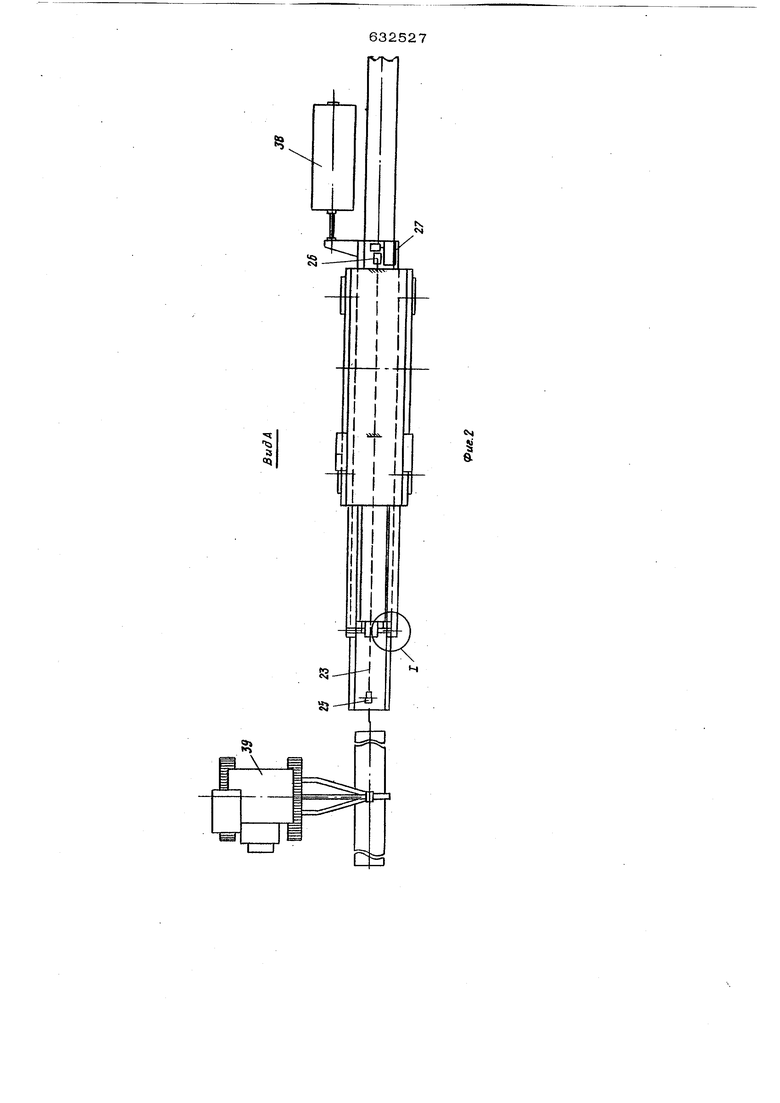
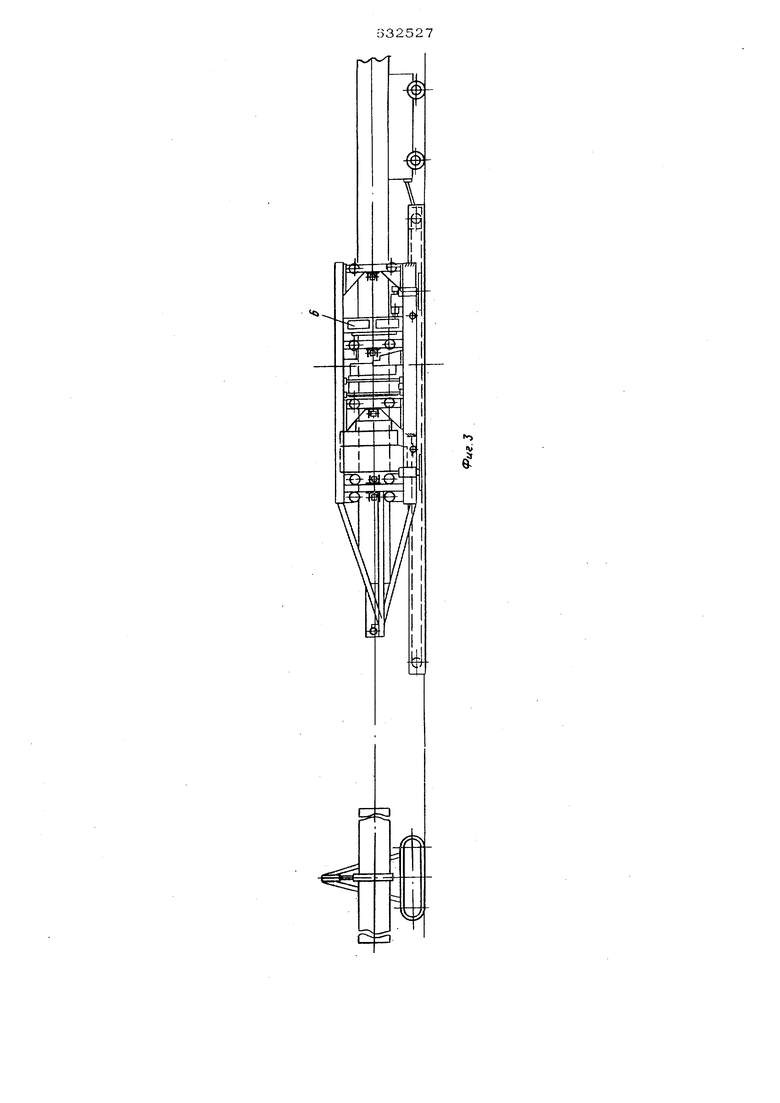
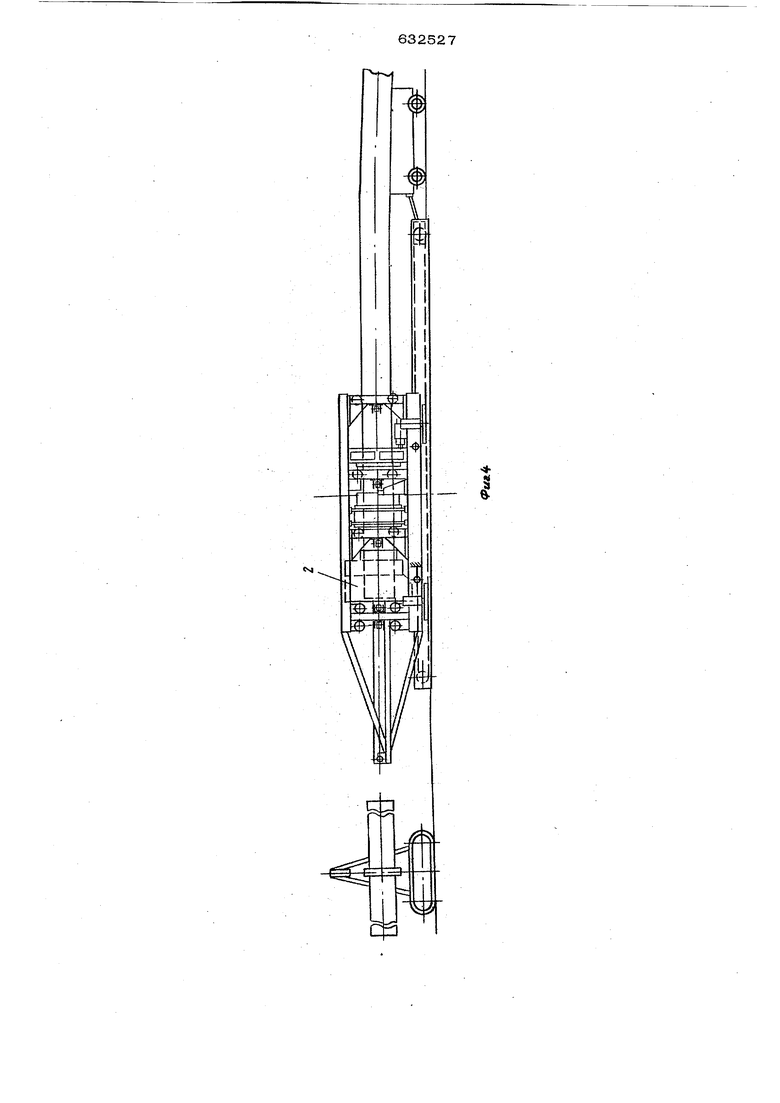
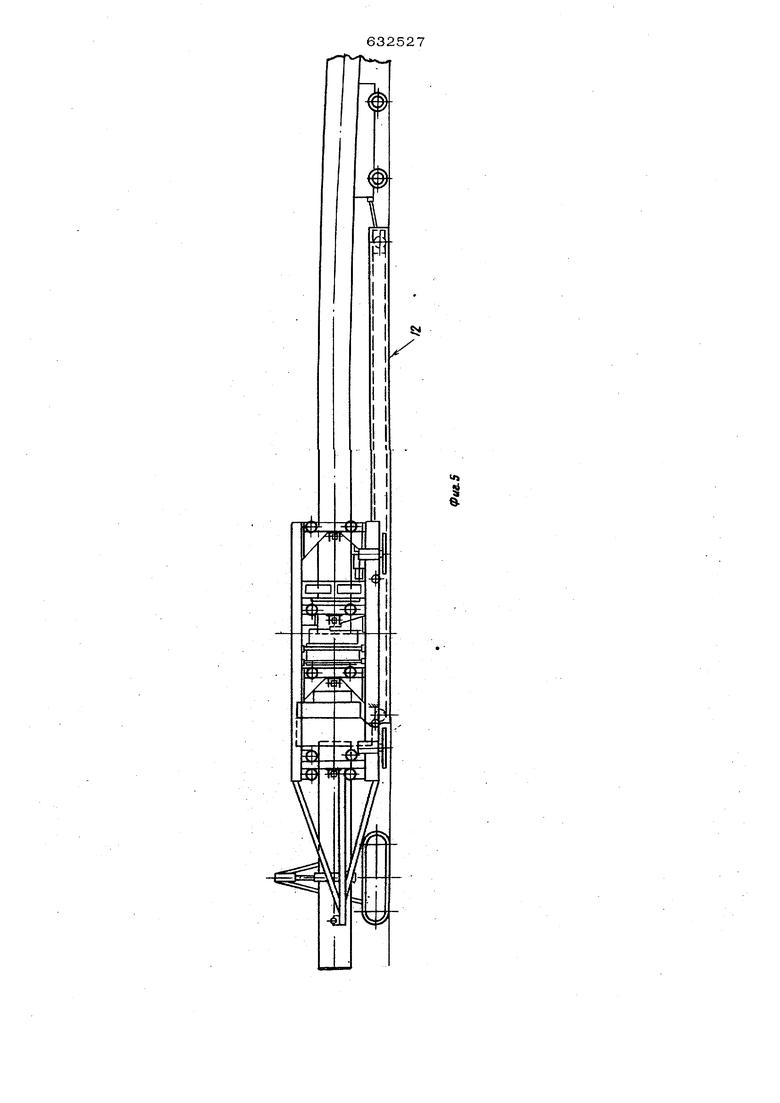
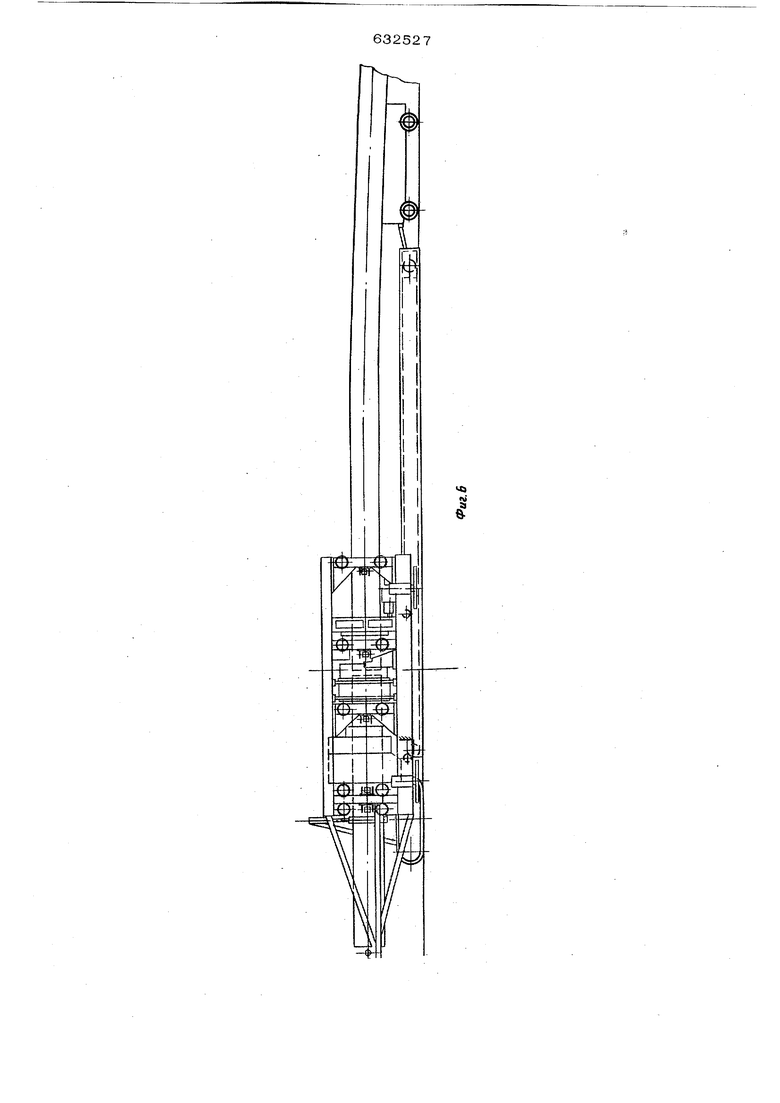
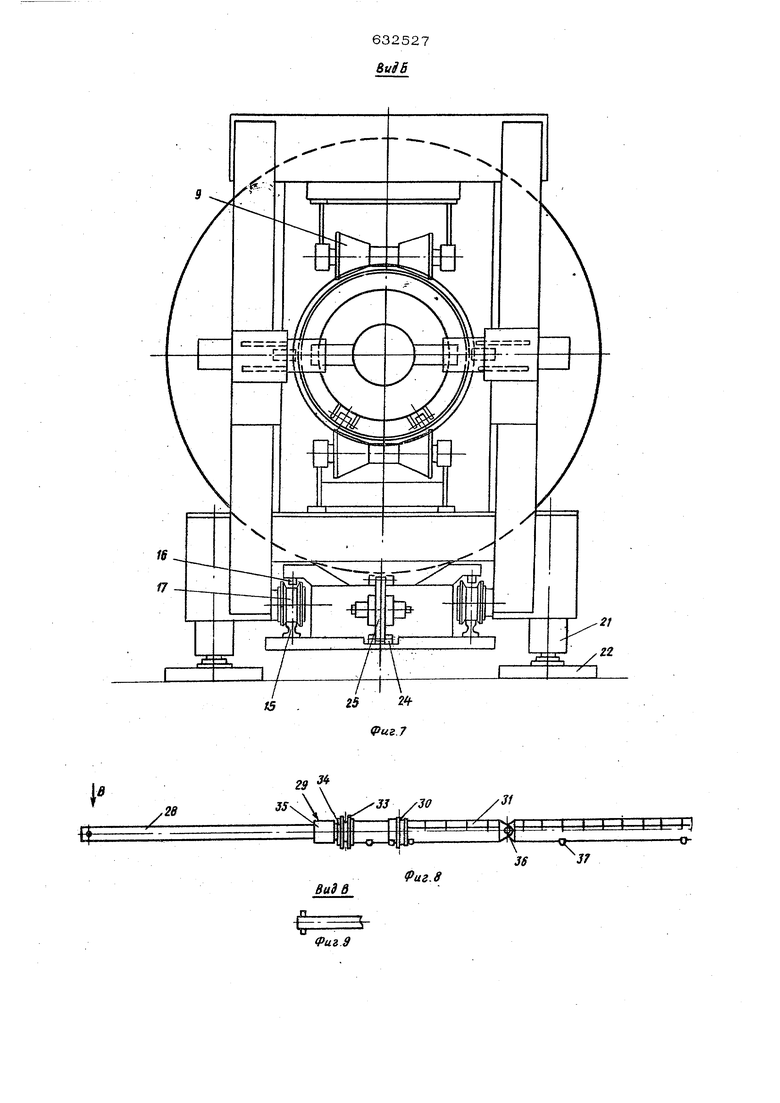
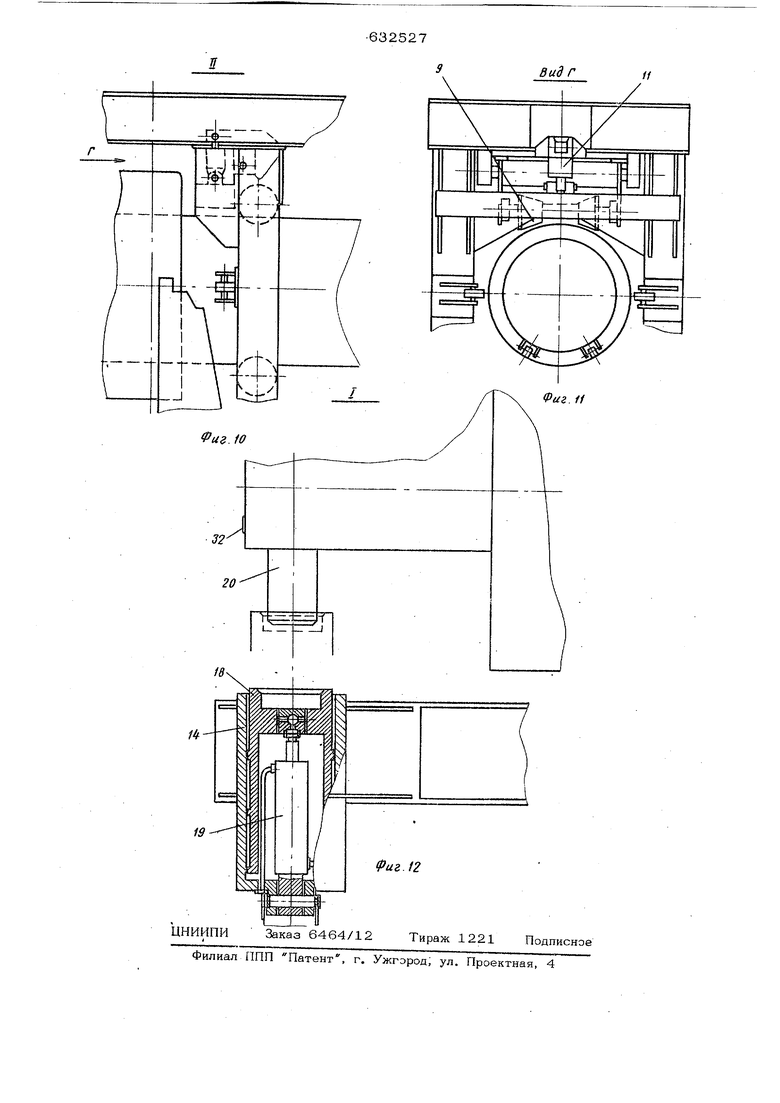
Изобретение относится к обпасти свар ки труб при строитепьстве магистральных трубопроводов; в частности к установкам цпя сварки отдельных металпических труб в общую магистральную нитку Мзобретение наиболее эффективно может быть испопьаовано при строитепьстве магистрального,трубопровода из мета лических труб в равнинной местности. Известна машина дпя стыковой контактной сварки труб, содержащая раму с установленными на ней сварочными трансформаторами, суппортами дпя перемещения трубы, механизмами зажима концов трубы и гратоснимателем ij . Известная машина обеспечивает подачу труб под сварку, установку их в зоне сваркн, центровку, зажатие, сварку, осадку, грата и выдачу сваренных труб. Однако для транспортировки сваренных труб к месту монтажа требуются опредепенные средства и время, .а для сварки (сборки) доставленных на монтаж труб в магистральную нитку требуются специальные установки. Из известных установок дпя стыковой эпектроконтактной сварки труб наибопее близкой по технической сущности является стационарная установка ппя стыковой электроконтактной сварки магистрального трубопровода, содержащая раму с установпёнными на ней зачистной машиной, сварочным трансформатором и наружным гратоснимателем, а также внутреннюю штангу с механизмом осадки, внутренним гратоснимателем и гидросистемой 2. Однако в установке дпя стыковой эпектроконтактной сварки магистрапьного трубопровода подсоединение каждой ппети к магистр; пьной нитке осуществляется с помощью ручной сварки ипи специально предусмотренными средствами. Кроме того, для передвижения собственно установки вдоль магистрали при последовательном соединении плетей в нитку приходится производить неоднократный монтаж и демонтаж установки. Поскольку установка сваривает в попе вых усповиях ппети из нескольких труб, необходамо доставлять эти ппети к магистральной нитке, дпя чего требуются определенные средства -и время. Цепь изобретения - повышение производите пьиости путем механизации процесса иаготовпения магистрального трубопропрда. Эта цель достигается T©Mi что ycTaifOBKa для стыковой эпектрок-онтактной сварки, магистрального трубопровода снабжена устройством дпя ее перемещения, выполненным в виде платформы с четырехрельсовым путем, приводного тягового механизма, связанного с платформой и рамой, а также механизма стыковки ра мы с вн тренней штангой, при этом рама снабжена гидравлическими домкратами и установленными на ней с возможностью перемещения по четырехрельсовому пути платформы катками, а механизм стыковки рамы с внутренней штангой вьтопнен ввиде штырей, закреппенных на -штанге, и обойм, установленных на раме с возможностью перемещения. Такое конструктивное выпогшение установки для стыковой электроконтактной сварки магистрального трубопровода обеспечивает механизацию всего производственного процесса изготовления магистрального трубопровода благодаря шаговому перемещению установки, исклю чающему ручные работы ио сварке и мон тажу-демонта}ку установки в процессе строительства магистрального трубопров да. На фиг. 1 изображена предлагаемая установка, общий вид| на фиг. 2 то же вид по стрелке А на фиг. 1; на фиг. 3, 4, 5, 6 - схема процесса перемещения установки; на фиг, 7 вид по стрелке Б на фиг. 1| на фиг. 8 внутренняя штанга общийвид| на фиг, 9 передний конец штанги с захватными шт рями, вид. по стрелке В на фиг, 8j на фиг. 1О - узелПна фиг, 1; на фиг, 11 вид по стрешсе Г на фнг lOj на фиг, 1 узеп I на фиг. 2« Установка дпя стыковой эпектрокон-- 1тактной сЬарки магистрального трубопро вода содержит раму 1, на которой установлены зачистная машина 2 для зачист ки концов труб, сварочный трансформато 3, создающий и подводящий сварочный ток к вновьпристыковываемой трубе 4 и трубопроводу 5, наружный гратосвима тепь 6 для удаления наружного грата, ижние боковые и верхние ролики 7,8 9, образующие роликовые проводки. Роликовые проводки последовательно установлены по ходу технологического процесса и служат для центрирования трубы 4j трубопровода 5 и внутренней штанги 10, находящейся в трубопроводе 5, Кроме, того, верхний ролик 9 роликовой проводки, находящейся у сварочного трансформатора 3 со стороны трубопровода 5, установлен подвижно ,в радиальном направлении от гидроцилиндра 11. Установка оборудована устройством 12 Д1Я передвижения ее вдоль магистрали трубопровода 5, выполненным в виде платформы 13, несущей четырехрельсовый путь, и механизма стыковки 14, рамы 1 с ва-утренней штангой 10. Четырехрельсовый путь платформы 13.образованнижними рельсами 15 и верхними рельсами 13. Верхние и нижние рельсы выкатной платформы 13 охвагьгааюг предусмотренные на раме 1 катки 17. Таким образом, каждый каток 17 заключен .в двух- рельсовый путь платформы 13. Механизм стыковки 14 выполнен из предусмотренных на раме 1 .двух обойм 18 с приводом от гидроципиндров 19 и двух щты- рей 20, закрепленных на внутренней штанге 10. Такое конструктивное выполнение обеспечивает соединение рамы 1 с внутренней штангой 10, Для подъема и опускания всей,, установки вместе с трубопроводом, налоярщимися в роликовых проводах, на раме т;ре.ц7смотрены гидравлические домкраты 21 с опорными плитами 22, Дпя продольного вдоль магистрали перемещения установки и отдельных ее частей на платформе 13 установлен тягорый механизм 23, представляющий собой цепь 24, закрепленную концами на раме 1 и пропущенную через зацепление с .холостой 25 и приводной 26 звездочками, установленными ка платформе. Привод 27 тягового механизма обеспечивает подвижность платформы 13 при выдвинутыу. ..цсмкрагах 2 1 к рамы 1 гфи поднятьгх домкратах как с маршевой, так и с настроечно.й скор.остью передвижения. Гидростанция расположена в корпусе рамы 1. Внутренняя штанга 1О состоит из сравнитель}ю легкого переднего конца 28, механиоМг. осадки 29, внутреннего гратосниматепя 30 и хвостовой части, в которой расположена гидросистема 31. ПереднМ конец 28 служит для обеспечения стыковки рамы 1 с внутренней. штангой 10 после заведения и вьгоода вновь присоединяемой трубы к стыку трубопровода 5 с настроечной скоростью а также дпя возможности подсоединения эпектропитания к внутренней штанге 10 через штепсепьную розетку 32, расположенную в торце переднего конца. Механизм осадки 29 в свою очередь выполнен в виде башмаков 33 с приводом от гидроципиндров 34, обеспечивающих захват трубы и трубопровода, а также осевое перемещение трубы во время сварки от гидроципиндра очистки 35. Конечная часть штанги 1О выполнена составной по длине. Составные части соединены между собой с помощью шарнира 36 дпя обеспечения возможности расположения штанги в изогнутом трубопроводе. Кроме того, для передвижения в трубопроводе внутренняя штанга 1О имеет транспортные ролики 37. Такое расположение узлов и механизмов на штанге по направлению строительства трубопровода (передний конец - механизм осадки внутренний гратосниматель - гидросистема) позволяет штанге постоянно находит ся в трубопроводе, обеспечивая тем самым направляющий репье при передвижении. Установку обслуживает энергостан- ция 38 и трубоукладчик 39. На установке свариваются трубы ко- ночной длины, изготовленные на трубопрокатных заводах. Такие трубы наиболе выгодны при транспортировке их от заво да до места строительства трубопровода В начальный период строительства трубопровода для передвижения установки необходимо удерживать короткий конец свариваемого . трубопровода 5 с помощью трубоукладчика причем конец свари ваемого трубопровода удерживается с помощью трубоукладчика до тех пор пока установка перемещаясь не будет увлекат за собой трубопровод. Далее работа установки становится цикличной. Цикл работы установки заключается в следующем. После того как сварен очередной стьп включаются гидроцилиндры 19 механизма стьшовки 14 и обоймы 18 находят на штыри 2О внутренней штанги Ю, в результате чего рама 1 соединяется с внутренней штангой 10. Затем домкраты 21 с опорными плитами 22 выдвигаются, поднимая всю установку и часть сваренного трубопровода, находящегося в роликах 7, 8, 9. Включается привод 27 тягового механизма 23, и платформа 13верхними рельсами 16 по каткам 17 перемещается в направлении строительства трубопровода на щаг, выбранный несколько большим длины наибольшей трубы 4. После этого домкраты 21с опорными плитами 22 задвигаются, опуская всю установку на платформу 13, и рама 1 катками 17 встает на нижние рельсы платформы 13. Включением привода 27 тягового механизма 23 рама 1 и состыкованная с ней внутренняя штанга 10 перемещаются последовательно по ходу выполнения технологического процесса на позицию снятия внутреннего и наружного грата, на позицию зачистки конца трубопровода 5, на позицию захвата трубопровода 5 башмаками 33 механизма осадки 29. Рамы 1 и состыкованная с ней внутренняя штанга 10 перемещаются как на маршевой, так и на настроечной скорости. После захвата трубопровода 5 башмаками 33 внутренней штанги 10 производится расстыковка рамы и внутренней штанги с помощью механизма стыковки 14и подача вновь пристыковываемой трубы 4 в установку с помощью трубоукладчика 39;после чего выполняется зачистка переднего конца трубы 4. Далее вновь пристыковываемая труба 4 вьшодится на ось сварки с настроечной скоростью. Затем выполняется сварка, и цикл повторяется. Предлагаемая установка для стыковой электроконтактной сварки магистрального трубопровода превосходит лучшие образцы аналогичного оборудования, обеспечивая механизацию всего производственного процесса изготовления магистраттьного трубопровода и, как результат этого, возможность повьш1ения производительности установки в целом. Формула изобретения 1. Установка для стыковой электроконтактной сварки магистрального трубопровода, содержащая раму с установленными на ней зачистной машиной, сварочным трансформатором и наружным грето- снимателем, а также внутреннюю штангу с механизмом осадки, внутренним гратоснимателем и гидросистемой, отличающаяся тем, что, с целью повьшения производительности путем мехаизации процесса изготовления магистралього трубопровода, она снабжена устройством дпя перемещения установки, выполненным в виде платформы с четырехрельсовым путем приводного тягового механизма, связанного с платформой и рамой, а также механизма стыковки рамы с внутренней штангой, при этом рама снабжена гидрав лическими домкратами и установленными на ней с возможностью перемещения по четырехрепьсовок пути платформы катками, а механизм стыковки рамы с внутренней штэнгой вьшопнен в виде штьфей, закрепленных на штанге, и обойм, установленных Цй раме с возмож ностью перемещения. 6 78 2, Установка по п, 1, отличающаяся тем, что внутренняя штанга выполнена составной по длине, при этом составные части соединены между собой при помощи шарниров, а гидросистема расположена в хвостовой части штанги за внутренним гратоснимателем. Источники информацни, принятые во внимание при экспертизе; 1.Авторское свидетельство СССР №183849, кл. В 23 К 11/04, 1962, 2.Чертежи ЭЗТМ N91-2O6113 л №1-224179, 1974.
CM
Си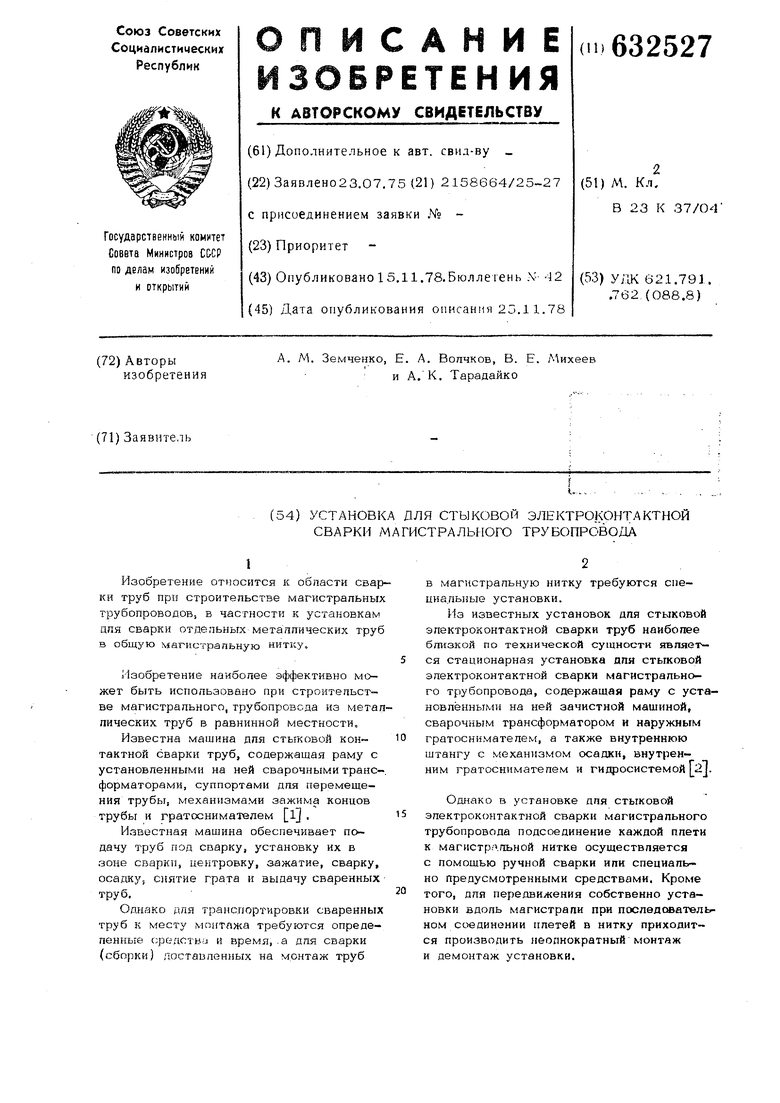

| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный комплекс | 1979 |
|
SU904244A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |
| Способ сооружения подземного трубопровода из труб с заводской изоляцией | 1991 |
|
SU1810708A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1966 |
|
SU182266A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| СПОСОБ СНЯТИЯ ГРАТА С ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ И ПОРШЕНЬ-ГРАТОСНИМАТЕЛЬ | 2005 |
|
RU2426611C2 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Машина для контактной стыковой сварки труб | 1982 |
|
SU1222458A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
w
632527 ВиЗВ
Виде
(Риг.З
