Изобретение относится к электрохимическим методам обработки металлов, а именно к электролитно-плазменному полированию изделий сложной пространственной формы и может быть использовано для полирования поверхности столовых приборов.
Целью изобретения является снижение шероховатости и повышение равномерности обработки.
Пример. Стальную ложку подвергают электролитно-плазменному полированию при напряжении 230 В в 4%-ном водном растворе сульфата аммония при температуре 75°С.
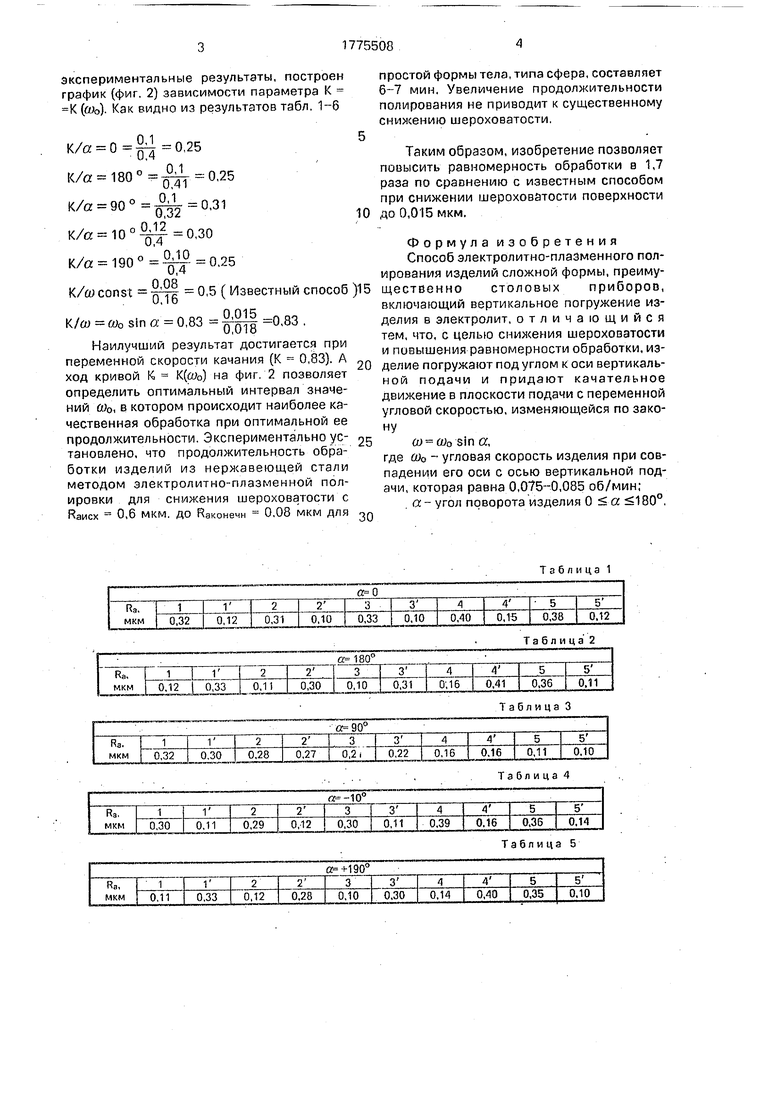
Ось симметрии изделия в положении 1 (см. фиг. 1) при начале обработки перпендикулярна оси Y вертикальной подачи. Это положение изделия соответствует углу а 0°. Увеличение угла а происходит и направлении качания изделия в положения I и III против часовой стрелки. Выбор начального и конечного значений угла а, равных 0°
и 180°, обусловлен лучшими условиями удаления паровых пузырей из парогазовой оболочки, окружающей обрабатываемую деталь. В табл. 1 представлены экспериментальные результаты, описывающие качество обработки изделия в положении а- 0° в различных зонах изделия, обозначенных на фиг. 1. Продолжительность обработки во всех случаях одинаковая 6 мин. Данные для других значений углов а приведены в табл. 2-5. Сравнительные данные равномерности обработки при переменной скорости кача- тельного движения и равномерного качания с постоянной скоростью (см. табл. 6) показывают преимущества первого способа.
Для количественного и качественною сравнения введем параметр равномерности обработки К, равным отношению минимальной шероховатости к минимальной
Rmin
к
R
max
(S
С
ы
СП
ел о
00
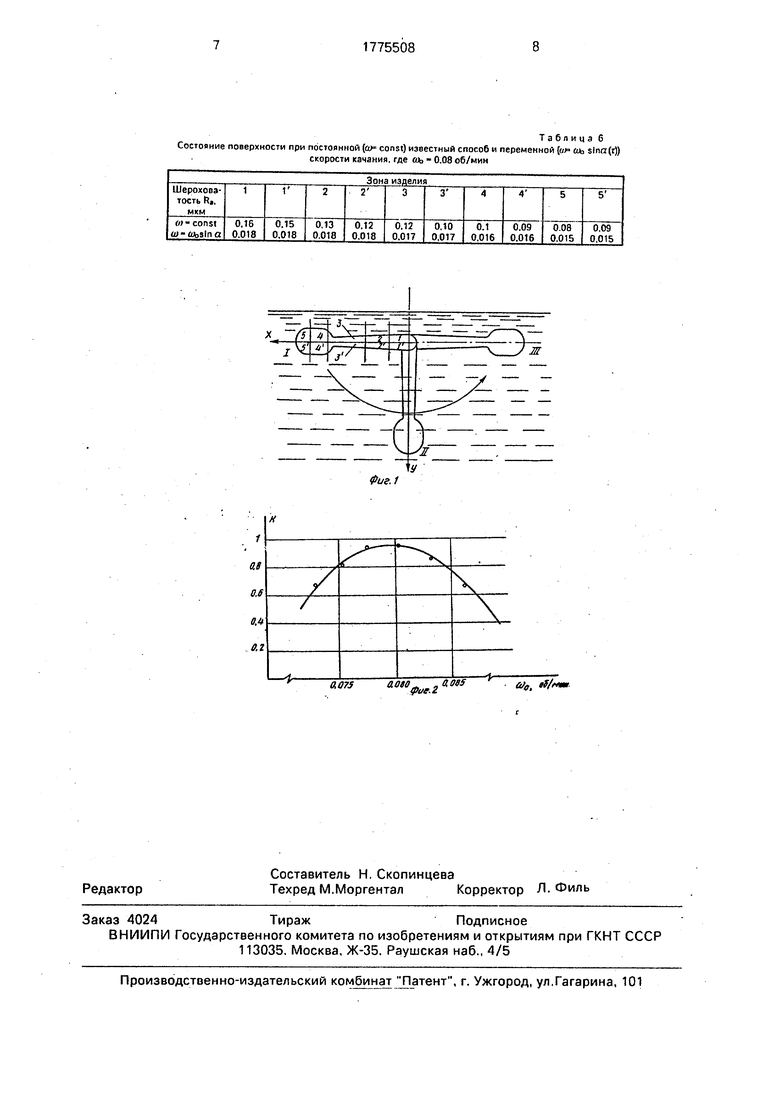
В случае полной равномерности обработки всей поверхности изделия К 1. Используя
экспериментальные результаты, построен график (фиг. 2) зависимости параметра К К (ah}- Как видно из результатов табл. 1-6
К/а 0 0,25
К/а 180°
0.1 0,41
К/« 9°0(Щ
-0,25 0,31
К/а 10° ,30
К/а 190° 0,25
K/U; const тргк 0,5 ( Известный способ
К/и) ОДэ sin а 0,83 -| 0,83 .
Наилучший результат достигается при переменной скорости качания (К 0,83). А ход кривой К К() на фиг. 2 позволяет определить оптимальный интервал значений (00, в котором происходит наиболее качественная обработка при оптимальной ее продолжительности. Экспериментально ус- тановлено, что продолжительность обработки изделий из нержавеющей стали методом электролитно-плазменной полировки для снижения шероховатости с
Rancx 0,6 МКМ. ДО Ваконечн 0,08 МКМ ДЛЯ
0
5
5
0
0
простой формы тела, типа сфера, составляет 6-7 мин, Увеличение продолжительности полирования не приводит к существенному снижению шероховатости.
Таким образом, изобретение позволяет повысить равномерность обработки в 1,7 раза по сравнению с известным способом при снижении шероховатости поверхности до 0,015 мкм.
Формула изобретения
Способ электролитно-плазменного полирования изделий сложной формы, преиму- щестеенно столовых приборов, включающий вертикальное погружение изделия в электролит, отличающийся тем, что, с целью снижения шероховатости и повышения равномерности обработки, изделие погружаю г под углом коси вертикальной подачи и придают качательное движение в плоскости подачи с переменной угловой скоростью, изменяющейся по закону
ш sin a,
где С0о - угловая скорость изделия при совпадении его оси с осью вертикальной подачи, которая равна 0,075-0,085 об/мин;
а - угол поворота изделия 0 а 180°,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ИЗДЕЛИЙ | 1994 |
|
RU2116391C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ПОВЕРХНОСТИ И СКРУГЛЕНИЯ КРОМОК ПЛАСТИНЫ ТОРСИОНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2020 |
|
RU2746886C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ | 2023 |
|
RU2821036C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2023 |
|
RU2820693C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ПЛАСТИНЧАТОГО ТОРСИНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2014 |
|
RU2556251C1 |
| Электролит для электролитно-плазменного полирования деталей из тугоплавких сплавов | 2017 |
|
RU2664994C1 |
| Способ электролитно-плазменного удаления покрытий с деталей из легированных сталей и жаропрочных сплавов | 2018 |
|
RU2694397C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2725441C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
Изобретение относится к электрохимическим методам обработки металлов, в частности к электролитно-плазменному полированию изделий сложной пространственной формы. Целью изобретения является снижение шероховатости и повышение равномерности обработки. Способ включает погружение анодно-поляризованного изделия под углом к оси вертикальной подачи и ему придают качательное движение в плоскости подачи с переменной угловой скоростью, изменяющейся по закону w sin a, где соо 0,075-0,085 об/мин, a 0° а 180°. Равномерность полирования достигается за счет изменения угловой скорости. 2 ил.. 6 табл.
Таблица 1
Таблица 3
Таблица 4
Таблица 5
Таблица 6
Состояние поверхности при постоянной (да const) известный способ и переменной ((if (On slna(i)) скорости качания, где од - 0.08 об/мин
| Электролитно-плазменное улучшение поверхности металлических изделий | |||
| Проспект | |||
| Минск, Полымя, 1986, с.1. |
