не могут превышать величин порядка длины волны.
Наиболее близким к предлагаемому является способ контроля неровности поверхности, заключающийся в том, что контролируемую поверхность облучают модулированным DO времени световым лото- ком, последовательно измеряют амплитуду переменной составляющей отраженного от контролируемой поверхности потока на двух отличных одна от другой частотах, облучают эталонную поверхность модулированным во времени излучением, измеряют величину потока излучения, от раженного на двух отличных одна от другой частотах, определяют среднеквадратичное отклонение контролируемой поверхности от эталонной и по нему судят о неровности поверхности.
Недостатками данного способа являются низкое быстродействие и, вследствие этого, невозможность контроля движущейся поверхности, усложненный процесс контроля, необходимость точного измерения интенсивности отраженного света.
Цель изобретения -упрощение процесса контроля и обеспечение возможности контроля движущейся поверхности.
Поставленная цель достигается тем, что в способе контроля неровности поверхности, заключающемся в том, что направляют на контролируемую поверхность световой лоток, проецируют отраженный от нее световой поток на фотоприемник и определяют неровность поверхности, световой поток сканируют по контролируемой поверхности в плоскости, перпендикулярной контролируемой поверхности и направлению ее движения, В качестве фотоприемника используют фотодиодную линейку, которую располагают вдоль направления движения контролируемой поверхности и под углом а к ней, который определяют по зависимости
D a arcctg ,
где d - ожидаемая наибольшая глубина неровности;
D - продольный размер этой неровности (размер неровности вдоль направления движения),
а о неровности поверхности судят по положению светового пятна на фогодиодной линейке.
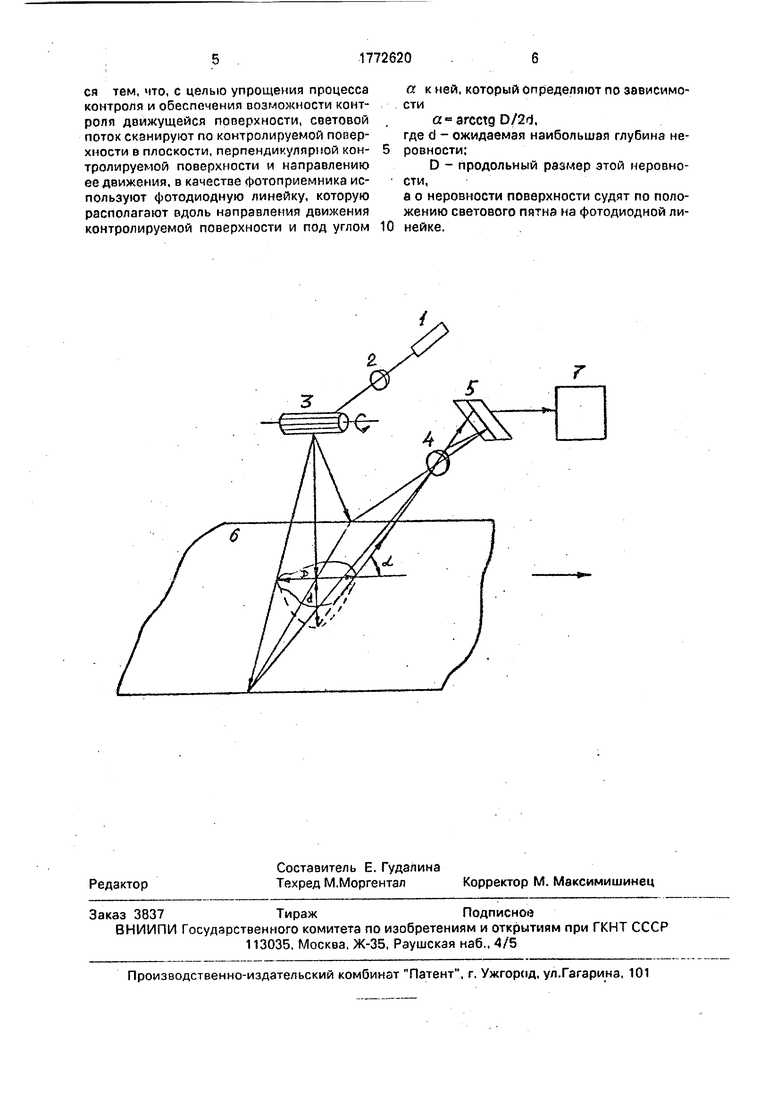
На чертеже схематически изображено устройство для реализации предлагаемого способа.
Устройство содержит лазер 1, оптическую систему 2, сканирующее устройство 3, оптическую систему 4, фотодиодную линейку 5, контролируемую поверхность б, например, холодный сляб и блок обработки 7.
Выбор угла а проводится перед началом контроля, а за величины D и d принимаются наибольшие ожидаемые величины продольного размера и глубины неровности контролируемой поверхности, т.е. как бы прогнозируемые, Прогноз может основываться, например, на опыте технолога. Если
0 фотодиодную линейку располагать без учета максимально возможных размеров неровности, то может оказаться, что световое пятно будет закрыто от проецирующей оптической системы краем неровности.
5 Способ осуществляется следующим образом.
Излучение лазера 1, сфокусированное на поверхности 6 оптической системой 2 сканируется нормально к контролируемой
0 поверхности устройством 3 в направлении, перпендикулярном движению поверхности 6. Изображение светового пятна на контролируемой поверхности проецируется оптической системой 4 на фотодиодную линейку
5 5, электрический сигнал с которой поступает на блок обработки 7, При движении поверхности, в случае, если она содержит неровности, т.е. выпуклости, впадины, ямки и т.д., изображение светового пятна пер е0 мещается вдоль фотодиодной линейки вверх или вниз, о зависимости от характера неровности, и при этом засвечивает фотодиоды. Количество засвеченных фотодиодов определяется размерами спроецированно5 го светового пятна. Сигнал с фотодиодной линейки, несущий информацию о положении светового пятна на линейке, обрабатывается блоком обработки 7, который выдает значение неровности контролируемой по0 верхности.
Способ позволяет измерять отклонение неровности от номинальной поверхности, продольные размеры неровности.
Преимуществами предлагаемого спосо5 бэ перед прототипом являются упрощение процесса контроля и повышение быстродействия, что достигаете благодаря тому, что операция сравнения интенсивностей отраженного потока соета от эталонной и кон0 тролируемой поверхностей заменена на более простую. Эти преимущества дают возможность контролировать движущуюся поверхность.
Формула изобретения
5 Способ контроля неровности поверхности, заключающийся в том, что направляют на контролируемую поверхность световой поток, проецируют отраженный от нее световой поток на фотоприемник и определяют неровность поверхности, отличающийся тем, что, с целью упрощения процесса контроля и обеспечения возможности контроля движущейся поверхности, световой поток сканируют по контролируемой поверхности в плоскости, перпендикулярной контролируемой поверхности и направлению ее движения, в качестве фотоприемника используют фотодиодную линейку, которую располагают вдоль направления движения контролируемой поверхности и под углом
а к ней, который определяют по зависимости
a arcctgD/2rj,
где d - ожидаемая наибольшая глубина не- ровности:
D - продольный размер этой неровно- сти,
а о неровности поверхности судят по положению светового пятна на фотодиодной ли- нейке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения профиля объекта | 1990 |
|
SU1717951A1 |
| Способ измерения расстояния между отражающими поверхностями объекта | 1989 |
|
SU1793215A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
| Устройство для измерения линейных размеров | 1989 |
|
SU1744444A1 |
| Способ контроля профиля криволинейной поверхности изделия и устройство для его осуществления | 1986 |
|
SU1401275A1 |
| СПОСОБ ИЗМЕРЕНИЯ ОТНОСИТЕЛЬНОЙ ПРОДОЛЬНОЙ ДЕФОРМАЦИИ ПОВЕРХНОСТИ И ЭКСТЕНЗОМЕТР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2575795C2 |
| ОПТИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2223462C2 |
| Устройство для измерения сложной поверхности | 1987 |
|
SU1529038A1 |
| СПОСОБ МОНИТОРИНГА ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЕСНОЙ ПАРЫ И ЕЕ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ ОТНОСИТЕЛЬНО ПУТИ | 2000 |
|
RU2180300C1 |
| Устройство для измерения линейных и угловых перемещений, скоростей и ускорений объектов | 2020 |
|
RU2767589C1 |
Изобретение относится к измерительной технике, а именно к бесконтактным способам контроля неровности поверхности, и может быть использовано в металлургии, например, для контроля поверхности холодных слябов, толстокатанного холодного проката, а также при производстве материалов для покрытия стен, полов, в частности линолеума. Цель изобретения - упрощение процесса контроля и обеспечение возможИзобретение относится к контрольно- измерительной технике, а именно к бесконтактным способам контроля неровности поверхности, и может быть использовано в металлургии, например, для контроля поверхности холодных слябов, толстокатанного холодного проката, а также при производстве материалов для покрытия стен, полов. Известны оптические способы контроля неровности поверхности, основанные на облучении исследуемой поверхности пучком света, приеме зеркальной и диффузной компонент отраженного света и измерении 2 ности контроля движущейся поверхности за счет повышения быстродействия. Способ заключается в том, что на контролируемую поверхность направляют световой поток, отраженный свет проецируют оптической системой на фотоприемник и определяют неровность поверхности. Световой поток сканируют по контролируемой поверхности в плоскости, перпендикулярной контролируемой поверхности и направлению ее движения. В качестве фотоприемника используют фотодиодную линейку, которую располагают вдоль направление движения контролируемой поверхности и под углом а к ней, который определяют по зависимости а arcctg 2 и гДе d ожидаемая наибольшая глубина неровности; D - продольный размер этой неровности, а о неровности поверхности судят по положению светового пятна на фотодиодной линейке. 1 ил их интенсивности. По отношению интенсив- ностей этих компонент судят о величине неровности поверхности. Недостатками этих способов являются низкое быстродействие и, вследствие этого, невозможность контроля неровности движущейся поверхности, усложненный процесс контроля и необходимость точного измерения интенсивностей отраженного света, соотношение которых дает информацию о величине неровностей. Кроме того, размеры неровностей, которые могут быть проконтролированы данными способами, 4 х| К) О Ю О ««д
| Способ измерения шероховатости изделий | 1982 |
|
SU1040895A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля неровности поверхности | 1979 |
|
SU838331A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
