1
(21)4755196/08
(22)31.10.89
(46) 07о11с92, Бюл„ (Г 41
(71)Всесоюзный нефтяной научно-исследовательский институт по технике безопасности
(72)Б0А„Гаджиев и Б0А0Кирш
(56) Авербух Б.А„ и др0 Ремонт и монтаж бурового и нефтепромыслового оборудованияо М„: Недра, 19&7, сс 139-140, Рис0 5о180
Виль В0И„Сварка металлов трением0 М.: Машиностроение, 1970, с.0 94, рис. 47 о
(54) СПОСОБ СОЕДИНЕНИЯ ТРУБ С ПОМОЩЬЮ ПРОМЕЖУТОЧНОЙ ВТУЛКИ
(57) Использование: соединение концов труб при укладке промысловых и магистральных трубопроводов на дно с применением сварки трением Сущность изобретения: вставку выполняют в виде ступенчатой втулки, на концах которой устанавливают крепежные болты. После разогрева вставки вращением и осадки осуществляют дополнительную фиксацию концов труб0 Расстояние между болтами определяют из заданного выражения о Наличие дополнительной фиксации разгружает сварное сре- динение от изгибающего момента в процессе опускания нитки трубопровода на дно 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| ЭЛЕВАТОР ТРУБНЫЙ УНИВЕРСАЛЬНЫЙ ОДНОШТРОПНЫЙ | 2024 |
|
RU2830718C1 |
| ЭЛЕВАТОР ТРУБНЫЙ УНИВЕРСАЛЬНЫЙ ОДНОШТРОПНЫЙ | 2022 |
|
RU2794051C1 |
| ИНСТРУМЕНТ ДЛЯ СПУСКА И ПОДЪЕМА ПОДВОДНОГО ОБОРУДОВАНИЯ | 2021 |
|
RU2752537C1 |
| ЭЛЕВАТОР ТРУБНЫЙ УНИВЕРСАЛЬНЫЙ ОДНОШТРОПНЫЙ | 2023 |
|
RU2810658C1 |
| ОПОРНОЕ УСТРОЙСТВО ДЛЯ ОКОНЕЧНОСТИ ТРУБОПРОВОДА, СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ ТАКОЕ УСТРОЙСТВО, И ОКОНЕЧНОСТЬ ТРУБОПРОВОДА | 2005 |
|
RU2381405C2 |
| МАШИНА ДЛЯ ВНУТРЕННЕЙ СВАРКИ ТРУБ В ЗАЩИТНОМ ГАЗЕ | 2015 |
|
RU2687782C1 |
| ЭЛЕВАТОР ТРУБНЫЙ УНИВЕРСАЛЬНЫЙ ДВУХШТРОПНЫЙ | 2023 |
|
RU2816608C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1969 |
|
SU256128A1 |
| Установка для стыковой электроконтактной сварки магистрального трубопровода | 1975 |
|
SU632527A1 |
Изобретение относится к нефтегазодобывающей .промышленности, в частности к технике соединения концов труб при укладке промысловых и магистральных трубопроводов на морское дно.
Известна установка УНТ-1 для наплавки металла трением на базе горизонтального токарного станка с механизмом гидравлической осадки Для зажатия концов, свариваемых за счет силы трения деталей, используются трехкулачковые патроны. Сварка концов производится в неподвижной втулке„ Установка не приемлима для соединения длинномерных деталей, каковыми являются трубы и трубопроводы ,,
Известна установка, включающая механизмы зажатия концов труб и их
сл
с
осадку и вращающуюся втулку, в результате чего производится сварка за счет нагрева от сил трения между торцами деталей „ К недостаткам способа относится то, что требуется большое количество энергии для прогрева большого размера втулки Кроме того, так как прочность шва не рассчитана на изгиб, возникающий при спуске нити труб г трубоукладчика в море, возможны при этом поломки труб в месте их сварки со всеми вытекающими последствиями: нарушением экологии окружающей среды, потерями нефти и газа, удорожанием последних, трудностями проведения подводных ремонтных работ водолазами„ Уменьшается сечение труб
Цель изобретения заключается в повышении качества соединения„
VJ VJ со о
.
4
Цель достигается тем, что вставку-втулку выполняют в виде ступенчатой детали, на концах которой устанавливают крепежные болты, посред- ством которых после осадки осуществляют дополнительную Фиксацию концов труб, причем расстояние между болтами (1) определяют из выражения
1
К (D4 - d4)
1
TD(Da-d3)
где К - коэффициент запаса прочности D и d - наружный и внутренний диаметры труб0
Последнее разгружает сварное соединение при спуске нити труб с трубоукладчика на морское дно
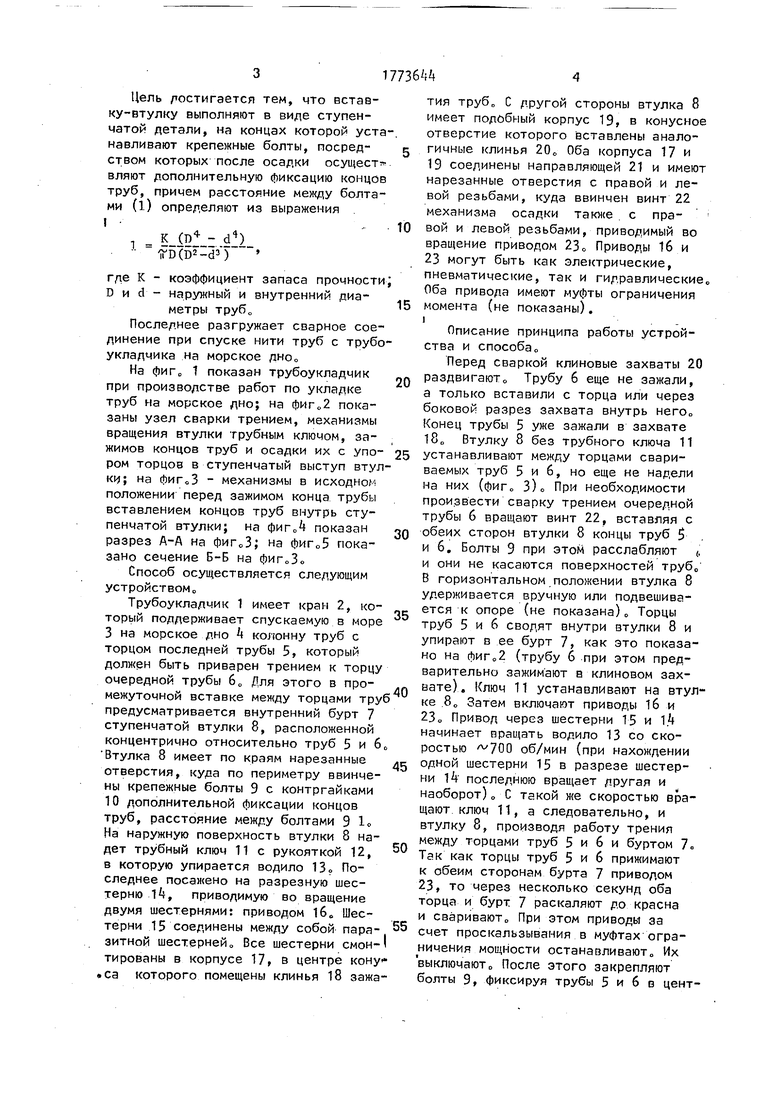
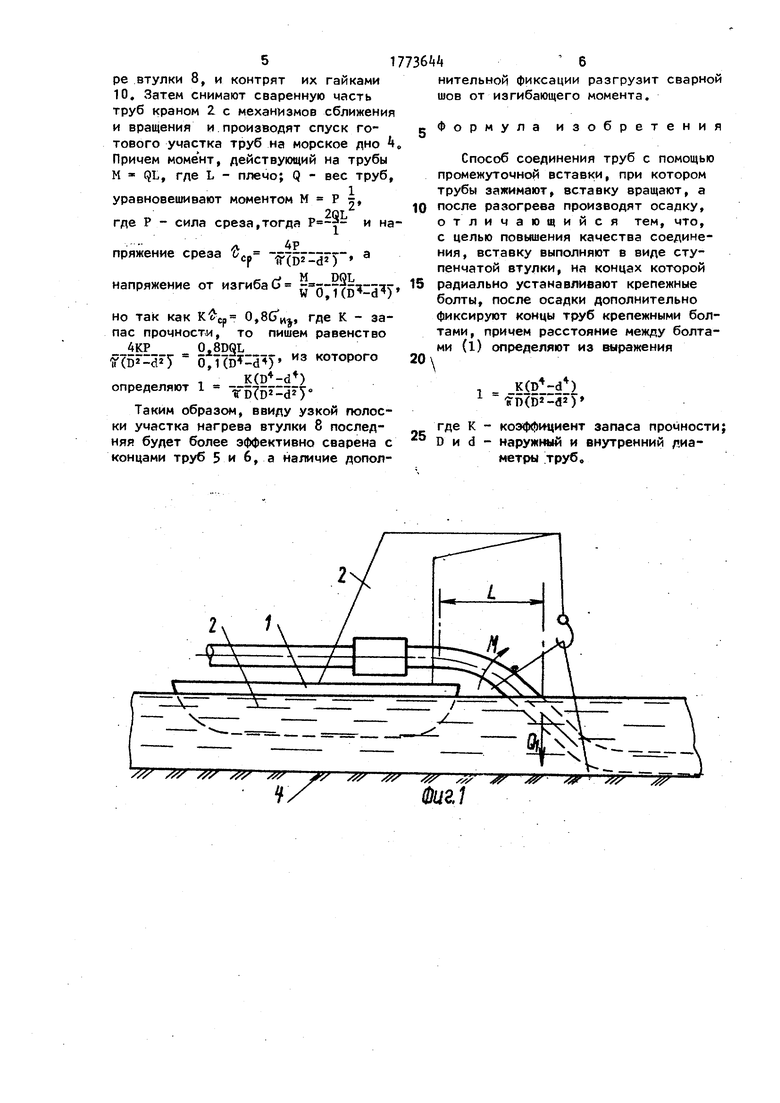
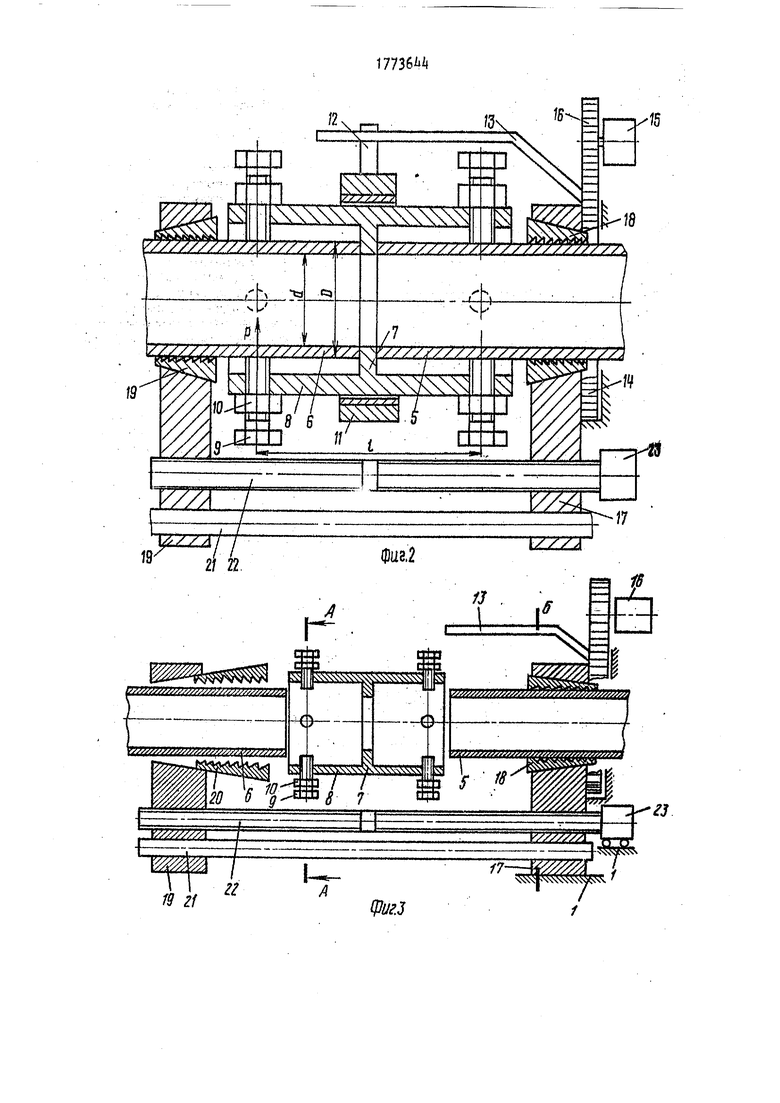
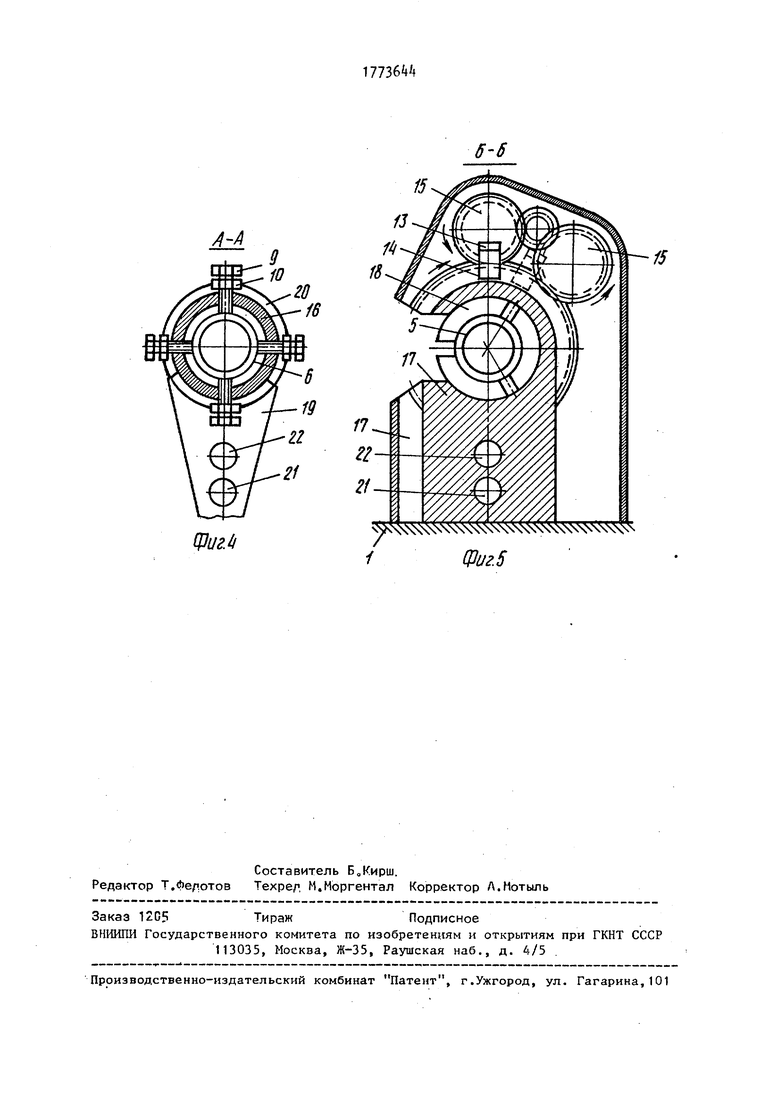
На фиг„ 1 показан трубоукладчик при производстве работ по укладке труб на морское дно; на показаны узел сварки трением, механизмы вращения втулки грубным ключом, зажимов концов труб и осадки их с упо- ром торцов в ступенчатый выступ втулки; на - механизмы в исходное положении перед зажимом конца трубы вставлением концов труб внутрь ступенчатой втулки; на показан разрез А-А на фиг03; на фиг05 показано сечение Б-Б на
Способ осуществляется следующим устройством„
Трубоукладчик 1 имеет кран 2, ко
торый поддерживает спускаемую в море 3 на морское дно 4 колонну труб с торцом последней трубы 5, который должен быть приварен трением к торцу очередной трубы 60 Для этого в про
межуточной вставке между торцами труб предусматривается внутренний бурт 7 ступенчатой втулки 8, расположенной концентрично относительно труб 5 и 6„
Втулка 8 имеет по краям нарезанные отверстия, куда по периметру ввинчены крепежные болты 9 с контргайками 10 дополнительной фиксации концов труб, расстояние между болтами 9 1с На наружную поверхность втулки 8 надет трубный ключ 11 с рукояткой 12, в которую упирается водило 13о Последнее посажено на разрезную шестерню 14, приводимую во вращение двумя шестернями: приводом 1б„ Шестерни 15 соединены между собой пара- зитной шестерней Все шестерни смон- тированы в корпусе 17, в центре кону
са которого помещены клинья 18 зажа
5
0
5 g
5
0
{- 0 5
тия труб„ С другой стороны втулка 8 имеет подобный корпус 19, в конусное отверстие которого вставлены аналогичные клинья 200 Оба корпуса 17 и 19 соединены направляющей 21 и имеют нарезанные отверстия с правой и левой резьбами, куда ввинчен винт 22 механизма осадки также с правой и левой резьбами, приводимый во вращение приводом 23 Приводы 16 и 23 могут быть как электрические, пневматические, так и гидравлические Оба привода имеют муфты ограничения момента (не показаны).
Описание принципа работы устройства и способа
Перед сваркой клиновые захваты 20 раздвигаюТо Трубу 6 еще не зажали, а только вставили с торца или через боковой разрез захвата внутрь него Конец трубы 5 уже зажали в захвате 180 Втулку 8 без трубного ключа 11 устанавливают между торцами свариваемых труб 5 и 6, но еще не надели на них (фиг 3) При необходимости произвести сварку трением очередной трубы 6 вращают винт 22, вставляя с обеих сторон втулки 8 концы труб 5 и 6. Болты 9 при этом расслабляют (. и они не касаются поверхностей труб В горизонтальном положении втулка 8 удерживается вручную или подвешивается к опоре (не показана)„ Торцы труб 5 и 6 сводят внутри втулки 8 и упирают в ее бурт 7, как это показано на Фиго2 (трубу б при этом предварительно зажимают в клиновом захвате). Ключ 11 устанавливают на втулке 80 Затем включают приводы 16 и 23 Привод через шестерни 15 и 14 начинает вращать водило 13 со скоростью 700 об/мин (при нахождении одной шестерни 15 в разрезе шестерни 14 последнюю вращает другая и наоборот) С такой же скоростью вращают ключ 11, а следовательно, и втулку 8, производя работу трения между торцами труб 5 и 6 и буртом 7 Так как торцы труб 5 и 6 прижимают к обеим сторонам бурта 7 приводом 23, то через несколько секунд оба торца и бурт 7 раскаляют до красна и сваривают При этом приводы за счет проскальзывания в муфтах ограничения мощности останавливают Их выключают После этого закрепляют болты 9, фиксируя трубы 5 и б в цент51
ре втулки 8, и контрят их гайками 10. Затем снимают сваренную часть труб краном 2 с механизмов сближения и вращения и производят спуск готового участка труб на морское дно 4 Причем моме нт, действующий на трубы М - QL, где L - плечо; Q - вес труб,
уравновешивают моментом М Р «
2QL
:.Л«.
где Р - сила среза,тогда
и напряжение среза t/c. jp75TId5 T a
е М DQL напряжение от изгиба О ()
но так как кЈср 0,8(3, где К - запас прочности, то пишем равенство
) из которого
K(D4-d) определяют 1
Таким образом, ввиду узкой полоски участка нагрева втулки 8 последняя будет более эффективно сварена с концами труб 5 и 6, а наличие допол7736М 6
нительной фиксации разгрузит сварной шов от изгибающего момента.
..Формула изобретения
и ь ения о 4 убы руб,
и наa
-сП)
затво
го
лоседна с полСпособ соединения труб с помощью промежуточной вставки, при котором трубы зажимают, вставку вращают, а после разогрева производят осадку, отличающийся тем, что, с целью повышения качества соединения, вставку выполняют в виде ступенчатой втулки, на концах которой радиально устанавливают крепежные болты, после осадки дополнительно фиксируют концы труб крепежными бол10
15
20
тами, причем расстояние между болтами (1) определяют из выражения
K() fD()
где К - коэффициент запаса прочности; 25 в и d - наружный и внутренний диаметры труб.
sfr
(}««ИвИЯ ««
у////////л
г/
U/4
43
У7/;Г///{1„
... /
4 NI| NNNX W NN
I
0teJ
Фиг 4
15
13
N
Фог.5
