Изобретение относится к порошковой металлургии, в частности к нанесению порошковых покрытий магнитно-импульсной раздачей.
Целью изобретения является повышение качества покрытий.
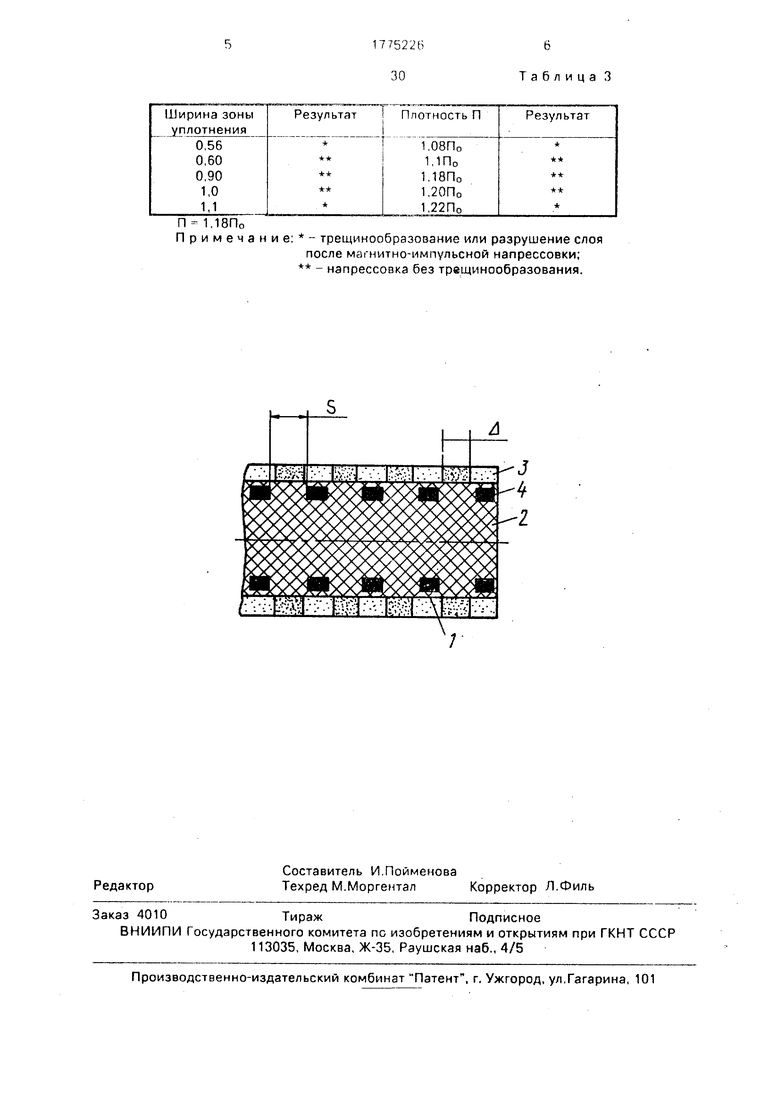
Сущность изобретения иллюстрируется чертежом, на котором показан продольный разрез индуктора с напыленным и уплотненным слоем.
Способ реализуется следующим образом.
На поверхность 1 coлe.oидaльнoгo индуктора 2 напыляют порошковый слой 3. Затем осуществляют уплотнение слоя в зонах над межвитковыми областями индуктора. При этом зона уплотнения имеет вид спирали с шагом, равным шагу спирали 4 индуктора. Ширину зоны уплотнения Д выбирают из условия 0,65 Д 1,0 S, где S - межвитковое расстояние спирали индуктора, причем данную зону уплотняют до плотности 1,08 По П 1.22 По. где По и П соответственно плотность зоны до и после уплотнения.
Индуктор со слоем размещают в полости детали и осуществляют разряд через спираль 4 высоковольтного емкостного накопителя магнитно-импульсной установки. При разряде в материале напыленного слоя возникают электродинамические силы, направленные радиально от индуктора 2 к детали и обеспечивающие напрессовку слоя на ее внутреннюю поверхность.
Примеры реализации способа.
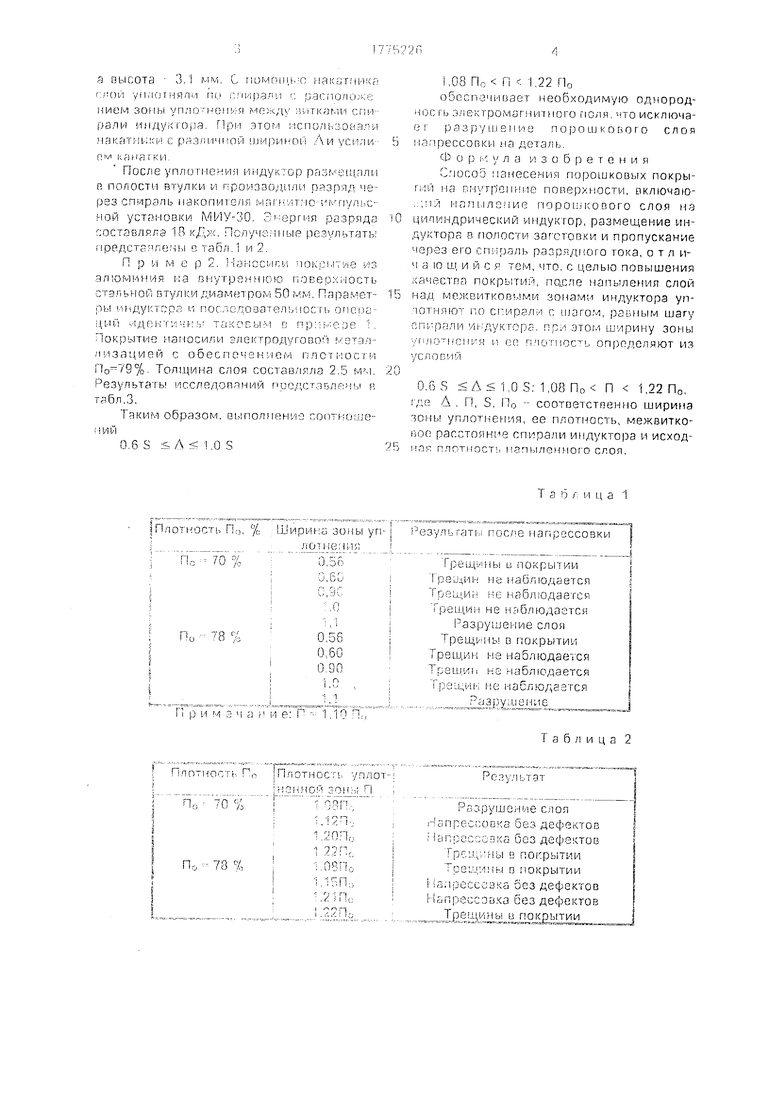
П р и м е р 1. Наносили покрытие из порошка бронзы БрОФЮ на внутреннюю поверхность бронзовой втулки диаметром 50 и длиной 90 мм. При этом использовали индуктор, токонесущая спираль которого имеет следующие параметры: ширина витка В мм, шаг намотки 13 мм, расстояние между витками мм. На поверхность индуктора наносили газоплазменным напылением порошок бронзы, при этом плотность слоя в экспериментахсоставляла По 78%,
а высота 3,1 мм, С пимощь-с г акзг;1И й гС)й (ТИЯПИ по rnii)a/ui с распо/ю/ке нием yn;iDHe iwt) лггкзми спи-рали индуктора. При этом мспо/1ьзойа;н макат;-|1,;1;и с различной шириной ,А и уси;|и-avi каиагки,
После уплот1-1ени 1 и -|дуктор pasrveuianM R полости втулки и про;:3зодил11 разряд ме рэз спираль 11акопиге/1Я мэгiv1тмo- пyльcной установки МИУ-30, З-ергия разряда
предстйвлены отаблJ и 2,
П р м м е р 2, iiaf-ioci/irH покрыие из аломмния i-ia внутренгпою поверх;- ость стальр 0й втулки диаметром 50 f-лм. Параметры ,,1нду(тора и последовательность операций щектичгИ;: таксЕым в npi-i-eae , Покрытие на(-1осили электродуговой кэталлизацией с обеспечен,-1е1Ч плот1- ости , Толщина слоя состав/1яла 2,5 M-I, Результаты исследопаний гоедстаБЛг:;и | я табл.3.
Таким образом, выпол гениз соотноше ИЙ
0,6 S s Д 1,0 S
1,08 По П 1,22 По
оосспачивает необходимую одгюродяос гь злекгрогмагнитного поля,, что исключаег разру ei ие порошкового слоя мапрессопки .ча деталь,
Ф о р }. у л а изобретения
Спосоо ;:аиесения порошковых покрытий ма внутренние поверхности, включаю.:;;1й напыление порошкового слоя на цилиндрический индуктор, размещение индуктора S полост / заготовки и пропускание через его спираль разрядного тока, о т л ич а 1о ш, и и с я те,м, что, с целью повышения хачестпа покрытий, пасле напыления слой над межвитковыми зонам;. индуктора уплотняю - по С1:ирали с LuaroM, равным шагу сгн-рали мидуктора, при этом ширину зоны уплотнения и е( п/ютиос- ь определяют из условий
0,0 S А 1,0 S: 1,08 По П 1,22 По, где /л , П, S, По - соответственно ширима зоны уплотнения, ее плотность, межвитковое расстоянг е спирали индуктора и исходная плот1 остг, напыленного слоя.
Таблица 1
т %
0.56 0,60 0,90
е: I
зульгаты пос/ю напрессовки
1рещинь в покрытии 1рещи -; не наблюдается i рещин -ie ,цается i рещин не - аблюдается
Разрушение слоя
Трещины в покрытии
Грош.ин не наблюдается
Трещин не наблюдается
Грещиг; i-;e наблюдается
)y, е
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
| Способ изготовления тонкостенных изделий | 1990 |
|
SU1740105A1 |
| Способ нанесения алмазосодержащих покрытий на внутренние поверхности деталей | 1990 |
|
SU1713744A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| Способ получения пористых покрытий из металлического порошка | 1981 |
|
SU959925A1 |
| Высокотемпературная электропечь | 1987 |
|
SU1446433A1 |
| СПОСОБ ОБРАБОТКИ НИППЕЛЬНОЙ ЧАСТИ РЕЗЬБОВОГО СОЕДИНЕНИЯ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2015 |
|
RU2644836C2 |
| ПЛОСКИЙ ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ НАНОРАЗМЕРНЫХ ПОРОШКОВ | 2009 |
|
RU2417861C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСЛОЙНОГО КЕРАМИЧЕСКОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКЕ | 2017 |
|
RU2689588C2 |
Использование: производство изделий с внутренними покрытиями из порошковых материалов. Сущность изобретения: погле нанесения порошкового слоя на поверхность индуктора производят уплотнение слоя над межвитковыми зонами индуктора по спирали с шагом, равным шагу спирали индуктора, а ширину зоны уплот нения и ее плотность выбирают из условий: 0.6S <Д<1,05, 1,08По<П<1,22По, где Д, П, S. По - соответственно ширин'а зоны уплотнения, ее плотность, межвитковое расстояние спирали индуктора и исходная плотность напыленного слоя. 3 табл., 1 ил.
Плотность Пг
1,20По 1 23Пс
По - 78 % П«П-.
Разрушение слоя
j-ianpeccoBKa без дефектов
; ianpecco-зка без дефектов
Греиииы в покрытии
Гре1Ц1ны П Г1окрытии
мапрессовка без дефектов
i-ianpecGOQKa без дефектов
„..™J g;iUdlj „HЛIШlШdIй L,,.
П 1,18По
Примечание: - трещинообразозание или разрушение слоя
после магнитно-импульсной напрессовки; - напрессовка без трещинообразования.
Таблица 3 30
Zl
| Дорожкин Н.Н | |||
| "Упрочнение и восстановление деталей машин металлическими порошками" Минск, 1975, 156с.Авторское свидетельство СССР N; 1290623 | |||
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
