Известны машины для контактной стыковой сварки с боковой выдачей изделий, в которых неподвижная колонна снабжена механизмами корректировки ее в двух взаимно перпендикулярных направлениях. Недостатком этих маа1ин является значительная нагрузка на направляющие, что увеличивает их габариты и ускоряет износ.
Предлагаемая машина отличается тем, что она снабжена установленной со стороны неподвижной колонны дополнительной опорной стойкой и промежуточной плитой. Последняя расположена между дополнительной стойкой и неподвижной колонной и связана с ними посредством взаимно перпендикулярных направляющих.
Корпуса гидроцилиндров оплавления и осадки жестко закреплены на дополнительной опорной стойке с внешней стороны, а штоки этих цилиндров жестко связаны с подвижной колонной.
Установочный нож смонтирован на суппорте, имеющем привод от подвижной колонны с передаточным отношением 1:2, а в зоне стыка нож снабжен сменными вставками из жаростойкого материала с высоким электрическим сопротивлением.
Все эти отличия позволяют повысить надежность и долговечность машины, сократить время на профилактическое обслуживание
гидроцилиндров, повысить производительность труда и качество сварки.
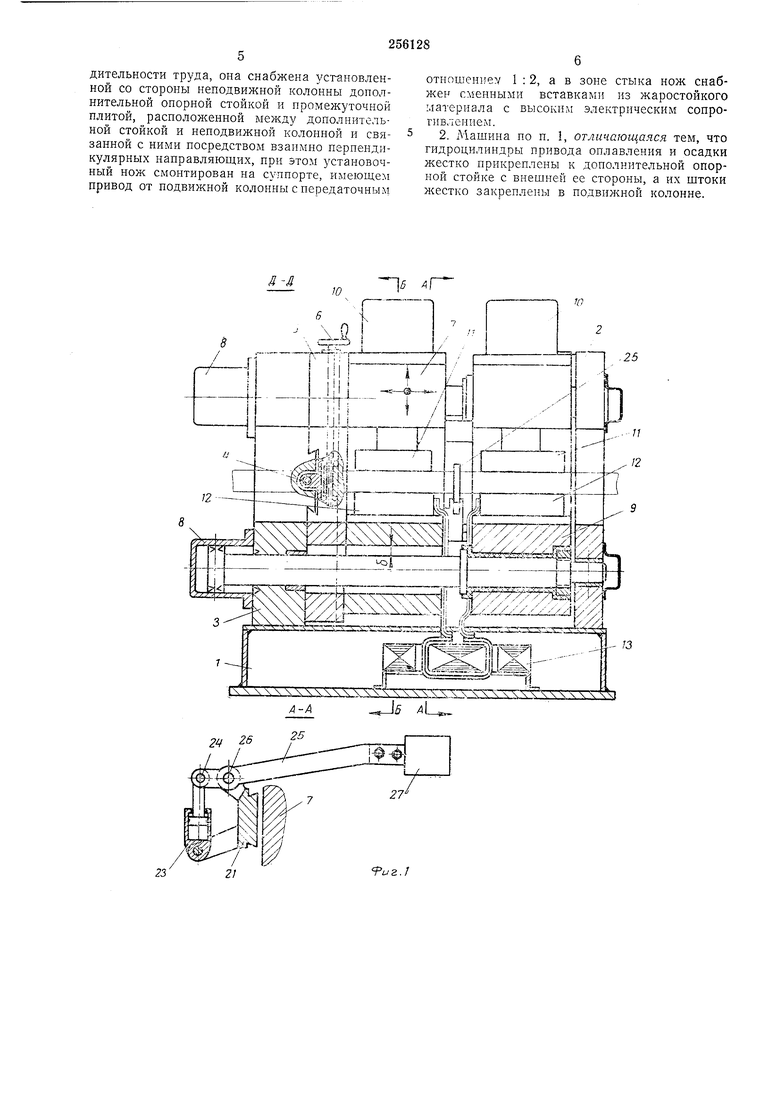
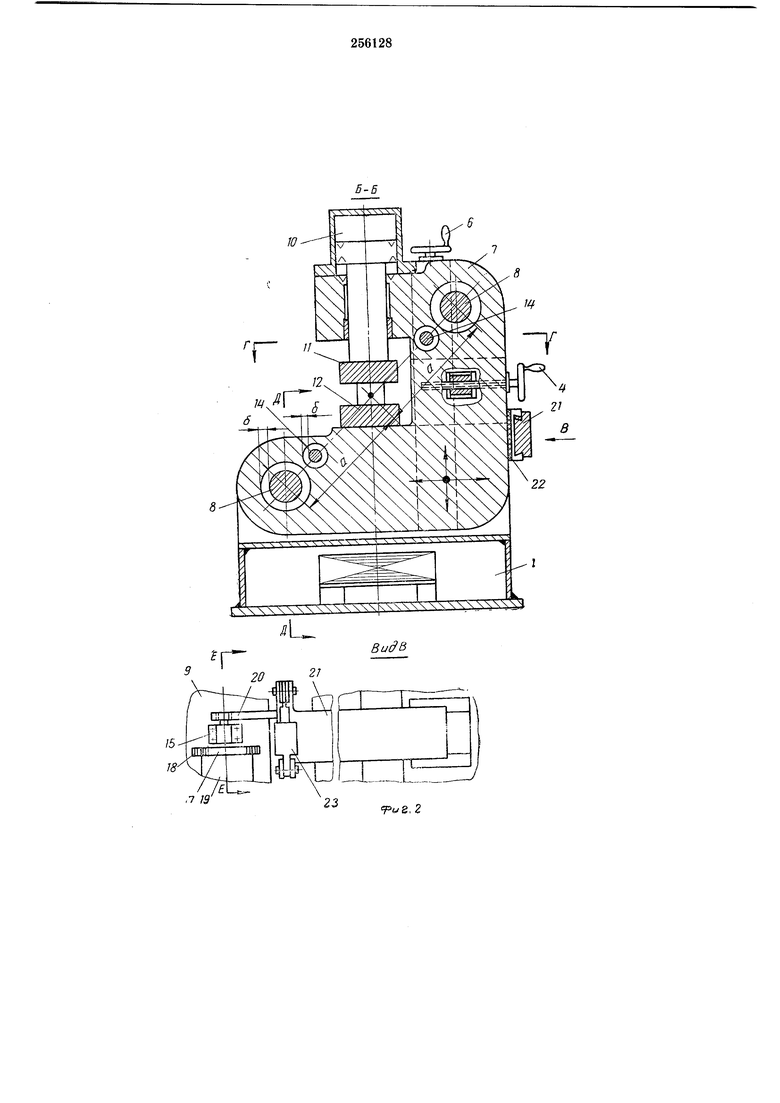
На фиг. 1 изображена машина в общем виде и разрез но А-А; на фиг. 2 - разрез
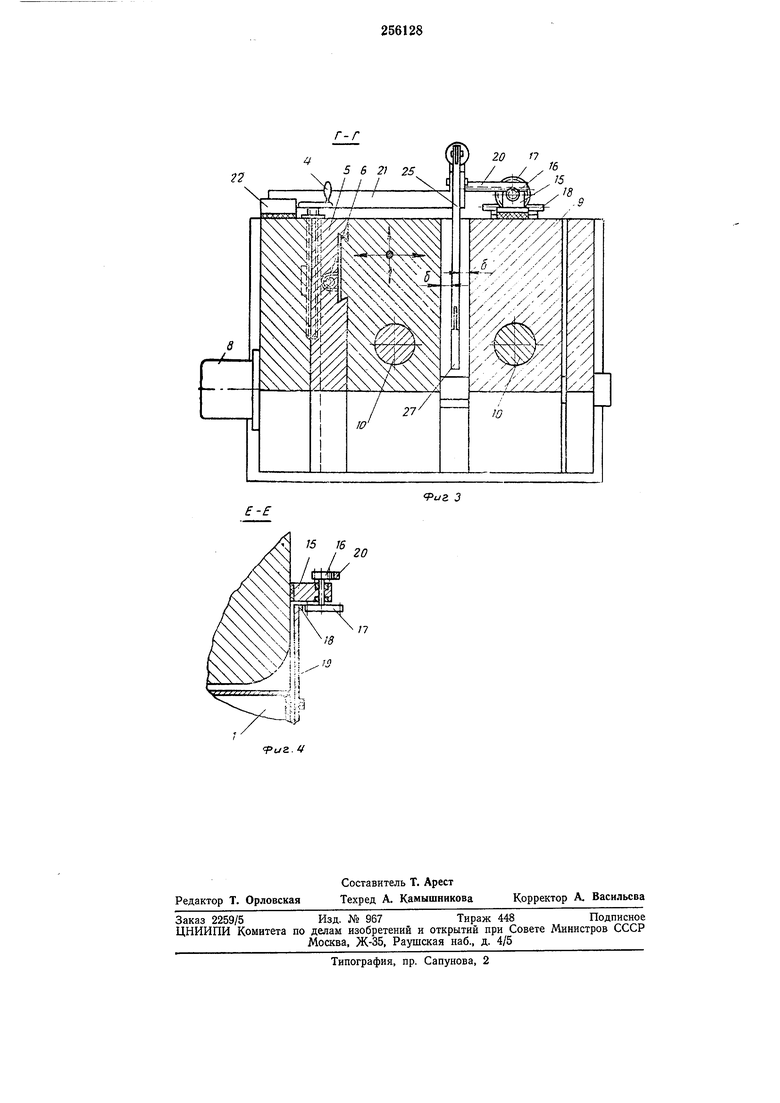
по Б-Б на фиг. 1 и вид по стрелке В; на фиг. 3 разрез по Г-Г на фиг. 2; на фиг. 4 - разрез по Е-Е на фиг. 2.
На станине / размещены поддерживающая неснловая опора 2 и дополнительная опорная
стойка 3, в которой с возможностью перемещения в горизонтальном направлении от винтового привода 4 установлена на направляющей типа ласточкина хвоста промежуточная плита 5. Плита имеет также направляющую
типа ласточкина хвоста в вертикальной плоскости, по которой посредством винтового привода 6 перемещается неподвижная корректируемая колонна 7. На стойке 3 жестко закреплены корпуса.
гидроцилиндров 8 привода оплавления и осадки, симметрично расположенные относительно центра свариваемого сечення на расстоянии а. На штоках цилиндров 8 на изоляционных втулках жестко закреплена подвижная колонна 9 (концы штоков движутся во втулках опоры 2). В колоннах 7, 9 смонтированы цилиндры 10 механизмов зажатия, на штоках которых закреплены сварочные губки 11. Нижние сварочные губки 12 соединены гибсварочного трансформатора 13. При необходимости токоподвод может быть выполнен двусторонним.
Стойка 5 и опора 2 соединены дистанционными болтами 14 (см. фиг. 2). В местах прохождения штоков цилиндров осадки и болтов сквозь колонну 7 и нлиту 5 в последних выполнены отверстия с зазорами б, несколько превышающими размер корректировки. В описываемой машине механизмы корректировки не имеют консольного нагружения (опорные плош;адки на корректируемой колонне 7, плите 5 и стойке 3 расположены симметрично относительно свариваемого сечения), а станина 1 является несиловым узлом (нагружена только весом монтируемых деталей).
На нодвижной колонне 9 закреплен кронштейн 15 (см. фиг. 3, 4), несуп.1;ий вал с двумя шестернями 16 и 17, имеюш,ими передаточное отношение 1 : 2. Большая шестерня 17 находится в зацеплении с рейкой 18, установленной неподвижно на станине / посредством кронштейна 19. Малая шестерня 16 находится в зацеплении с рейкой 20, жестко связанной с-сунпортом--.2/, .дви: кущимся по направляюшей 22 тйла Л;аст чкйна хвоста, закреп.лелпюй непрдви кно на стойке 5 (или в любом месте на нёпсйгфжных частях машины).
На. суппорте 2 шарнирно закреплен цилиндр 23, шток- которого посредством парнира 24 соединен с установочным ножом 25, поворачивающимся на оси 26. На установочном ноже в зоне стыка может монтироваться сменная вставка 27 с высоким удельным электрическим сопротивлением. Направляющая 22 кронштейн 15 и кронштейн 19 электрически изолированы от мест крепления.
Работает машина следующим образом.
Перемещением суппорта 21 и закреплением кронштейнов 19 vi 15 ъ требуемом месте обеспечивается расположение установочного ножа 25 посредине между колоннами 7 и 9 (расстояние б, фиг. 3). В дальнейшем при перемещении ПОДВИЛ5НОЙ колонны 9 установочный нож 25 будет автоматически сохранять то же положение относительно колонн 7 и 9, так как совместно с колонной 9 перемепдается кронштейн 15, при этом шестерня 17, находящаяся в зацеплении с неподвижной рейкой 18, начинает вращаться. Вращение передается шестерне 16, посаженной па один вал с шестерней 17 и имеющей в два раза меньшее число зубьев. Шестерня 16 через рейку 20 сообщает перемещение суппорту 21 со скоростью, в два раза меньшей скорости перемещения колонны 9. Таким образом, находящийся на суппорте нож 25 всегда будет находиться посредине между колоннами.
Следует отметить, что требуемую синхронизацию движения ножа и колонны .9 можно, кроме описанного шестеренчато-реечного привода, осуществить и другими механизмами, например механизмом рычажного типа, при помощи зубчатого сектора, с синхронизирующим ползуном и др. Однако рычажные
механизмы, перемещающиеся по радиусу (плечи 1:2), дают погрешность, а другие приводы оказываются более сложными конструктивно.
Перед сваркой с номощью гидроцилиндров оплавления и осадки устанавливают требуемое расстояние между колоннами 7 и 9 (вылет между губками), затем гидроцилиндр 23 поворачивает нож 25 в зону стыка.
Свариваемые изделия подводятся к боковым граням ножа и цилиндрами 10 зажимаются в губках 11, 12.
При необходимости корректировки положения зажатого изделия винтовым приводом 6
перемешают колонну 7 по вертикали относительно неподвижной промежуточной плиты 5. Для корректировки в горизонтальном направлении вращают винтовой привод 4, при этом промежуточная плита 5 с колонной 7 перемещается относительно стойки 3. Зазоры по штокам осадки и стяжным болтам, превышающие величины корректировок, не препятствуют перемещениям. Сварка производится обычным методом
посредством гидроцилиндров 8. К гидроцилиндрам обеспечен свободный доступ, для замены манжет нет необходимости в демонтаже стоек или других деталей. Перемещающиеся штоки, связанные с подвижной колонной, увеличнвают базу для направляющих, что исключает перекосы и заедания.
Точность взаимного расположения стойки 3, колонны у и опоры 2 обеспечивается дистанционными стяжными болтами 14, противодействующими силам трения, возникающим от действия веса подвижных частей. От сил трения могут образоваться изгибающие моменты, передаваемые на станину /. При сварке некоторых цветных металлов
(например, проводов из бескислородной меди) для разогрева изделий в зоне стыка используется вставка из материала с высоким удельным сопротивлением. Изделия подводятся к вставке установочного ножа, им сообщаются небольшие удельные давления, включается ток и в таком ноложении производится разогрев стыка. Перед осадкой нож быстро удаляют посредством цилиндра 23 (при этом нож изолируют от обоих полюсов токоподвода), и изделия сдавливают с высокой скоростью и больщим усилием (до 25 кг/мм).
Предмет изобретения
1. Машина для контактной стыковой сварки с боковой выдачей изделий, содержащая станину, неподвижную колонну с механизмами ее корректировки, подвижную колонну, связанную с неподвилсной гидроприводом
оплавления и осадки, механизмы зажатия свариваемых изделий и установочный нож, расположепный между подвижной и неподвижной колоннами, отличающаяся тем, что, с целью повыщения надежности и долговечдительности труда, она снабжена установленной со стороны неподвижной колонны дополнительной опорной стойкой и промежуточной плитой, расположенной между дополнительной стойкой и неподвижной колонной и связанной с ними посредством взаимно перпендикулярных направляющих, при этом установочный нож смонтирован на суппорте, имеющем привод от подвижной колонны с передаточным
отношениеу 1:2, а в зоне стыка нож снабжен сменными вставками из жаростойкого материала с высоким электрическим сопрогивлением.
2. Машина по п. 1, отличающаяся тем, что гидроцилиндры привода оплавления и осадки жестко прикреплены к дополнительной опорной стойке с внешней ее стороны, а их штоки жестко закреплены в подвижной колонне.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАР:.;_] | 1969 |
|
SU251110A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU263775A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВ/ | 1972 |
|
SU332970A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
| Машина для контактной стыкойвой сварки | 1971 |
|
SU521092A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU745618A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОТОПИТЕЛЬНЫХ РАДИАТОРОВ В БАТАРЕЮ | 1966 |
|
SU180274A1 |
14 У
Al
2, 2625
ч , ч ч ч 1
fuZ.J
15 J8,7 19
22
пт
, 2
22
20 17
L.
8
