. Сущность изобретения: на очищаемую поверхность воздействуют струями рабочего агента. Сопла, через которые подается рабочий агент, расположены рядами вдоль образующих труб. Струи рабочего агента подают в направлении винтовой линии гофра трубы и сообщают последней движение вдоль ее оси. 2 ил.
1 ilk2
Т I Г .IГ
етШяШ
.7
| Установка для мойки и сушки изделий | 1974 |
|
SU630015A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
