Изобретение относится к швейной промышленности, а именно к способам изготовления утепленной одежды (спортивно-бытовых курток, комбинезонов и др.).
Наиболее близким техническим решением является способ, включающий формирование пакета посредством скрепления нескольких слоев с помощью клея, наносимого дискретно между слоями, формирование раскладки и раскрой пакета на детали по раскладке и соединение деталей в изделие.
Недостаток прототипа - большой расход клея, низкое качество из-за большой вероятности проникновения клея на лицевую сторону.
Цель изобретения - повышение качества изделий при одновременной экономии клея. Указанная цель достигается тем, что в способе изготовления утепленной одежды, включающем формирование пакета посредством скрепления нескольких слоев с помощью клея, наносимого дискретно между слоями, формирование раскладки и раскрой пакета на детали по раскладке и соединение
деталей в изделие, клей наносят полосами вдоль пакета с расстоянием между ними, меньшим минимального широтного размера наименьшей детали в раскладке.
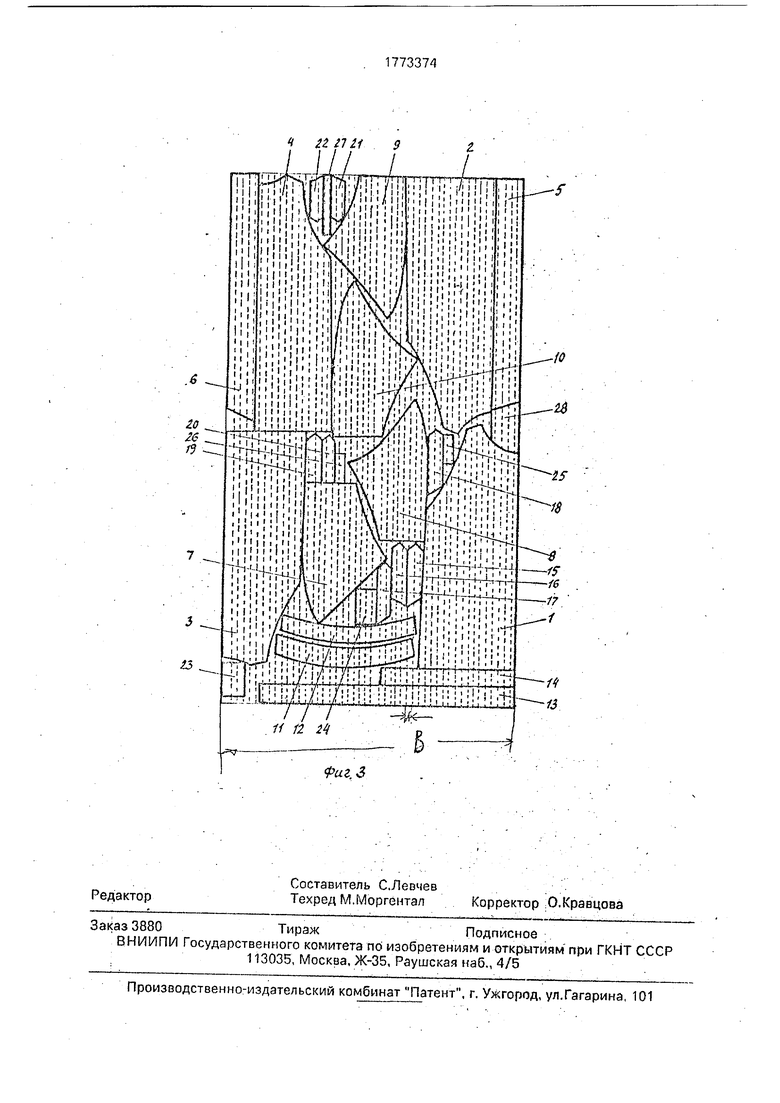
На фиг, 1-3 показана схема раскладки деталей и топография нанесения полос клея вдоль пакета с разным расстоянием между полосами.I
Предлагаемый способ осуществляют следующим образом.
Формируют раскладку деталей изделия согласно направлению нитей основы на деталях. Находят минимальную деталь в раскладке и измеряют ее минимальный широтный размер В.
Определяют расстояние А между полосами наносимого вдоль раскладки деталей клея из соотношения В А.
Наносят клей полосами на один из слоев пакета. Формируют пакет путем скрепления нескольких слоев, например, при нагревании и давлении.
Производят раскрой пакета на детали по выполненной ранее раскладке.
ЕЛ
С
Соединяют детали в утепленное швейное изделие.
Пример. Изготавливали пальто eVi- ское утепленное (размер 158-92-100), Теплозащитный пакет включал несколько слоев: ткань верха (смесовую ткань, содержащую волокна хлопка и лавсана, арт. 88571) и объемный утепляющий материал (синтепон, арт. ). Изделие состояло из следующих деталей: 1-левая полочка; 2-правая полочка; 3-левая половинка спинки; 4-правая половинка спинки; 5-левый подборт; 6-пра- вый подборт: 7-передняя часть левого рукава; 8-заднля часть левого рукава; 9-передняя часть правого рукава; 10-задняя часть правого рукава; 11 -верхний воротник; 12-нижний воротник; 13-пояс(1-я часть); 14- пояс (2-я часть); 15-левый погон; 16-под- кладка левого погона; 17-правый погон, 18-подкладка правого погона; 19-левая пата; 20-подкладка левой паты; 21-правая пата; 22-подкладка правой паты; 23-левая листочка; 24-правая листочка; 25-г1одзор левого кармана; 2б-подзор правого кармана; 27-вешалка.
Кроме того, дополнительно выкраивали запасной кусок ткани 28. Из перечисленных деталей выполняли раскладку (с учетом на- праелешя нити основы на деталях и допускаемых отклонений от нее). На фиг, 1, 2, 3 показаны выполненные раскладки со следующими параметрами: ширина 1450 мм, длина 2624 мм. Раскладка на фиг. 1, 2, 3 выполнена в масштабе 1:12.
В раскладке измеряли длиннотные и широтные размеры деталей и определяли минимальные размеры. К ним относятся: подзоры 25, 26, вешалка 27. Для этих деталей минимальная ширина составляет мм.
Клей должен быть нанесен в виде полос с расстоянием А таким образом, чтобы он склеил ткань верха и объемный утеплитель и присутствовал в каждой выкроенной детали. Это позволит впоследствии исключить операции по ниточному соединению выкроенных деталей вдоль срезов.
Условия нанесения клея в виде полос были следующими: на фиг. 1 расстояние между полосами клея составляло А-180 мм (I вариант), в этом случае имеет место условие на фиг. 2 расстояние между поло
сами клея составляло мм (2 вариант), в этом случае имеет место соотношение А В; на фиг. 3 расстояние между полосами клея составляло мм (3 вариант), в этом слу- чае достигают требуемое соотношение: расстояние между полосами клея меньше минимального широтного размера детали, т.е. А В.
Результаты сравнения трех вариантов
нанесения клея приведены в таблице.
Из фиг. 1 видно, что при выбранном расстоянии между полосами клея, которое значительно больше минимального размера деталей 35 мм, клей будет отсутствовать
в деталях 6, 23, 22, 27, 19, 20, 26, 15, 16, 17, 18, 5, 28 (всего 13 деталей). Это приведет к тому, ч го после раскроя раскладки ткань верха и объемный утеплитель в этих деталях разъединятся, т.е. не будет достигнута цель
изобретения.
Из фиг. 2 видно, что с уменьшением расстояния с 180 до 90 мм число деталей, в которых отсутствует клей, уменьшается до шести. К ним относятся детали: 27, 20, 26,
15, 18,25.
Оптимальным является 3 вариант (фиг. 3), для которого расстояние между полосами 30 мм достаточно для присутствия клея во всех деталях. Дальнейшее уменьшение расстояния менее 30 мм приведет лишь к увеличению числа полос и расхода клея и не скажется на качестве склеивания.
После нанесения клея на ткань верха ее склеивали с объемнымутеплителем при 1101 0°С. В качестве клея использовали акри- лил Б. При склеивании давление было минимальным, чтобы исключить сжатие объемною утеплителя
Формула изобретения
Способ изготовления утепленной одежды, включающий формирование пакета посредством скрепления нескольких слоев с помощью клея, наносимого дискретно между слоями, формирование раскладки и раскрой пакета на детали по раскладке и соединение деталей о изделие, отличающийся тем, что, с. целью повышения качества изделия при одновременной экономии клея, последний наносят полосами
вдоль пакета с расстоянием между ними, меньшим минимального широтного размера наименьшей детали в раскладке.
2i
Риг. f
f
sZ
V V
/7 L t Ь


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойного материала для швейных изделий | 1990 |
|
SU1759393A1 |
| Способ изготовления многослойной куртки | 1986 |
|
SU1442175A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УТЕПЛЕННОЙ ОДЕЖДЫ | 1992 |
|
RU2040194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО ПРЕДМЕТА ОДЕЖДЫ | 1992 |
|
RU2040191C1 |
| КОНСТРУКЦИЯ УТЕПЛЯЮЩЕГО ПАКЕТА РУКАВА ТЕПЛОЗАЩИТНОЙ ОДЕЖДЫ С НЕСВЯЗНЫМ УТЕПЛИТЕЛЕМ | 2008 |
|
RU2374961C1 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ ВТОРИЧНОГО ТЕКСТИЛЯ | 2009 |
|
RU2414551C1 |
| Способ изготовления утепленной одежды | 1989 |
|
SU1680034A1 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| СПОСОБ ПОЛУЧЕНИЯ УНИВЕРСАЛЬНОГО ТЕПЛОИЗОЛЯЦИОННОГО ПАКЕТА | 1994 |
|
RU2112410C1 |

Использование: в легкой промышленности. Сущность изобретения: способ изготов- ления утепленной одежды включает операции: формирование пакета посредством скрепленная нескольких слоев с помощью клея, наносимого дискретно между слоями, формирование раскладки и раскрой пакета на детали по раскладке и соединение деталей Б изделие. Клей наносят полосами вдоль пакета с расстоянием между ними, меньшим минимального широтного размера наименьшей детали в раскладке. 3 ил.
KfXLLl
/7 //
фиг, 3
| Способ изготовления утепленной одежды | 1989 |
|
SU1680034A1 |
| Механический грохот | 1922 |
|
SU41A1 |
