Изобретение относится к технологии электролитно-плазменного полирования поверхности деталей из легированных сталей и может быть использовано для повышения эксплуатационных характеристик пластинчатых торсионов несущих винтов вертолетов.
Несущий винт летательного аппарата, содержащий V-образные торсионы, соединенные с втулкой и через вертикальные шарниры с переходниками крепления лопастей, кожухи из композиционного материала, размещенные вокруг торсионов, при этом на одном конце каждого закреплен рычаг управления углом установки лопасти и сферический подшипник, надетый на палец, закрепленный на втулке, а другой конец кожуха через вертикальный шарнир присоединен к торсиону и к переходнику крепления лопасти, упругий элемент, расположенный в кожухе вдоль оси рукава между переходником крепления лопасти и рычагом управления углом установки лопасти, при этом разрезанным концом упругий элемент жестко соединен с проушинами переходника лопасти, а противоположным концом вставлен в направляющие на рычаге управления углом установки лопасти [патент РФ №2033943, Несущий винт летательного аппарата. Вертолетный научно-технический комплекс им. Н.И. Камова, 1991 г.], (подобные конструкции несущего винта представлены также в патенте РФ №2289530).
Пластинчатые торсионы несущих винтов вертолетов изготавливаются из высокопрочных легированных сталей, сочетающих высокую прочность и пластичность, обеспечиваемую их составом, режимами термической обработки и пластической деформации. Состав такой стали должен обеспечивать после закалки при комнатной температуре получение чистой аустенитной структуры. Эти стали подвергают деформации, при температуре, не превышающей температуру рекристаллизации, после чего охлаждают до комнатной температуры. Например, известны стали, механические свойства которых после закалки и пластической деформации при 400-500°C со степенью 60-80% достигают в 180-200 кГс/мм2, 0,2=140-170 кГс/мм2, =20-30% (А.П. Гуляев "Металловедение". - М.: "Металлургия", 1977 г., с. 335-396).
Однако пластинчатые торсионы из легированных сталей (например, стали марки ВНС9-Ш [ТУ14-1-4126-86 ]) имеют толщину порядка 0,3 мм и качество обработки поверхностного слоя указанных деталей в значительной степени определяет их эксплуатационные свойства.
В настоящее время полирование пластин торсионов и закругление их кромок производят механическими методами с использованием большой доли ручного труда, не обеспечивающих получение равномерного радиуса округления кромок пластин и характеризующихся наличием следов воздействия абразивных частиц на обработанной поверхности, в т.ч. эффекта шаржирования что, учитывая незначительную толщину пластинчатых деталей, значительно снижает эксплуатационные характеристики торсиона.
Известны способы полирования, основанные на использовании различных физико-механических, механических и химических эффектов. В связи с тем, что торсионы несущих винтов вертолетов, выполненные из легированных сталей, обладают повышенной чувствительностью к концентраторам напряжения, возникновение дефектов при их обработке недопустимо, поскольку в процессе эксплуатации, дефекты, образованные на поверхностях и на кромках пластин торсионов, приводят к их разрушению. Поэтому, развитие способов полирования и скругления кромок, позволяющих получать высококачественные поверхности пластин торсионов при высокой экологичности и производительности процесса, является весьма актуальной задачей.
Наиболее перспективными методами полирования деталей из легированных стаей являются электрохимические методы [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987.], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (A1), МПК C25F 3/16, опубл. 06.08.86., а также Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3].
Известен также способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК B23H 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91.]
Известные способы электрохимического полирования не позволяют производить качественное полирование поверхности тонкостенных деталей из легированных сталей, без значительного растравливания материала поверхностного слоя.
Наиболее близким к заявляемому техническому решению является способ электролитно-плазменного полирования детали, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала [Патент РФ №2552203, МПК C25F 3/16. Бюл №6, 2015].
Однако известный способ [Патент РФ №2552203], предусматривает обработку деталей из титановых сплавов и не может быть применен для обработки деталей из легированных сталей, без нанесения ущерба качеству пластин торсионов. Способ-прототип [Патент РФ №2552203], включает обработку детали в агрессивном травильном растворе ( водный раствор с содержанием от 3 до 7 вес. % гидроксиламина солянокислого и содержанием от 0,7 до 0,8 вес.% NaF или KF в качестве фторсодержащего соединения, а полирование ведут при температуре от 70°С до 90°С.), Указанные факторы не позволяют использовать способ - прототип для обработки торсионов, поскольку приводит к резкому ухудшению их эксплуатационных свойств за счет образования концентраторов напряжений, ухудшения шероховатости.
Задачей, на решение которой направлено заявляемое изобретение, является разработка процесса полирования торсионов и закругления их кромок, позволяющего получать высококачественные поверхности пластинчатых торсионов несущих винтов вертолетов, выполненных из легированных сталей и обеспечивать повышенные эксплуатационные характеристики торсионов при снижении трудоемкости их обработки.
Техническим результатом изобретения является повышение качества полирования и закругления кромок пластинчатого торсиона, а также повышение эксплуатационных характеристик торсионов при снижении трудоемкости процесса их обработки.
Технический результат достигается за счет того, что в способе электролитно-плазменного полирования поверхности и скругления кромок пластины торсиона несущего винта вертолета, включающий закрепление пластины торсиона в оснастке, приложение к пластине торсиона положительного потенциала относительно стенок ванны-электрода и погружение пластины торсиона в электролит, формирование парогазового слоя между электролитом и пластиной торсиона, в отличие от прототипа используют пластину торсиона, выполненную из легированной стали, прикладывают к пластине торсиона электрический потенциал от 270 В до 310 В, используют в качестве электролита водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л аммония лимоннокислого или от 0,6 до 0,7 г/л лимонной кислоты, а полирование проводят при температуре от 85°C до 95°C в две стадии: вначале располагают пластины торсиона горизонтально одной из ее кромок вверх и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит, затем переворачивают пластину торсиона на 180 градусов относительно ее продольной оси, располагают пластину торсиона противоположной кромкой вверх и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит до получения пластины торсиона с заданными значениями шероховатости поверхности и радиусом скругления кромок.
Для обеспечения более равномерной обработки пластины торсиона ее закрепление в оснастке для электролитно-плазменного полирования (ЭПП) наиболее целесообразно осуществлять за все ее три конструктивные отверстия.
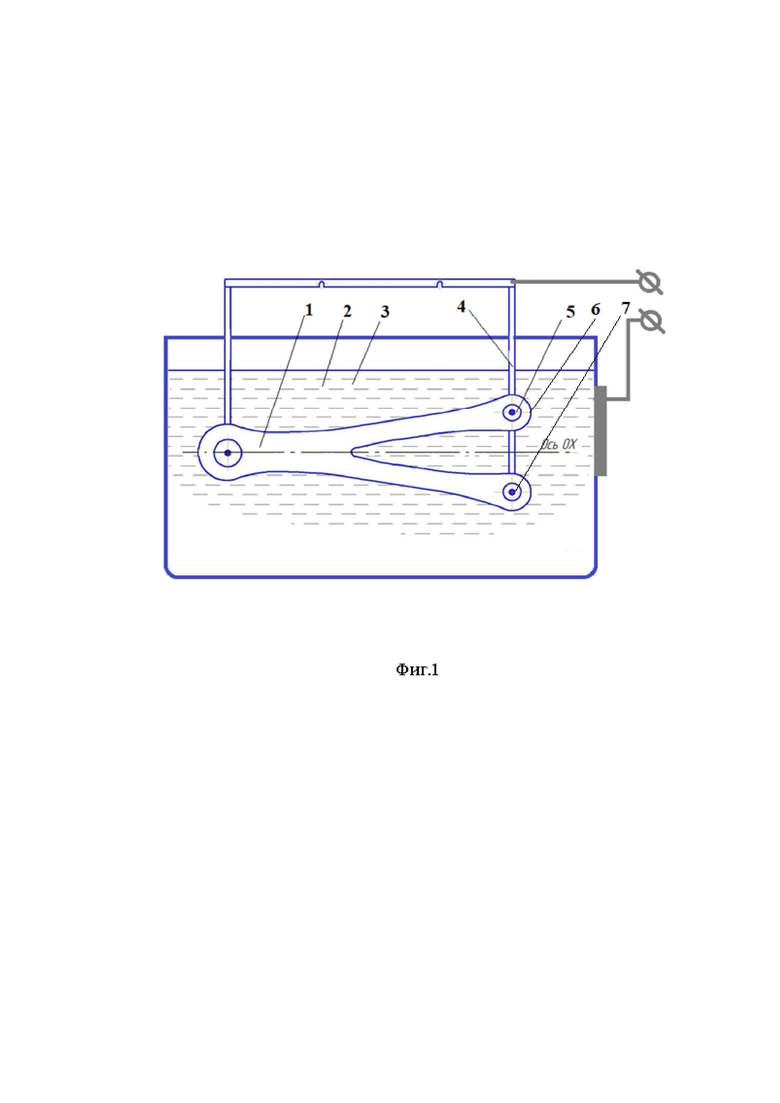
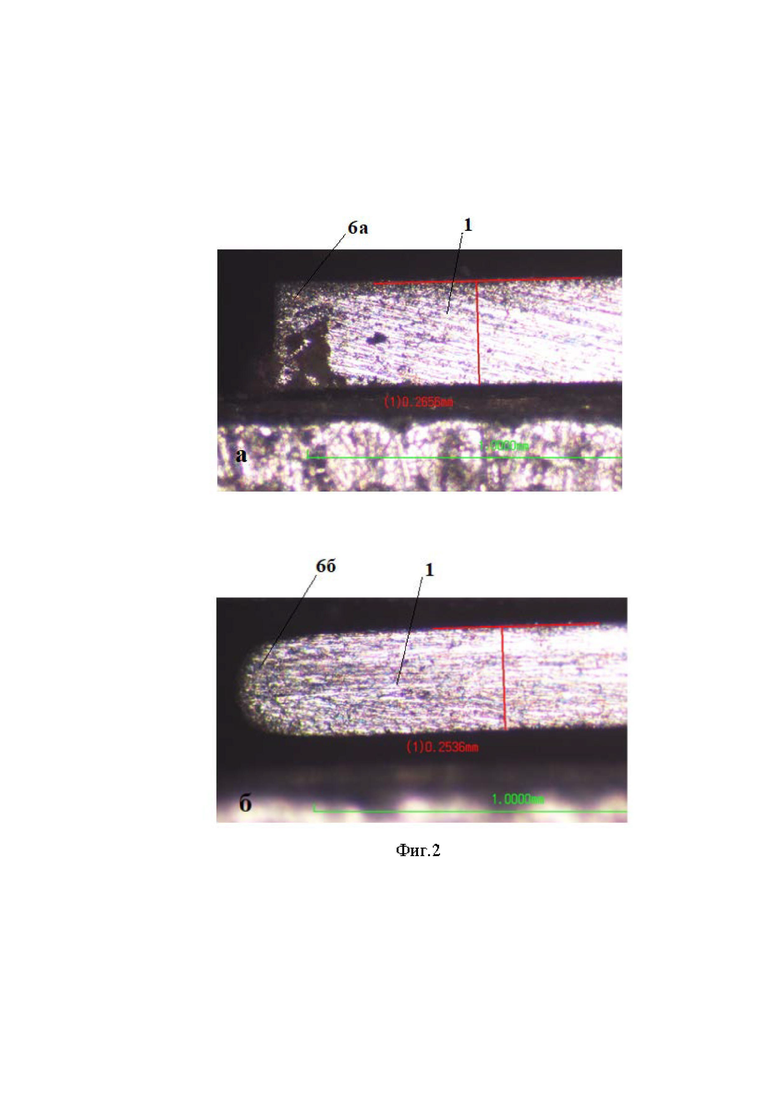
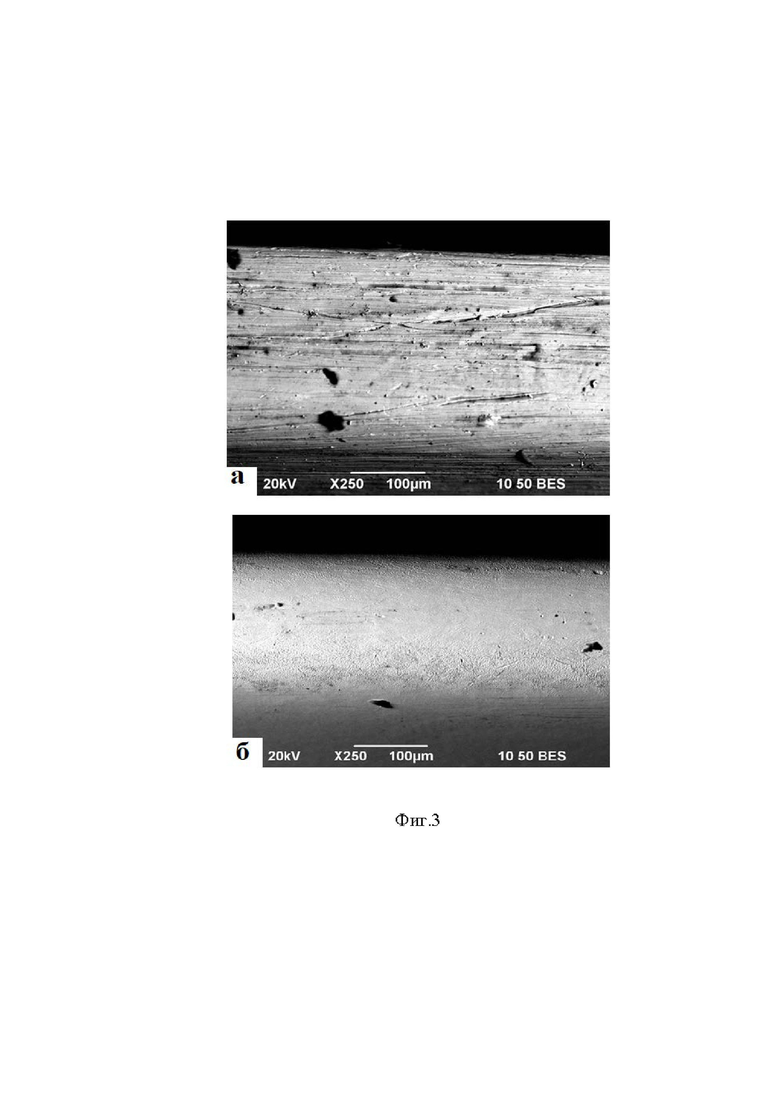
Изобретение поясняется принципиальной схемой процесса ЭПП пластины торсиона. Фигуры содержат: фиг. 1 – Схема расположения пластины торсиона в ванне с электролитом, фиг. 2 Микрофотография сечения кромки пластины торсиона (фиг. 2 а – до обработки ЭПП, фиг. 2 б – после обработки ЭПП), фиг. 3 - Поверхность пластины торсиона (фиг. 3 а – до обработки ЭПП, фиг. 3 б – после обработки ЭПП). На фигурах обозначено: 1 – пластина торсиона; 2 – ванна; 3 – электролит; 4 – оснастка с кольцевыми зажимами; 5 – сквозные конструктивные отверстия на пластине торсиона; 6 – кромки пластины торсиона; 7 – кольцевые зажимы (OX - продольная ось пластины торсиона (ось симметрии пластины торсиона)).
Заявляемый способ электролитно-плазменного полирование поверхности пластин торсионов и скругления кромок, осуществляется следующим образом. Обрабатываемую пластину торсиона 1 (фиг.1) закрепляют в оснастке 4, прикладывают к ней положительный электрический потенциал относительно стенок ванны 2 или катодного узла и погружают в ванну 2 с водным раствором электролита 3, в результате чего возникает разряд между обрабатываемой пластиной торсиона 1 и электролитом 3. Процесс ЭПП осуществляют при подаче на пластину торсиона электрического потенциала от 270 В до 310 В. При обработке пластины торсиона 1 выполненного из легированной стали, в качестве электролита 3 используют водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л аммония лимоннокислого, причем процесс обработки ведут при температуре от 85°C до 95°C в две стадии: вначале располагают пластины торсиона 1 горизонтально одной из ее кромок вверх (фиг. 1) и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины 1 в электролит 3, затем переворачивают пластину торсиона 1 на 180 градусов относительно ее продольной оси (OX), располагают пластину торсиона 1 противоположной кромкой 6 вверх и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины 1 в электролит 3 до получения пластины торсиона с заданными значениями шероховатости поверхности и радиусом скругления кромок (фиг. 2 и фиг.3).
Процесс полирования ведут в среде электролита 3 при поддержании вокруг пластины торсиона 1 парогазовой оболочки. В качестве ванны 2 используют металлическую емкость, выполненную из материала, стойкого к воздействию электролита или емкость, выполненную из неметаллического материала, снабженную катодным узелом, обеспечивающим подачу электрического потенциала через электролит на обрабатываемую деталь.
Для закрепления пластины торсиона 1 и подачи на него электрического потенциала используют оснастку 4 с кольцевыми металлическими зажимами 7, которые располагают вокруг, по крайне мере двух, конструктивных отверстий 5 пластины торсиона 1, концентрично этим отверстиям, с отступами от края (кромок 6) отверстия 5 и от зоны обработки пластины торсиона 1 от 1,5 до 3 мм.
При осуществлении способа возникают следующие процессы. Под действием протекающих токов происходит нагрев поверхности детали и образование вокруг нее парогазовой оболочки. Излишняя теплота, возникающая при нагреве детали и электролита, отводится через систему охлаждения. При этом поддерживают заданную температуру процесса. Под действием электрического напряжения (электрического потенциала между деталью и электролитом) в парогазовой оболочке возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью и средой парогазовой оболочки.
При подаче положительного потенциала на деталь, в процессе протекания указанных реакций, происходит анодирование поверхности детали с одновременным химическим травлением образующегося окисла. Причем при анодной поляризации парогазовый слой состоит из паров электролита, анионов и газообразного кислорода. Поскольку травление происходит, в основном, на микронеровностях, где образуется тонкий слой окисла, а процессы анодирования продолжаются, то в результате совместного действия этих факторов происходит полирование поверхности и скругление кромок. Для минимизации джоуль-ленцовых потерь, электролит должен обладать достаточной электропроводимостью.
Пример. Полирование и закругление кромок производили на пластинах торсионов толщиной 0,3 мм. К обрабатываемым пластинам торсионов прикладывали положительный потенциал относительно стенок ванны и погружали в ванну с водным раствором электролита. Полирование и закругление кромок пластин торсионов проводили в среде электролита: водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л аммония лимоннокислого, а также в электролите состава: от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л лимонной кислоты. При обработке проводили циркуляционное охлаждение электролита (поддерживалась средняя температура процесса в интервале 85…95°C). За отрицательный результат принимался вариант обработки обеспечивающий по сравнению с традиционной механической полировкой пластин торсионов или со способом-прототипом [Патент РФ №2552203] равное или меньшее значение по ресурсу обработанной пластины торсиона. За положительный результат брался вариант обработки пластины торсиона превышающий вариант обработки традиционный или вариант по способу-прототипу [Патент РФ №2552203] не менее чем в 1,2 раза.
Условия обработки по предлагаемому способу: электрический потенциал (напряжение): (260 В - Неудовлетворительный результат (Н.Р.); 270 В - Удовлетворительный результат (У.Р.); 280 В - У.Р.; 300 В - У.Р.; 310 В - У.Р.; 320 В - Н.Р.; электролит - водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония (4 г/литр - Н.Р.; 5 г/литр - У.Р.; 6 г/литр - У.Р.; 7 г/литр - У.Р.; 8 г/литр - Н.Р.) и от 0,6 до 0,7 г/л аммония лимоннокислого (0,4 г/литр - Н.Р.; 0,5 г/литр - У.Р.; 0, 6 г/литр - У.Р.; 0,7 г/литр - У.Р.; 0,8 г/литр - Н.Р.); электролит - водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония (4 г/литр - Н.Р.; 5 г/литр - У.Р.; 6 г/литр - У.Р.; 7 г/литр - У.Р.; 8 г/литр - Н.Р.) и от 0,6 до 0,7 г/л лимонной кислоты (0,4 г/литр - Н.Р.; 0,5 г/литр - У.Р.; 0, 6 г/литр - У.Р.; 0,7 г/литр - У.Р.; 0,8 г/литр - Н.Р.); температура от 85°C до 95°C (81°C - Н.Р.; 85°C - У.Р.; 90°C - У.Р.; 95°C - У.Р.; 99°C - Н.Р.), время обработки от 1,5 до 3,5 минут для каждого этапа обработки: (1,0 мин. - Н.Р.; 1,5 мин. - У.Р.; 2,0 мин. - У.Р.; 2,5 мин. - У.Р.; 3,0 мин. - У.Р.; 3,5 мин. - У.Р.; 4,0 мин. - Н.Р.). Обработка без переворачивания торсиона – (Н.Р.). Обработка проводилась до получения пластины торсиона с заданными значениями шероховатости поверхности и радиусом скругления кромок.
По сравнению с используемым механическим способом полирования производительность процесса по предлагаемому способу, в среднем, в 6-7 раз выше. Исходная шероховатость поверхности Ra 0,65..0,45 мкм после обработки предлагаемым способом улучшается до Ra 0,03..0,02 мкм. Кромки пластины торсиона скругляются радиусом до 0,15 мм, ресурс возрастает в 1,4 - 1,5 раз.
Использование способа электролитно-плазменного полирования поверхности и скругления кромок пластин торсиона несущего винта вертолета, включающего следующие признаки: закрепление пластины торсиона на оснастке, приложение к пластине торсиона электрического потенциала от 270 В до 310 В относительно стенок ванны, погружение пластины торсиона в электролит; формирование парогазового слоя между электролитом и пластиной торсиона; использование пластины торсиона, выполненной из легированной стали; использование электролита, содержащего от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л аммония лимоннокислого или электролита содержащего от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л лимонной кислоты; проведение полирования при температуре от 85°C до 95°C в две стадии: располагая вначале пластины торсиона горизонтально одной из ее кромок вверх и обрабатывая в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит, затем переворачивая пластину торсиона на 180 градусов относительно ее продольной оси, располагая пластину торсиона противоположной кромкой вверх и обрабатывая ее в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит до получения пластины торсиона с заданными значениями шероховатости поверхности и радиусом скругления кромок; использование для закрепления пластины торсиона и подачи на него электрического потенциала оснастки с кольцевыми металлическими зажимами, которые располагают вокруг, по крайне мере двух, конструктивных отверстий пластины торсиона, концентрично этим отверстиям, с отступами от края отверстия и от зоны обработки пластины торсиона от 1,5 до 3 мм, позволяют достичь технического результата заявляемого способа - повысить качество полирования и закругления кромок пластин торсиона, а также повысить эксплуатационные характеристики торсионов при снижении трудоемкости процесса их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ЛОПАТКИ ТУРБОМАШИНЫ | 2023 |
|
RU2806352C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК ТУРБОМАШИН | 2022 |
|
RU2784942C1 |
| СПОСОБ ОБРАБОТКИ КРОМОК ПЛАСТИНЧАТОГО ТОРСИОНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715397C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ПЛАСТИНЧАТОГО ТОРСИНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2014 |
|
RU2556251C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2014 |
|
RU2551344C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В МАГНИТНОМ ПОЛЕ В УСЛОВИЯХ ПОНИЖЕННОГО ДАВЛЕНИЯ | 2023 |
|
RU2828005C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В РАЗРЕЖЕННОЙ АТМОСФЕРЕ | 2023 |
|
RU2817245C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2023 |
|
RU2820693C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ | 2023 |
|
RU2821036C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2566139C2 |
Изобретение относится к технологии электролитно-плазменного полирования поверхности деталей из легированных сталей и может быть использовано для повышения эксплуатационных характеристик пластинчатых торсионов несущих винтов вертолетов. Способ включает закрепление пластины торсиона в оснастке, приложение к пластине торсиона положительного потенциала относительно стенок ванны-электрода и погружение пластины торсиона в электролит, формирование парогазового слоя между электролитом и пластиной торсиона. При этом используют пластину торсиона из легированной стали, прикладывают к пластине торсиона электрический потенциал от 270 В до 310 В, используют в качестве электролита водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л аммония лимоннокислого или лимонной кислоты, при этом вначале располагают пластину торсиона горизонтально, одной из ее кромок вверх, и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит, затем переворачивают пластину торсиона на 180 градусов и также обрабатывают противоположную кромку. Технический результат: повышение качества полирования и закругления кромок пластинчатого торсиона, а также повышение эксплуатационных характеристик торсионов при снижении трудоемкости процесса их обработки. 1 з.п. ф-лы, 3 ил.
1. Способ электролитно-плазменного полирования поверхности и скругления кромок пластины торсиона несущего винта вертолета, включающий закрепление пластины торсиона в оснастке, приложение к пластине торсиона положительного потенциала относительно стенок ванны-электрода и погружение пластины торсиона в электролит, формирование парогазового слоя между электролитом и пластиной торсиона, отличающийся тем, что используют пластину торсиона, выполненную из легированной стали, прикладывают к пластине торсиона электрический потенциал от 270 В до 310 В, используют в качестве электролита водный раствор, содержащий от 6 до 7 г/л соли сульфата аммония и от 0,6 до 0,7 г/л аммония лимоннокислого или от 0,6 до 0,7 г/л лимонной кислоты, а полирование проводят при температуре от 85°C до 95°C в две стадии: вначале располагают пластины торсиона горизонтально, одной из ее кромок вверх, и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит, затем переворачивают пластину торсиона на 180 градусов относительно ее продольной оси, располагают пластину торсиона противоположной кромкой вверх и обрабатывают в течение от 1,5 до 3,5 минут при полном погружении пластины в электролит до получения пластины торсиона с заданными значениями шероховатости поверхности и радиусом скругления кромок.
2. Способ по п.1, отличающийся тем, что для закрепления пластины торсиона и подачи на него электрического потенциала используют оснастку с кольцевыми металлическими зажимами, которые располагают вокруг, по крайне мере двух, конструктивных отверстий пластины торсиона, концентрично этим отверстиям, с отступами от края отверстия и от зоны обработки пластины торсиона от 1,5 до 3 мм.
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2013 |
|
RU2552203C2 |
| СПОСОБ ОБРАБОТКИ КРОМОК ПЛАСТИНЧАТОГО ТОРСИОНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715397C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ПЛАСТИНЧАТОГО ТОРСИНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2014 |
|
RU2556251C1 |
| US 5028304 A1, 02.07.1991. | |||

