ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к машинам для внутренней сварки и, в частности, к машине для внутренней сварки труб в защитном газе.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Машины для внутренней сварки в основном применяются при строительстве трубопроводов в области нефтехимии, электроэнергетики, угольной промышленности, водоснабжения и им подобных, и главным образом предназначены для завершения сборки и внутренней сварки корневого шва двух труб.
Известная машина для внутренней сварки, показанная на фиг.1, по существу содержит переднюю раму 1, центрирующие устройства 13, вращающийся диск 3, сварочный блок 4, натяжной механизм 5, среднюю раму 6, плавающий пружинный механизм 7, приводной механизм 8, заднюю раму 9, тормозной механизм 10 и газовый резервуар 12. Эта машина может обеспечить хороший результат и является прогрессивной, но все же имеет много конструктивных недостатков при практическом использовании и, поэтому не позволяет достичь оптимальный результат при практическом применении, причем недостатки следующие:
1. Во-первых, кабели и газовые трубы легко повреждаются. Так как сварочный блок расположен между двумя рядами натяжных блоков натяжного механизма, трубы для защитного газа и кабели, соединенные со сварочным блоком, распределены на внешней боковой поверхности натяжного механизма, и сварочный блок в процессе работы поворачивается вокруг оси машины, то легко образуется трение между кабелями и газовыми трубами и натяжным механизмом, и между газовыми трубами и натяжным механизмом, что приводит к повреждению кабелей и газовых труб. Кабели часто необходимо заменять, и это стоит дорого.
2. Во-вторых, неудобное техническое обслуживание. Сварочный блок содержит сварочные головки, механизм подачи проволоки, механизмы поддержки сварочных головок, механизмы регулировки сварочных головок и другие, причем механизмы относительно сложные, из-за чего сварочный блок имеет большие размеры. Поскольку расстояние между двумя рядами натяжных блоков натяжного механизма ограничено, при выходе из строя сварочного блока техническое обслуживание затруднено, время обслуживания увеличивается, и это влияет на эффективность конструкции.
3. В-третьих, база позиционирования не является точной. Вращающийся диск является важной частью автоматической машины для внутренней сварки, и даже самой важной частью, без которой машина для внутренней сварки не может выполнить сварку. Вращающийся диск расположен между двумя рядами натяжных блоков натяжного механизма. Сварочный блок равномерно закреплен на внешней окружности вращающегося диска. Шестерня, соединенная с вращающимся двигателем, взаимодействует с внутренним зубчатым венцом вращающегося диска, что обеспечивает возможность вращения вращающегося диска в механизме вращающегося диска вокруг оси машины. В традиционной машине для внутренней сварки вращающийся двигатель закреплен в средней раме и соединяется с шестерней через муфту. Неточность базы позиционирования приводит к недостаточно хорошей соосности вращающегося двигателя и шестерни, так что муфта легко повреждается, и это влияет на эффективность конструкции.
4. Следует заметить, что вращающийся диск недостаточно хорошо позиционирован в осевом направлении. Сварочный блок крепится на внешней окружности вращающегося диска, в то время как относительные положения сварочных головок в сварочном блоке точно заданы относительно кромок стыка двух свариваемых труб, и относительные положения вращающегося диска и свариваемых кромок стыка труб должны быть согласованы при вращении. Однако вращающийся диск во вращающемся механизме традиционной машины для внутренней сварки недостаточно хорошо позиционирован в осевом направлении, что влияет на качество сварки и эффективность конструкции. Недостатки известной машины для внутренней сварки успешно устранены в предлагаемой конструктивно новой машине для внутренней сварки труб в защитном газе с обеспечением лучшей осуществимости.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одна из целей настоящего изобретения состоит в устранении недостатков известной машины для внутренней сварки и создании конструктивно новой машины для внутренней сварки труб в защитном газе. Техническая задача, которую нужно решить, состоит в устранении легкого износа кабелей, в продлении срока службы кабелей и уменьшении стоимости, и улучшении осуществимости.
Другая цель настоящего изобретения состоит в создании машины для внутренней сварки труб в защитном газе. Техническая задача, которую нужно решить, состоит в уменьшении пространства между двумя рядами натяжных блоков натяжного механизма, что упростит обслуживание, сократит время обслуживания и улучшит эффективность и осуществимость конструкции.
Еще одна цель настоящего изобретения состоит в создании машины для внутренней сварки труб в защитном газе. Техническая задача, которую нужно решить, состоит в достижении высокой точности базы позиционирования, что обеспечит соосность вращающегося двигателя и шестерни, позволит избежать легкого повреждения частей, повысит эффективность конструкции, продлит срок службы и уменьшит стоимость, улучшит осуществимость.
Другая цель настоящего изобретения состоит в создании машины для внутренней сварки труб в защитном газе. Техническая задача, которую нужно решить, состоит в обеспечении более точного осевого позиционирования вращающегося диска, что улучшит эффективность сварки и конструкции, улучшит осуществимость и позволит достичь уровня промышленного применения.
Еще одна цель настоящего изобретения состоит в создании машины для внутренней сварки труб в защитном газе. Техническая задача, которую нужно решить, состоит в точном центрировании двух свариваемых кромок стыка труб во время сварки таким образом, чтобы улучшить качество сварки.
Цели настоящего изобретения и технические задачи, которые нужно решить, достигаются и решаются с помощью следующего технического решения. Машина для внутренней сварки труб в защитном газе содержит переднюю раму, центрирующие устройства, механизм вращающегося диска, сварочный блок, натяжной механизм, среднюю раму, плавающий пружинный механизм, приводной механизм, заднюю раму, тормозной механизм, механизм передвижения машины и газовый резервуар для обеспечения работы пневматических элементов машины. Система управления и центрирующие устройства установлены в передней раме. Плавающий пружинный механизм установлен между средней рамой и задней рамой. Приводной механизм, тормозной механизм и механизм передвижения установлены последовательно на задней раме. Одна сторона натяжного механизма установлена на передней раме, а другая сторона натяжного механизма установлена на средней раме. Одна сторона плавающего пружинного механизма соединена со средней рамой, а другая сторона плавающего пружинного механизма соединена с задней рамой. Газовый резервуар соединен с задней рамой. Сварочный блок и механизм вращающегося диска расположены в натяжном механизме. Сварочный блок содержит механизм подачи проволоки, композитные кабели, блоки сварочных головок, сварочные головки, механизмы регулировки сварочных головок и подъемные цилиндры сварочных головок. Механизм подачи проволоки перемещен из сварочного блока и расположен в передней раме. Блоки сварочных головок расположены на корпусе механизма вращающегося диска. Каждый блок сварочной головки содержит сварочную головку, механизм регулировки сварочной головки и подъемный цилиндр сварочной головки. Механизм подачи проволоки соединен со сварочной головкой композитным кабелем, а сварочная головка соединена с одним концом механизма регулировки сварочной головки.
В машине для внутренней сварки труб в защитном газе три группы центрирующих устройств расположены на передней раме. Каждое центрирующее устройство содержит опору цилиндра, цилиндр центрирующего устройства, соединительный стержень, позиционирующий блок, заднюю упорную головку, позиционирующую базовую пластину и переднюю упорную головку, причем один конец опоры цилиндра установлен на передней раме, а другой конец опоры цилиндра соединен с одним концом цилиндра центрирующего устройства. Другой конец цилиндра центрирующего устройства соединен с позиционирующим блоком. Соединительный стержень соединен с позиционирующим блоком. Передняя упорная головка расположена на передней верхней концевой поверхности позиционирующего блока, задняя упорная головка расположена на задней нижней концевой поверхности позиционирующего блока. При удерживании цилиндра центрирующего устройства, внешняя поверхность задней упорной головки контактирует с поверхностью позиционирующей базовой пластины, так что три задние упорные головки расположены в одной и той же плоскости, а три передние упорные головки совмещены с плоскостью, где в этот момент расположены все сварочные головки с обеспечением совмещения сварочных головок со свариваемыми кромками стыка труб при их вращении вместе с механизмом вращающегося диска при сварке.
В машине для внутренней сварки труб в защитном газе натяжной механизм содержит две одинаковые симметричные конструкции. Одна конструкция натяжного механизма содержит полую втулку, первую стопорную гайку, дно цилиндра, барабан цилиндра, поршень, шток поршня, вторую стопорную гайку, первую крышку цилиндра, вторую крышку цилиндра, сочлененную опору, соединительный стержень, распределительную пластину, стержень толкателя, натяжной блок и направляющую втулку. Дно цилиндра соединено с барабаном цилиндра, барабан цилиндра соединен с первой крышкой цилиндра, и первая крышка цилиндра соединена со второй крышкой цилиндра с образованием внутренней полости натяжного механизма. Направляющая втулка расположена в середине внутренней полости и имеет полую структуру. Один конец направляющей втулки закреплен на одном конце полой втулки в направлении поперечной оси, другой конец полой втулки закреплен на дне цилиндра с помощью первой стопорной гайки так, что внутренняя полость полой втулки сообщается с внутренней полостью направляющей втулки, а внешняя окружность полой втулки и внешняя боковая поверхность направляющей втулки обеспечивают осевое скольжение и опору для штока поршня. Один конец штока поршня, расположенный на внешних боковых поверхностях полой втулки и направляющей втулки, соединен с одним концом соединительного стержня с помощью сочлененной опоры. Другой конец соединительного стержня соединен с нижним концом стержня толкателя. Натяжной блок расположен на верхнем конце стержня толкателя. Другой конец штока поршня соединен с поршнем с помощью второй стопорной гайки, и шток поршня расположен с возможностью перемещения в осевом направлении вместе с поршнем. Распределительная пластина расположена между второй крышкой цилиндра и направляющей втулкой. Стержень толкателя установлен с возможностью перемещения вверх и вниз в радиальном отверстии распределительной пластины, и в цилиндрическом барабане цилиндра выполнены отверстия впуска газа.
В машине для внутренней сварки труб в защитном газе направляющая втулка содержит втулку, два соединительных диска и соединительные ребристые пластины. Два соединительных диска расположены на двух симметричных сторонах вертикальной оси. Втулка в направлении поперечной оси соединена с двумя соединительными дисками с образованием интегрированной конструкции, и соединительные ребристые пластины расположены между двумя соединительными дисками.
В машине для внутренней сварки труб в защитном газе механизм вращающегося диска содержит систему привода вращения вращающегося диска, вращающийся диск и позиционирующие механизмы вращающегося диска. Вращающийся диск расположен между распределительными пластинами с двух сторон, расположен соосно с распределительными пластинами, и находится на радиально внешней стороне соединительного диска. Позиционирующие механизмы вращающегося диска установлены на распределительных пластинах, и система привода вращения вращающегося диска соединена с распределительными пластинами.
В машине для внутренней сварки труб в защитном газе система привода вращающегося диска содержит вращающийся двигатель, неподвижный блок, крепежный винт, подшипник, упорную пластину, шестерню, шпонку и передаточный вал, причем неподвижный блок закреплен на распределительной пластине натяжного механизма и, следовательно имеет высокоточную базу позиционирования. Вращающийся двигатель соединен с одним концом передаточного вала с помощью шпонки. Передаточный вал удерживается в круглом отверстии распределительной пластины с помощью подшипника, и другой конец передаточного вала соединен с шестерней с помощью болта и упорной пластины, что обеспечивает соосность всей системы привода вращения и точность вращения вращающегося диска.
В машине для внутренней сварки труб в защитном газе вращающийся диск является разрезным и содержит внутренний зубчатый венец, корпус вращающегося диска, позиционирующий соединительный болт, соединительную пластину и резьбовые отверстия. Корпус вращающегося диска имеет составную конструкцию и содержит по меньшей мере два дуговых тела. Указанные по меньшей мере два дуговых тела неподвижно соединены с помощью соединительной пластины и позиционирующего соединительного болта с образованием интегрированного корпуса вращающегося диска. Внутренний зубчатый венец расположен на внутренней окружности корпуса вращающегося диска и находится в зацеплении с шестерней системы привода вращающегося диска, и внутренний зубчатый венец и блоки сварочных головок закреплены на корпусе вращающегося диска механизма вращающегося диска. Корпус вращающегося диска имеет резьбовые отверстия в местах крепления блоков сварочных головок так, что резьбовые отверстия в корпусе вращающегося диска, внутренняя полость направляющей втулки и внутренняя полость полой втулки образуют канал для композитных кабелей от механизма подачи проволоки до сварочных головок.
В машине для внутренней сварки труб в защитном газе позиционирующие механизмы вращающегося диска содержат первые ролики, первые опоры, первые позиционирующие колеса, позиционирующие подшипники, вторые позиционирующие колеса, вторые опоры, направляющие блоки, пружины и регулирующие втулки, причем позиционирующие подшипники установлены на распределительной пластине натяжного механизма с помощью первых роликов. Позиционирующие подшипники равномерно распределены на одной окружности распределительной пластины, и внешние окружности позиционирующих подшипников контактируют с внутренней окружностью вращающегося диска с обеспечением радиального позиционирования. Первые опоры установлены на распределительной пластине натяжного механизма. Каждое первое позиционирующее колесо закреплено на соответствующей первой опоре, и внешняя окружность каждого позиционирующего колеса контактирует с боковой поверхностью вращающегося диска с обеспечением осевого позиционирования. Направляющие блоки установлены на распределительной пластине натяжного механизма, и каждая из вторых опор соединена с каждым направляющим блоком, и вторые опоры перемещаются в осевом направлении с помощью направляющих блоков. Каждое из вторых позиционирующих колес закреплено на каждой соответствующей второй опоре. Пружина расположена на направляющем блоке. Регулирующая втулка расположена на внешнем конце направляющего блока. Второе позиционирующее колесо имеет возможность поджатия его внешней окружностью боковой поверхности вращающегося диска с помощью пружины и регулирующей втулки для выполнения осевого сжатия, и регулирующая втулка и направляющий блок выполнены с возможностью изменения сжимающей силы пружины путем регулировки их относительных положений.
В машине для внутренней сварки труб в защитном газе между полой втулкой и штоком поршня расположены уплотнительное кольцо для герметизации полости и направляющее кольцо. В машине для внутренней сварки труб в защитном газе между задними упорными головками и позиционирующими базовыми пластинами и между передними упорными головками и свариваемыми кромками стыка труб установлены сенсорные устройства. Шесть соответствующих индикаторных устройств размещены с возможностью определения во время операции центрирования наличия контакта поверхностей задних упорных головок с позиционирующими базовыми пластинами, а передних упорных головок – со свариваемыми кромками стыка труб.
По сравнению с уровнем техники, настоящее изобретение имеет очевидные преимущества и положительные эффекты. Настоящее изобретение по меньшей мере имеет следующие преимущества:
1. Механизм подачи проволоки в сварочном блоке перемещен в переднюю раму, так что сварочный блок упрощен, уменьшены габариты блоков сварочных головок, частота отказов машины для внутренней сварки максимально уменьшена, и в случае отказа можно быстро и удобно произвести ремонт, что уменьшает стоимость обслуживания.
2. Механизм подачи проволоки в сварочном блоке перемещен в переднюю раму, и направляющая втулка расположена во внутренней полости натяжного механизма. Корпус вращающегося диска является составным и имеет резьбовые отверстия, так что композитные кабели проходят упорядоченно и должным образом, и соединены со сварочными головками блоков сварочных головок. Итак, внутренняя полость направляющей втулки, внутренняя полость полой втулки, соединенной с направляющей втулкой, и резьбовые отверстия в корпусе вращающегося диска образуют канал для композитных кабелей от механизма 41 подачи проволоки до сварочных головок 44, что устраняет трение, вызываемое сварочными кабелями, трубами для защитного газа и другими механизмами, и продлевает срок службы композитных кабелей. Кроме того, композитные кабели можно быстро и удобно отсоединять и устанавливать и повышена эффективность конструкции.
3. Габаритные размеры блоков сварочных головок уменьшены, расстояние между двумя рядами натяжных блоков уменьшено, функция контроля окружности кромок стыка труб машины для внутренней сварки улучшена, кромки стыка труб лучше подогнаны друг к другу и повышено качество сварки.
4. Благодаря использованию систем позиционирования вращающегося диска улучшено осевое позиционирование механизма вращающегося диска и повышено качество сварки.
5. Благодаря улучшению способа соединения приводного двигателя вращающегося диска обеспечена соосность всей системы привода вращения, обеспечена точность вращения вращающегося диска, и повышено качество сварки.
6. Благодаря использованию центрирующих устройств свариваемые кромки стыка двух труб центрируются во время сварки более точно, что обеспечивает качество сварки.
Изложенное выше является только сущностью технического решения настоящего изобретения. Чтобы понять технические средства настоящего изобретения более ясно, сущность изобретения можно реализовать согласно содержанию описания.
Кроме того, чтобы указанные выше и другие цели, свойства и преимущества настоящего изобретения стали более очевидны и легки для понимания, предпочтительные варианты будут подробно описаны далее со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В настоящем описании:
Фиг.1 является схематическим чертежом общего конструктивного вида известной машины для внутренней сварки.
Фиг.2 является схематическим чертежом общего конструктивного вида предложенной машины.
Фиг.3 является структурным схематическим чертежом сварочного блока предложенной машины.
Фиг.4 является структурным схематическим чертежом сварочного блока предложенной машины.
Фиг.5 является структурным схематическим чертежом натяжного механизма предложенной машины.
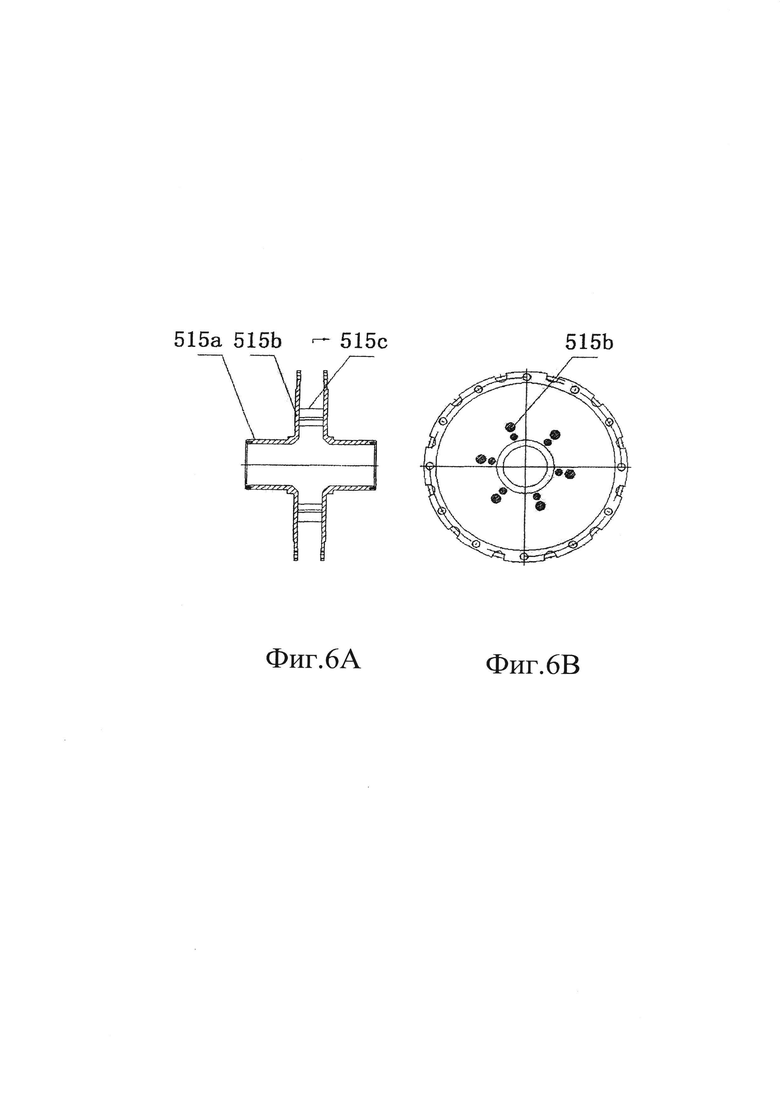
Фиг.6A является структурным видом в разрезе полой втулки предложенной машины.
Фиг.6B является схематическим видом сбоку полой втулки предложенной машины.
Фиг.7 является структурным схематическим чертежом механизма вращающегося диска предложенной машины.
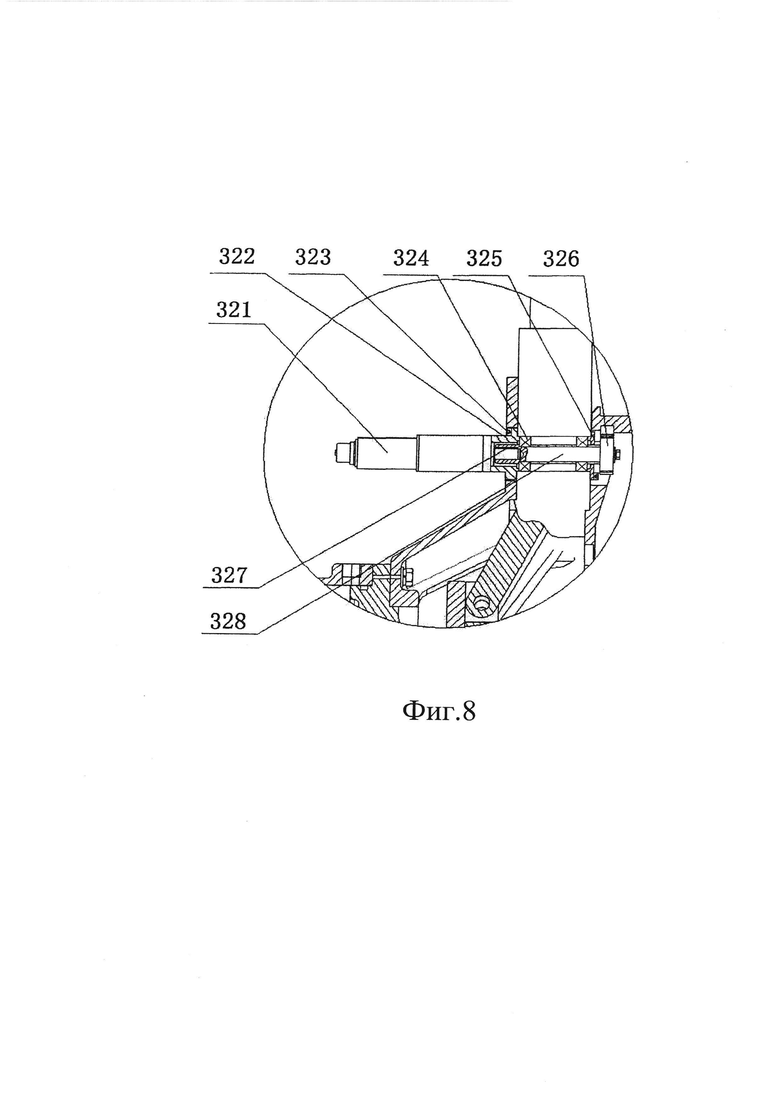
Фиг.8 является структурным схематическим чертежом системы привода вращения вращающегося диска предложенной машины.
Фиг.9A является структурным схематическим чертежом вращающегося диска предложенной машины.
Фиг.9B является видом в разрезе по A-A на фиг.9A.
Фиг.9C является схематическим чертежом увеличенной части показанной на фиг.9A конструкции.
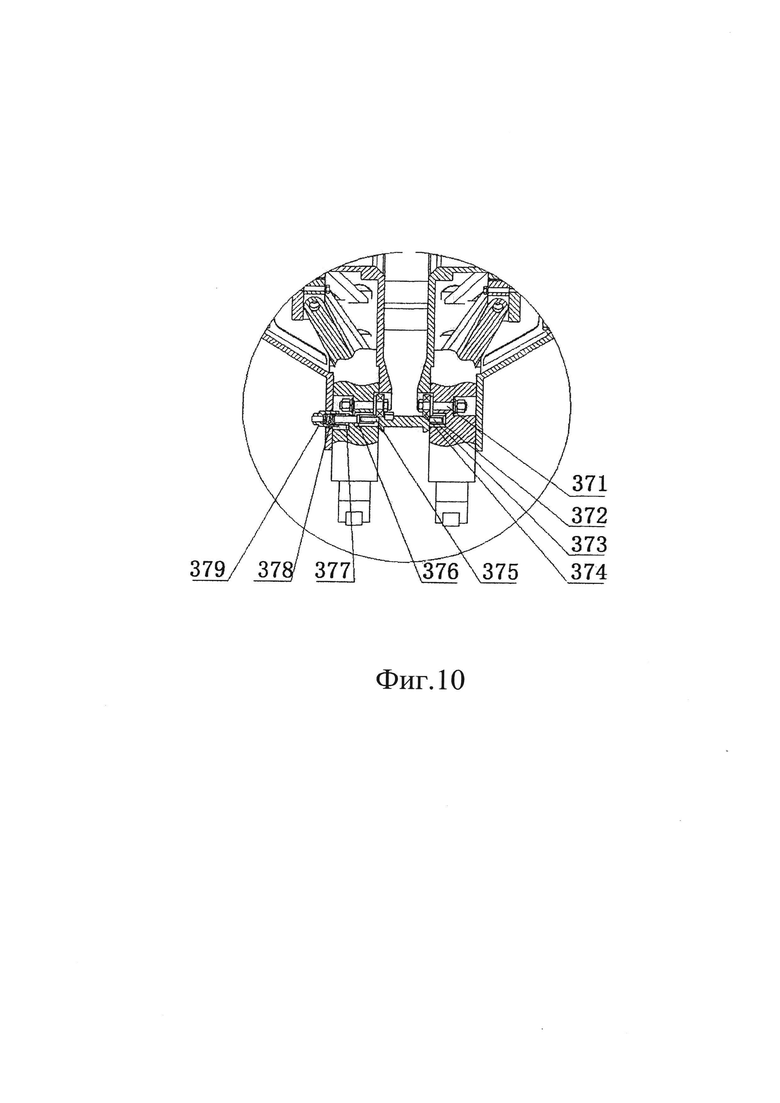
Фиг.10 является структурным схематическим чертежом позиционирующего механизма вращающегося диска предложенной машины.
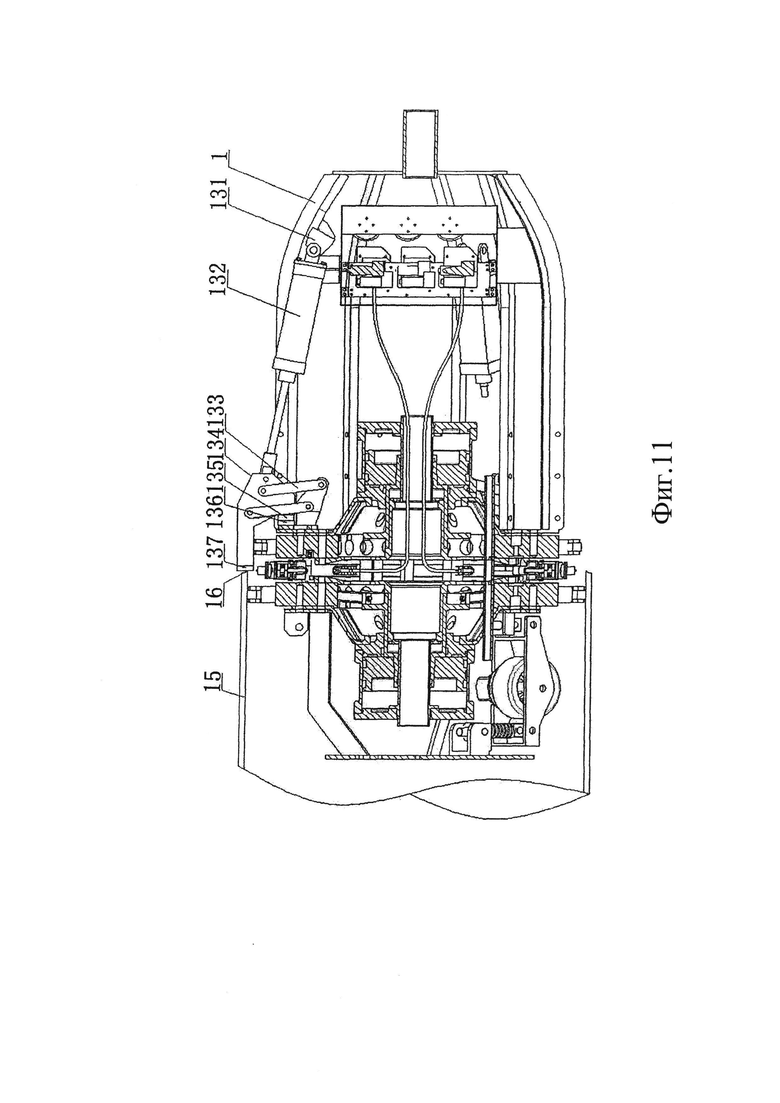
Фиг.11 является структурным схематическим чертежом центрирующего устройства предложенной машины.
На чертежах:
1: позиционирующий механизм передней рамы
2: система управления
3: механизм вращающегося диска
32: система привода вращения вращающегося диска
321: вращающийся двигатель
322: неподвижный блок
323: крепежный винт
324: подшипник
325: упорная пластина
326: шестерня
327: шпонка
328: передаточный вал
36: вращающийся диск
361: внутренний зубчатый венец
362: корпус вращающегося диска
363: позиционирующий соединительный болт
364: соединительная пластина
365: резьбовое отверстие
37: механизм позиционирования вращающегося диска
371: первый ролик
372: первая опора
373: первое позиционирующее колесо
374: позиционирующий подшипник
375: второе позиционирующее колесо
376: вторая опора
377: направляющий блок
378: пружина
379: регулирующая втулка
4: сварочный блок
41: механизм подачи проволоки
42: композитный кабель
43: блок сварочных головок
44: сварочная головка
45: механизм регулировки сварочной головки
46: подъемный цилиндр сварочной головки
5: натяжной механизм
51: полая втулка
52: первая стопорная гайка
53: дно цилиндра
54: поршень
55: шток поршня
56: вторая стопорная гайка
57: первая крышка цилиндра
58: вторая крышка цилиндра
59: сочлененная опора
510: соединительный стержень
512: распределительная пластина
513: стержень толкателя
514:натяжной блок
515: направляющая втулка
515a: втулка
515b: соединительный диск
515c: соединительная ребристая пластина
516: первое отверстие впуска газа
517: второе отверстие впуска газа
6: средняя рама
7: плавающий пружинный механизм
8: приводной механизм
9: задняя рама
10: тормозной механизм
11: механизм передвижения машины
12: газовый резервуар
13: центрирующее устройство
131: опора цилиндра
132: цилиндр центрирующего устройства
133: соединительный стержень
134: позиционирующий блок
135: задняя упорная головка
136: позиционирующая базовая пластина
137: передняя упорная головка
14: первая свариваемая труба
15: вторая свариваемая труба
16: свариваемые кромки стыка труб
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТНИЯ
Чтобы лучше понять технические средства и эффекты, использованные для достижения поставленных целей настоящего изобретения, конкретные варианты, конструкции, признаки и свойства машины для внутренней сварки труб в защитном газе согласно настоящему изобретению будут далее описаны более подробно вместе с прилагаемыми чертежами и предпочтительными вариантами.
Фиг.2 иллюстрирует машину для внутренней сварки труб в защитном газе, в предпочтительном варианте настоящего изобретения по существу содержащую переднюю раму 1, центрирующие устройства 13, механизм 3 вращающегося диска, сварочный блок 4, натяжной механизм 5, среднюю раму 6, плавающий пружинный механизм 7, приводной механизм 8, заднюю раму 9, тормозной механизм 10, механизм 11 передвижения и газовый резервуар 12. В передней раме 1 установлены система 2 управления и центрирующие устройства 13. Плавающий пружинный механизм 7 установлен между средней рамой 6 и задней рамой 9. Приводной механизм 8, тормозной механизм 10 и механизм 11 передвижения последовательно установлены на задней раме 9. Одна сторона натяжного механизма 5 установлена на передней раме 1, и другая сторона натяжного механизма 5 установлена на средней раме 6. Одна сторона плавающего пружинного механизма 7 соединена с задней рамой 9. Газовый резервуар 12 соединен с задней рамой 9. Сварочный блок 4 и механизм вращающегося диска 3 расположены в натяжном механизме 5.
Фиг.3 и фиг.4 иллюстрируют сварочный блок 4, содержащий механизм 41 подачи проволоки, композитные кабели 42, блоки 43 сварочных головок, сварочные головки 44, механизмы 45 регулировки сварочных головок и подъемные цилиндры 46 сварочных головок. Механизм 41 подачи проволоки удален из сварочного блока 4 и установлен в передней раме 1. Блоки 43 сварочных головок расположены на корпусе механизма 3 вращающегося диска. В этом варианте выполнения предусмотрены шесть композитных кабелей 42, шесть блоков 43 сварочных головок, шесть сварочных головок 44, шесть механизмов 45 регулировки сварочных головок и шесть подъемных цилиндров 46 сварочных головок. Каждый блок 43 сварочной головки содержит сварочную головку 44, механизм 45 регулировки сварочной головки и подъемный цилиндр 46 сварочной головки. Механизм 41 подачи проволоки соединен со сварочной головкой 44 композитным кабелем 42. Сварочная головка 44 соединена с одним концом механизма 45 регулировки сварочной головки, а другой конец механизма 45 регулировки сварочной головки соединен с блоком 43 сварочной головки. Благодаря тому, что механизм 41 подачи проволоки удален из сварочного блока 4, устранено трение между композитными кабелями 42 и натяжными блоками 514 и стержнями 513 толкателя натяжного механизма 5, что продлевает срок службы композитных кабелей 42, а также упрощает конструкцию сварочного блока, уменьшает вероятность отказов, уменьшает габаритные размеры сварочного блока 4, уменьшает расстояние между двумя рядами натяжных блоков, и улучшает выполнение контроля окружности и подгонки кромок стыка первой и второй свариваемых труб 14, 15.
Фиг.11 иллюстрирует три группы центрирующих устройств 13, расположенных на передней раме 1. Каждое центрирующее устройство 13 содержит опору цилиндра 131, цилиндр 132 центрирующего устройства, соединительный стержень 133, позиционирующий блок 134, заднюю упорную головку 135, позиционирующую базовую пластину 136 и переднюю упорную головку 137. Один конец опоры 131 цилиндра установлен на передней раме 1, а другой конец опоры 131 цилиндра соединен с одним концом цилиндра 132 центрирующего устройства. Другой конец цилиндра 132 центрирующего устройства соединен с позиционирующим блоком 134. Соединительный стержень 133 соединен с позиционирующим блоком 134, и передняя упорная головка 137 расположена на передней верхней концевой поверхности позиционирующего блока 134. Задняя упорная головка 135 расположена на задней нижней концевой поверхности позиционирующего блока 134, и позиционирующая базовая пластина 136 контактирует с внешней поверхностью первой упорной головки 135.
Когда три цилиндра 132 центрирующего устройства соответственно удерживают три задних упорных головки 135 в контакте с позиционирующими базовыми пластинами 136, три задние упорные головки расположены в одной и той же плоскости, и три передние упорные головки 137 совмещены с плоскостью, где в этот момент расположены все сварочные головки 44, тем самым обеспечивая совмещение сварочных головок 44 со свариваемыми кромками 16 стыка труб при вращении вместе с вращающимся диском 36 при сварке. При практическом использовании, передняя рама 1 машины для внутренней сварки и передняя половина натяжного механизма 5 сначала выходят из второй свариваемой трубы 15, чтобы удерживать цилиндры 132 центрирующего устройства, так чтобы поверхности трех задних упорных головок 135 соответственно совпали с тремя соответствующими позиционирующими базовыми пластинами 136. При запуске приводного механизма 8 машина для внутренней сварки движется назад в свариваемых трубах, пока три передние упорные головки 137 не окажутся в контакте со свариваемыми кромками 16 стыка труб. В этот момент поверхности трех задних упорных головок 135 совмещены с позиционирующими базовыми пластинами 136, а три передние упорные головки 137 контактируют со свариваемыми кромками 16 стыка труб. Быстро закрепите натяжные блоки 514 натяжного механизма 5 во второй свариваемой трубе 15, чтобы они крепко держались на внутренней стенке трубы, и ослабьте приводной механизм 8 и цилиндры 132 центрирующего устройства, чтобы завершить центрирование. Однако окружающие конструкции на месте эксплуатации являются относительно сложными, поверхности трех задних упорных головок 135 не контактируют с одной или более позиционирующими базовыми пластинами, или три передние упорные головки 137 не контактируют с одним или более свариваемыми кромками 16 стыка труб в процессе центрирования, но операция центрирования закончена, что может непосредственно повлиять на качество сварки.
Чтобы избежать указанной выше проблемы, между задними упорными головками 135 и позиционирующими базовыми пластинами 136, и между тремя передними упорными головками 137 и свариваемыми кромками 16 стыка труб установлены сенсорные устройства. Когда во время центрирования поверхности трех задних упорных головок 135 контактируют с позиционирующими пластинами 136, и три передние упорные головки 137 контактируют со свариваемыми кромками 16 стыка труб, соответствующие шесть индикаторных устройств определяют наличие контакта. Как только находится неконтактная точка, индикаторное устройство подает сигнал оператору, в какой точке отсутствует контакт, и напоминает оператору о необходимости проверки, что обеспечивает эффективное качество центрирования и качество сварки.
На фиг.5 натяжной механизм 5 содержит две одинаковые симметричные конструкции. Одна конструкция натяжного механизма 5 содержит полую втулку 51, первую стопорную гайку 52, дно 53 цилиндра, барабан цилиндра, поршень 54, шток 55 поршня, вторую стопорную гайку 56, первую крышку 57 цилиндра, вторую крышку 58 цилиндра, сочлененную опору 59, соединительный стержень 510, распределительную пластину 512, стержень 513 толкателя, натяжной блок 514 и направляющую втулку 515. Дно 53 цилиндра соединено с барабаном цилиндра. Барабан цилиндра соединен с первой крышкой 57 цилиндра, и первая крышка 57 цилиндра соединена со второй крышкой 58 цилиндра, что вместе образует внутреннюю полость натяжного механизма 5. Направляющая втулка 515 расположена в середине внутренней полости и имеет полую структуру. Один конец направляющей втулки 515 закреплен на одном конце полой втулки 51 в поперечном направлении, а другой конец полой втулки 51 закреплен на дне 53 цилиндра с помощью первой стопорной гайки 52, обеспечивая сообщение внутренней полости полой втулки 51 с внутренней полостью направляющей втулки 515. Внешняя окружность полой втулки 51 и внешняя боковая поверхность направляющей втулки 515 обеспечивают осевое скольжение и опору для штока 55 поршня. Один конец штока 55 поршня, расположенного на внешних боковых поверхностях полой втулки 51 и направляющей втулки 515, соединен с одним концом соединительного стержня 510 с помощью сочлененной опоры 59. Другой конец соединительного стержня 510 соединен с нижним концом стержня 513 толкателя. Натяжной блок 514 расположен на верхнем конце стержня 513 толкателя. Другой конец штока 55 поршня соединен с поршнем 54 с помощью второй стопорной гайки 56, и шток 55 поршня может двигаться в осевом направлении вместе с поршнем 54. Распределительная пластина 512 расположена между второй крышкой 58 цилиндра и направляющей втулкой 515, и стержень 513 толкателя может двигаться вверх и вниз в радиальном отверстии в распределительной пластине 512. В барабане цилиндра выполнены отверстия впуска газа. В данном варианте выполнения предусмотрены первое отверстие 516 впуска газа и второе отверстие 517 впуска газа. Между полой втулкой 51 и штоком 55 поршня расположены уплотнительное кольцо для герметизации полости и направляющее кольцо.
Для обеспечения успешного присоединения композитного кабеля 42 к блоку 43 сварочной головки, когда газ входит в первое отверстие 516 впуска газа, поршень 54 под давлением двигается в полой втулке 51. Поршень 54 соединен со штоком 55 поршня, и шток 55 поршня приводится в движение в осевом направлении, и тогда натяжной механизм 5 приводится в движение. Поршень 54 прекращает движение, когда нижняя поверхность поршня 54 контактирует с первой крышкой 57 цилиндра и натяжной механизм 5 подошел к высшей точке. Когда газ входит во второе отверстие 517 впуска газа, поршень 54 под действием давления будет двигаться в полой втулке 51, и натяжное устройство 5 двигается в обратном направлении. Поршень 54 прекращает движение, когда нижняя поверхность поршня 54 в контакте с дном 53 цилиндра, и натяжной механизм 5 подошел к низшей точке. Помимо этого, настоящее изобретение может продлить сроки службы газовых труб и композитных кабелей 42.
На фиг.6A и 6B направляющая втулка 515 имеет полую структуру и содержит втулку 515a, два соединительных диска 515b и соединительные ребристые пластины 515c. Два соединительных диска 515b имеют дисковую конструкцию и, соответственно, расположены на двух симметричных сторонах вертикальной оси. Втулка 515a в поперечном осевом направлении соединена с двумя соединительными дисками 515b с образованием интегрированной конструкции. Соединительные ребристые пластины 515c расположены между двумя соединительными дисками 515b. Полая структура направляющей втулки 515 машины для внутренней сварки может обеспечить нормальное прохождение более чем двух групп композитных кабелей, и максимальное уменьшение трения между композитными кабелями 42 и другими элементами, так что сроки службы композитных кабелей 42 увеличиваются. Поскольку соединительная структура более чем двух соединительных ребристых пластин 515c находится в середине направляющей втулки 515, могут нормально проходить более чем две группы газовых труб и композитных кабелей 42, и группы газовых труб и композитных кабелей 42 успешно присоединяются к сварочным головкам 44.
На фиг.7 механизм 3 вращающегося диска содержит систему 32 привода вращения вращающегося диска, вращающийся диск 36 и механизмы 37 позиционирования вращающегося диска. Вращающийся диск 36 расположен между распределительными пластинами 512 с двух сторон, расположен соосно с распределительными пластинами 512, и находится на радиально внешней стороне соединительного диска 515b. Механизмы 37 позиционирования вращающегося диска закреплены на распределительных пластинах 512, и система 32 привода вращения вращающегося диска соединена с распределительными пластинами 512. В данном варианте выполнения предусмотрены девять групп позиционирующих механизмов вращающегося диска.
На фиг.8 система 32 привода вращающегося диска содержит вращающийся двигатель 321, неподвижный блок 322, крепежный винт 323, подшипник 324, упорную пластину 325, шестерню 326, шпонку 327и передаточный вал 328, причем неподвижный блок 322 закреплен на распределительной пластине 512 натяжного механизма 5 с помощью крепежного винта 323, что обеспечивает высокоточную позиционирующую базу. Вращающийся двигатель 321 соединен с одним концом передаточного вала 328 с помощью шпонки 327. Передаточный вал 328 удерживается в круглом отверстии распределительной пластины 512 с помощью подшипника 324. Другой конец передаточного вала 328 соединен с шестерней 326 с помощью болта и упорной пластины 325, обеспечивая соосность всей системы 32 привода вращения и точность вращения вращающегося диска 36. Неподвижный блок 322 закреплен на распределительной пластине 512 натяжного механизма 5. Подшипник 324 закреплен в отверстии распределительной пластины 512, и неподвижная поверхность неподвижного блока 322 перпендикулярна крепежному отверстию подшипника 324, обеспечивая, таким образом, соосность вращающегося двигателя 321, закрепленного на неподвижном блоке 322, и распределительной пластины 512. Вращающийся двигатель 321 приводит в движение передаточный вал 328 с помощью шпонки 327. Передаточный вал 328 приводит во вращение шестерню 326. Шестерня 326 взаимодействует с внутренним зубчатым венцом 361 вращающегося диска 36 и приводит во вращение вращающийся диск 36. В этом процессе, соединения вращающегося двигателя 321 с шестерней 326 являются прямыми, так что кодирующее устройство, соединенное с вращающимся двигателем 321, может отражать угол вращения вращающегося диска 36 более точно, и качество сварки улучшается.
На фиг.9A. 9B и 9C вращающийся диск 36 является составным и содержит внутренний зубчатый венец 361, корпус 362 вращающегося диска, позиционирующий соединительный болт 363, соединительную пластину 364 и резьбовые отверстия 365, причем корпус 362 вращающегося диска имеет составную конструкцию и содержит, по меньшей мере, два дуговых тела, и по меньшей мере два дуговых тела неподвижно соединены соединительной пластиной 364 и соединительным позиционирующим болтом 363 с образованием интегрированного корпуса 362 вращающегося диска. Внутренний зубчатый венец 361 расположен на внешней окружности корпуса 362 вращающегося диска. Внутренний зубчатый венец 361 взаимодействует с шестерней 326 системы 32 привода вращающегося диска. Внутренний зубчатый венец 361 и блоки 43 сварочных головок закреплены на корпусе 362 вращающегося диска механизма 3 вращающегося диска. Корпус 362 вращающегося диска имеет три резьбовых отверстия 365 в местах крепления блоков 43 сварочных головок, так что резьбовые отверстия 365 в корпусе 362 вращающегося диска, внутренняя полость направляющей втулки 515 и внутренняя полость полой втулки 51 образуют канал для композитных кабелей 42 и газовых труб от механизма 41 подачи проволоки до сварочных головок 44. Основной функцией вращающегося диска 36 является крепление и приведение во вращение блоков 43 сварочных головок. Вращающийся диск 36 имеет составную конструкцию, что облегчает установку, обслуживание и ремонт. Части в натяжном механизме 5 не требуется снимать. Позиционирующий соединительный болт 363 непосредственно ослабляется, и соединительная пластина 364 снимается, что очень удобно и эффективно.
На фиг.10 позиционирующие механизмы 37 вращающегося диска содержат первые ролики 371, первые опоры 372, первые позиционирующие колеса 373, позиционирующие подшипники 374, вторые позиционирующие колеса 375, вторые опоры 376, направляющие блоки 377, пружины 378 и регулирующие втулки 379. Позиционирующие подшипники 374 закреплены на распределительной пластине 512 натяжного механизма 5 с помощью первых роликов 371. Позиционирующие подшипники 374 равномерно распределены на той же окружности распределительной пластины 512. Внешние окружности позиционирующих подшипников 374 контактируют с внутренней окружностью вращающегося диска 3, что обеспечивает радиальное позиционирование диска. Первые опоры 372 закреплены на распределительной пластине 512 натяжного механизма 5. Каждое первое позиционирующее колесо 375 закреплено на соответствующей первой опоре 372. Внешняя окружность каждого позиционирующего колеса 375 контактирует с боковой поверхностью вращающегося диска 36, обеспечивая таким образом осевое позиционирование. Направляющие блоки 377 крепятся на распределительной пластине 512 натяжного механизма 5. Каждая вторая опора 376 соединена с каждым направляющим блоком 377. Вторые опоры 376 движутся в осевом направлении по направляющим блокам 377. Каждое второе позиционирующее колесо 375 крепится на каждой соответствующей второй опоре 376.Пружина 378 расположена на направляющем блоке 377. Регулирующая втулка 379 расположена на внешнем конце направляющего блока 377. Внешняя окружность второго позиционирующего колеса 375 может поджимать боковую поверхность вращающегося диска 36 с помощью пружины 378 и регулирующей втулки 379 для обеспечения осевого сжатия. Сжимающую силу пружины 378 можно изменить путем регулировки относительных положений регулирующей втулки 379 и направляющего блока 377. В данном варианте выполнения предусмотрено девять первых роликов 371, девять первых опор 372, девять первых позиционирующих колес 373, девять позиционирующих подшипников 374, девять вторых позиционирующих колес 375, девять вторых опор 376, девять направляющих блоков 377, девять пружин 378 и девять регулирующих втулок 379.
Основной функцией механизма 37 позиционирования вращающегося диска является обеспечение относительного положения между вращающимся диском 36 и распределительной пластиной 512, т.е., обеспечение осевого и радиального позиционирования вращающегося диска 36. Внешние окружности позиционирующих подшипников 374 контактируют с внутренней окружностью вращающегося диска 36, и позиционирующие подшипники 374 равномерно распределены на той же окружности распределительной пластины 512 с помощью первых роликов 371, таким образом, обеспечивая соосность вращающегося диска 36 и распределительной пластины 512, и реализуя радиальное позиционирование вращающегося диска 36. Внешняя окружность каждого позиционирующего колеса 375 контактирует с боковой поверхностью вращающегося диска 36, и расстояние между каждым позиционирующим колесом 375 и распределительной пластиной 512 является соответствующим, обеспечивая таким образом параллельность вращающегося диска 36 и распределительной пластины 512 и осуществляя осевое позиционирование вращающегося диска 36. Направляющие блоки 377 закреплены на распределительной пластине 512, и вторые опоры 376 могут скользить в осевом направлении в направляющих блоках 377. Регулирующие втулки 379 соединяются с направляющими блоками 377 с помощью резьбы. Сила предварительного сжатия пружин 378, установленных между регулирующими втулками 379 и вторыми опорами 376 изменяется путем регулирования расстояний между регулирующими втулками 379 и направляющими блоками 377, так что вторые опоры 376 приводят в движение вторые позиционирующие колеса 375, чтобы сжать боковую поверхность вращающегося диска 36, что обеспечивает осевое сжатие вращающегося диска 36.
Передняя рама 1, средняя рама 6 и задняя рама 9 машины для внутренней сварки в основном используются для крепления других механизмов и для обеспечения защиты других механизмов, которые образуют основной корпус машины для внутренней сварки. Система управления в основном используется для выполнения оператором всех операций на сварочной машине. Центрирующие устройства 13 используются для реализации функции центрирования машины для внутренней сварки, таким образом, обеспечивая, размещение сварочных головок 44 в той же плоскости, что и свариваемые кромки 16 стыка труб при вращении вместе с вращающимся диском 36. Сварочный блок в основном используется для сварки двух свариваемых кромок 16 стыка труб. Два ряда натяжных блоков 514 натяжного механизма 5, соответственно расположенные в первой свариваемой трубе 14 и во второй свариваемой трубе 15, могут обеспечить соосность двух свариваемых труб, когда натяжной механизм 5 натянут, и могут быть использованы для контроля окружности на кромках стыка свариваемых труб, таким образом обеспечивая постоянные расстояния между сварочными головками 44 и свариваемыми кромками 16 стыка труб, и обеспечивая качество сварки. Плавающий пружинный механизм 7 в основном используется для упругого соединения средней рамы 6 с задней рамой 9, таким образом обеспечивая максимальное понижение степени свободы натяжного механизма 5 в процессе центрирования центрирующих устройств 13, и обеспечивая качество центрирования. И плавающий пружинный механизм 7 может обеспечить прохождение автоматической сварки во время перемещения в изогнутых трубопроводах. Приводной механизм 8 в основном используется для подачи энергии в прямом или обратном направлении для автоматической сварки. Тормозной механизм 10 является важной мерой для обеспечения конструкционной безопасности. Машина для внутренней сварки, имеющая описанную конструкцию, использует блокировку приводного механизма 8 и тормозного механизма 10, то есть торможение синхронно отключается, когда приводной механизм 8 приводит машину для внутренней сварки в движение в прямом или в обратном направлении, и тормозной механизм 10 автоматически приводится в действие, когда сварочная машина для внутренней сварки прекращает движение, так что тормозная пластина надежно прикрепляется к внутренним стенкам труб, чтобы предотвратить проскальзывание сварочной машины и обеспечить безопасность конструкции на месте эксплуатации. Механизм 11 передвижения в основном используется для поддержки машины для внутренней сварки в трубопроводах при передвижении сварочной машины для внутренней сварки. Газовый резервуар 12 в основном используется для обеспечения источника газа для машины с внутренней сваркой в нужное время, обеспечивая нормальную работу каждого пневматического элемента на машине для внутренней сварки.
Выше описаны только предпочтительные варианты настоящего изобретения, но оно не ограничивается ими никоим образом. Настоящее изобретение рассмотрено выше с предпочтительными вариантами, которые не используются для его ограничения. Любой специалист в данной области может сделать некоторые изменения или модификации, используя технический контент, описанный выше, чтобы получить эквивалентные варианты эквивалентных изменений, в пределах технического решения настоящего изобретения. Любая простая вариация и эквивалентное изменение и модификация, сделанные по отношению к приведенным выше вариантам, согласно технической сущности, без отклонения от контента технического решения настоящего изобретения, будет находиться в границах технического решения изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ШЛИФОВАНИЯ И ЗАМЕНЫ СЪЕМНЫХ КОНЦОВ ЭЛЕКТРОДОВ | 2015 |
|
RU2618045C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СТЫКОВЫМ ИЛИ УГЛОВЫМ ШВОМ ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКИ С ДНОМ | 2019 |
|
RU2724750C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2009 |
|
RU2518816C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| Устройство для сварки трением | 1989 |
|
SU1829990A3 |
| СПОСОБ ДОБЫЧИ УДАРНЫМ РЕЗАНИЕМ И ГОРНЫЙ КОМБАЙН УДАРНОГО РЕЗАНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2012 |
|
RU2563467C1 |
| Устройство для электродуговой сварки кольцевых швов вварки труб в трубные доски | 1984 |
|
SU1268352A1 |



Изобретение может быть использовано для внутренней сварки труб в защитном газе. Машина содержит переднюю раму (1), центрирующее устройство (13), механизм (3) вращающегося диска, сварочный блок (4), натяжной механизм (5), среднюю раму (6), плавающий пружинный механизм (7), приводной механизм (8), заднюю раму (9), тормозной механизм (10), механизм (11) передвижения и газовый резервуар (12). Механизм (41) подачи проволоки перемещен из сварочного блока (4) и расположен на передней раме (1). Сквозное отверстие (365) для проволоки в корпусе (362) вращающегося диска механизма (3) вращающегося диска, внутренняя полость направляющей втулки (515) и внутренняя полость полой втулки (51) образуют канал для композитных кабелей (42) от механизма (41) подачи проволоки до сварочных головок (44). Изобретение обеспечивает уменьшение износа композитного кабеля сварочной машины, что увеличивает срок их службы. Машина содержит позиционирующий механизм вращающегося диска, улучшающий его позиционирование в осевом направлении, с обеспечением более точного совмещения в осевом направлении и вращения всей вращающейся приводной системы, что улучшает центровку и качество сварки. 9 з.п. ф-лы, 11 ил.
1. Машина для внутренней сварки труб в защитном газе, содержащая переднюю раму (1), центрирующие устройства (13), механизм (3) вращающегося диска, сварочный блок (4), натяжной механизм (5), среднюю раму (6), плавающий пружинный механизм (7), приводной механизм (8), заднюю раму (9), тормозной механизм (10), механизм (11) передвижения машины и газовый резервуар (12) для обеспечения работы пневматических элементов машины, при этом система (2) управления и центрирующие устройства (13) установлены на передней раме (1), плавающий пружинный механизм (7) установлен между средней рамой (6) и задней рамой (9), приводной механизм (8), тормозной механизм (10) и механизм (11) передвижения последовательно установлены на задней раме (9), одна сторона натяжного механизма (5) установлена на передней раме (1), другая сторона натяжного механизма (5) установлена на средней раме (6), одна сторона плавающего пружинного механизма (7) соединена со средней рамой (6), другая сторона плавающего пружинного механизма (7) соединена с задней рамой (9), газовый резервуар (12) соединен с задней рамой (9), а сварочный блок (4) и механизм (3) вращающегося диска расположены в натяжном механизме (5), причем сварочный блок (4) содержит механизм (41) подачи проволоки, группы композитных кабелей (42), блоки (43) сварочных головок, сварочные головки (44), механизмы (45) регулировки сварочных головок и подъемные цилиндры (46) сварочных головок, при этом механизм (41) подачи проволоки перемещен из сварочного блока (4) и расположен на передней раме (1), блоки (43) сварочных головок расположены на корпусе механизма (3) вращающегося диска и каждый блок (43) сварочной головки содержит сварочную головку (44), механизм (45) регулировки сварочной головки и подъемный цилиндр (46) сварочной головки, причем механизм (41) подачи проволоки соединен со сварочной головкой (45) композитным кабелем (42), а сварочная головка (44) соединена с одним концом механизма (45) регулировки сварочной головки.
2. Машина по п.1, в которой на передней раме (1) расположены три группы центрирующих устройств (13), каждое из которых содержит опору (131) цилиндра, цилиндр (132), соединительный стержень (133), позиционирующий блок (134), заднюю упорную головку (135), позиционирующую базовую пластину (136) и переднюю упорную головку (137), причем один конец опоры (131) цилиндра установлен на передней раме (1), другой конец опоры (131) цилиндра соединен с одним концом цилиндра (132) центрирующего устройства, другой конец цилиндра (132) центрирующего устройства соединен с позиционирующим блоком (134), соединительный стержень (133) соединен с позиционирующим блоком (134), передняя упорная головка (137) расположена на передней верхней концевой поверхности позиционирующего блока (134), а задняя упорная головка (135) расположена на задней нижней концевой поверхности позиционирующего блока (134), причем при удерживании цилиндра (132) центрирующего устройства, внешняя поверхность задней упорной головки (135) контактирует с поверхностью позиционирующей базовой пластины (136), так что три задние упорные головки (135) расположены в одной и той же плоскости, а три передние упорные головки (137) совмещены с плоскостью, в которой в этот момент расположены все сварочные головки (44) с обеспечением совмещения сварочных головок (44) со свариваемыми кромками (16) стыка труб при их вращении вместе с механизмом (3) вращающегося диска при сварке.
3. Машина по п.1, в которой натяжной механизм (5) содержит две одинаковые симметричные конструкции, причем одна конструкция натяжного механизма (5) содержит полую втулку (51), первую стопорную гайку (52), дно (53) цилиндра, барабан цилиндра, поршень (54), шток (55) поршня, вторую стопорную гайку (56), первую крышку (57) цилиндра, вторую крышку (58) цилиндра, сочлененную опору (59), соединительный стержень (510), распределительную пластину (512), стержень (513) толкателя, натяжной блок (514) и направляющую втулку (515), причем дно (53) цилиндра соединено с барабаном цилиндра, барабан цилиндра соединен с первой крышкой (57) цилиндра, а первая крышка (57) цилиндра соединена со второй крышкой (58) цилиндра с образованием внутренней полости натяжного механизма (5), причем направляющая втулка (515) расположена в середине этой внутренней полости и имеет полую структуру, один конец направляющей втулки (515) закреплен на одном конце полой втулки (51) в поперечном осевом направлении, а другой конец полой втулки (51) закреплен на дне (53) цилиндра с помощью первой стопорной гайки (52) так, что внутренняя полость полой втулки (51) сообщается с внутренней полостью направляющей втулки (515), внешняя окружность полой втулки (51) и наружная боковая поверхность направляющей втулки (515) обеспечивают осевое скольжение и опору для штока (55) поршня, причем один конец штока (55) поршня, расположенный на внешних боковых поверхностях полой втулки (51) и направляющей втулки (515), соединен с одним концом соединительного стержня (510) с помощью сочлененной опоры (59), другой конец соединительного стержня (510) соединен с нижним концом стержня (513) толкателя, натяжной блок (514) расположен на верхнем конце стержня (513) толкателя, другой конец штока (55) поршня соединен с поршнем (54) с помощью второй стопорной гайки (56), причем шток (55) поршня расположен с возможностью перемещения в осевом направлении вместе с поршнем (54), распределительная пластина (512) расположена между второй крышкой (58) цилиндра и направляющей втулкой (515), стержень (513) толкателя установлен с возможностью перемещения вверх и вниз в радиальном отверстии распределительной пластины (512), а в цилиндрическом барабане цилиндра выполнены отверстия впуска газа.
4. Машина по любому из пп.1-3, в которой направляющая втулка (515) содержит втулку (515а), два соединительных диска (515b) и соединительные ребристые пластины (515 с), причем два соединительных диска (515b) расположены на двух симметричных сторонах вертикальной оси, втулка (515 а) в направлении поперечной оси соединена с двумя соединительными дисками (515b) с образованием интегрированной конструкции, а соединительные ребристые пластины (515 с) расположены между двумя соединительными дисками (515b).
5. Машина по п.4, в которой механизм (3) вращающегося диска содержит систему (32) привода вращения вращающегося диска, вращающийся диск (36) и позиционирующие механизмы (37) вращающегося диска, причем вращающийся диск (36) расположен между распределительными пластинами (512) с двух сторон соосно с распределительными пластинами (512) и находится на радиально внешней стороне соединительного диска (515b), позиционирующие механизмы (37) вращающегося диска установлены на распределительных пластинах (512), и система (32) привода вращения вращающегося диска соединена с распределительными пластинами (512).
6. Машина по п.5, в которой система (32) привода вращающегося диска содержит вращающийся двигатель (321), неподвижный блок (322), фиксирующий винт (323), подшипник (324), упорную пластину (325), шестерню (326), шпонку (327) и передаточный вал (328), причем неподвижный блок (322) закреплен на распределительной пластине (512) натяжного механизма (5) и, таким образом, имеет высокоточную базу позиционирования, вращающийся двигатель (321) соединен с одним концом передаточного вала (328) с помощью шпонки (327), передаточный вал (328) удерживается в круглом отверстии распределительной пластины (512) с помощью подшипника (324), а другой конец передаточного вала (328) соединен с шестерней (326) с помощью болта и упорной пластины (325) с обеспечением соосности всей системы (32) привода вращения и точности вращения вращающегося диска (36).
7. Машина по п.5, в которой вращающийся диск (36) является разрезным и содержит внутренний зубчатый венец (361), корпус (362) вращающегося диска, позиционирующий соединительный болт (363), соединительную пластину (364) и резьбовые отверстия (365), при этом корпус (362) вращающегося диска имеет составную конструкцию и содержит по меньшей мере два дуговых тела, которые неподвижно соединены с помощью соединительной пластины (364) и позиционирующего соединительного болта (363) с образованием интегрированного корпуса (362) вращающегося диска, причем внутренний зубчатый венец (361) расположен на внутренней окружности корпуса (362) вращающегося диска и находится в зацеплении с шестерней (326) системы (32) привода вращающегося диска, а внутренний зубчатый венец (361) и блоки (43) сварочных головок закреплены на корпусе (362) вращающегося диска механизма (3) вращающегося диска, корпус (362) вращающегося диска имеет резьбовые отверстия (365) в местах крепления блоков (43) сварочных головок так, что резьбовые отверстия (365) в корпусе (362) вращающегося диска, внутренняя полость направляющей втулки (515) и внутренняя полость полой втулки (51) образуют канал для композитных кабелей (42) от механизма (41) подачи проволоки до сварочных головок (44).
8. Машина по п.5, в которой позиционирующие механизмы (37) вращающегося диска содержат первые ролики (371), первые опоры (372), первые позиционирующие колеса (373), позиционирующие подшипники (374), вторые позиционирующие колеса (375), вторые опоры (376), направляющие блоки (377), пружины (378) и регулирующие втулки (379), причем позиционирующие подшипники (374) закреплены на распределительной пластине (512) натяжного механизма (5) с помощью первых роликов (371), позиционирующие подшипники (374) равномерно распределены на одной окружности распределительной пластины (512), внешние окружности позиционирующих подшипников (374) контактируют с внутренней окружностью вращающегося диска (3) с обеспечением радиального позиционирования, первые опоры (372) установлены на распределительной пластине (512) натяжного механизма (5), каждое первое позиционирующее колесо (375) закреплено на соответствующей первой опоре (372), внешняя окружность каждого позиционирующего колеса (375) контактирует с боковой поверхностью вращающегося диска (36) с обеспечением осевого позиционирования, направляющие блоки (377) установлены на распределительной пластине (512) натяжного механизма (5), а каждая из вторых опор (376) соединена с каждым направляющим блоком (377), при этом вторые опоры (376) перемещаются в осевом направлении с помощью направляющих блоков (377), каждое из вторых позиционирующих колес (375) закреплено на каждой соответствующей второй опоре (376), пружина (378) расположена на направляющем блоке (377), регулирующая втулка (379) расположена на внешнем конце направляющего блока (377), причем второе позиционирующее колесо (375) имеет возможность поджатия его внешней окружностью боковой поверхности вращающегося диска (36) с помощью пружины (378) и регулирующей втулки (379) для выполнения осевого сжатия, а регулирующая втулка (379) и направляющий блок (377) выполнены с возможностью изменения сжимающей силы пружины (378) путем регулировки их относительных положений.
9. Машина по п.2, в которой между полой втулкой (51) и штоком (55) поршня расположены уплотнительное кольцо для герметизации полости и направляющее кольцо.
10. Машина по п.3, в которой между задними упорными головками (135) и позиционирующими базовыми пластинами (136) и между передними упорными головками (137) и свариваемыми кромками (16) стыка труб установлены сенсорные устройства, при этом шесть соответствующих индикаторных устройств размещены с возможностью определения во время операции центрирования наличия контакта поверхностей задних упорных головок (135) с позиционирующими базовыми пластинами (136), а передних упорных головок (137) – со свариваемыми кромками стыка труб.
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 0 |
|
SU173358A1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ СТЫКОВ ТРУБ | 2005 |
|
RU2298129C1 |
| Детектор по теплопроводности | 1984 |
|
SU1245977A1 |
| GB 1526248 A, 27.09.1978. | |||

