Изобретение относится к машиностроению, в частности к составам для образования антифрикционного приработочного покрытия на трущихся поверхностях деталей, и позволяет снизить шероховатость приработанных поверхностей и начальный износ деталей.
В настоящее время для получения антифрикционных покрытий на деталях наиболее распространены составы, содержащие дисульфид молибдена. Однако состав имеет недостатки, в частности, дисульфид молибдена смывается с поверхности трения в процессе приработки под действием смазки, что существенно снижает эффективность таких покрытий.
Известен состав для нанесений антифрикционных покрытий на меди и медных сплавов, имеющий следующее соотношение компонентов: мас.1
олеиновая кислота0,3-1,0;
изопропиловый спирт 4-7;
соляная кислота2-3;
глицериностальное
Основой является глицерин. Смесь технического глицерина и соляной кислоты вследствие химической активности по отношению к остальным деталям восстанавливает окисную пленку стальной поверхности.
Недостатком является наличие соляной кислоты, приводящей к интенсивной коррозии, а также повышенная вязкость состава, ухудшающая его технологичность
Целью изобретения является уменьшение износа и шероховатости приработанных деталей.
Для этого предлагается использовать состав, содержащий в качестве неорганической кислоты ортофосфорную кислоту и дополнительно формалин, хлорид меди и воду при следующем соотношении компонентов, мас.%: хлорид меди0,625-2,5
ортофосфорная кислота 0,125-0,5 формалин1,3-5
водаостальное
Хлорид меди используется для получения на поверхности медной пленки, Ортофосфорная кислота вводится в состав для образования фосфатных пленок, способст- вующих ускорению приработки и снятию окисных пленок, что ведет к более прочному сцеплению пленки меди с основным металлом. Формалин является активным восстановителем меди на поверхности металла.
сл
с
XI VI оо
л
о сл
Выбор количественного содержания компонентов состава обусловлен следующим.
Введение хлорида меди в количестве менее 0,625 ведет к уменьшению слоя меди, образующегося при трении, а увеличение свыше 2,5 мас.% не выгодно из экономических соображений. Содержание ортофос- форной кислоты менее 0,125 мас.% не обеспечивает снятия окисных пленок и ускорения приработки. Увеличение ортофос- форной кислоты свыше 0,5 мас.% приводит к интенсивному наводораживанию поверхности металла, что уменьшает адгезию меди к основному металлу. Содержание в составе менее 1,3 мас.% формалина ведет к ослаблению выделения меди на поверхностях трения, а свыше 5 мас.% - к снятию излишка меди в процессе трения с поверхности детали и образованию осадка.
Для проведения испытаний при отработке оптимального состава были приготовлены составы с различным содержанием указанных компонентов, приведенные в табл. 1.
Составы готовили следующим образом: в емкость наливали необходимое количество воды, затем в нее последовательно добавляли формалин, ортофосфорную кислоту, хлорид меди. Полученную смесь нагревали при постоянном перемешивании, до кипения и кипятили до 5 мин (до полного растворения порошк-а хлорида меди).
Полученные растворы после остывания до 20°С наносили на прирабатываемые поверхности образцов, смазав поверхность трения тонким слоем раствора. Затем проводили натирание войлочным диском в течение 30 с при давлении 0,02...0,03 МПа. При этом на поверхности образовалось блестящее медное покрытие.
Антифрикционный состав износили на колодки, выполненные из серого чугуна СЧ25, имеющие шероховатость 0,63мкм. Рабочая поверхность колодок получена хо- никгованием.
Испытания полученных антифрикционных покрытий проводили на машине трения СМЦ-2. Время испытания 60 мин. После испытаний определяли износ колодки с использованием аналитических весов ВЛР-200М.
Шероховатость приработанных поверхностей колодок определяли при помощи профилографа-профилометра мод.201 завода Калибр.
Результаты лабораторных испытаний
приведены в табл.2.
Результаты испытаний показали, что
предлагаемые антифрикционные покрытия
эффективнее прототипа поизносу- в 1.72...3.23
раза, по шероховатости - в 1,5...2,4 раза, по
коэффициенту трения в 1.3...2,0 раза.
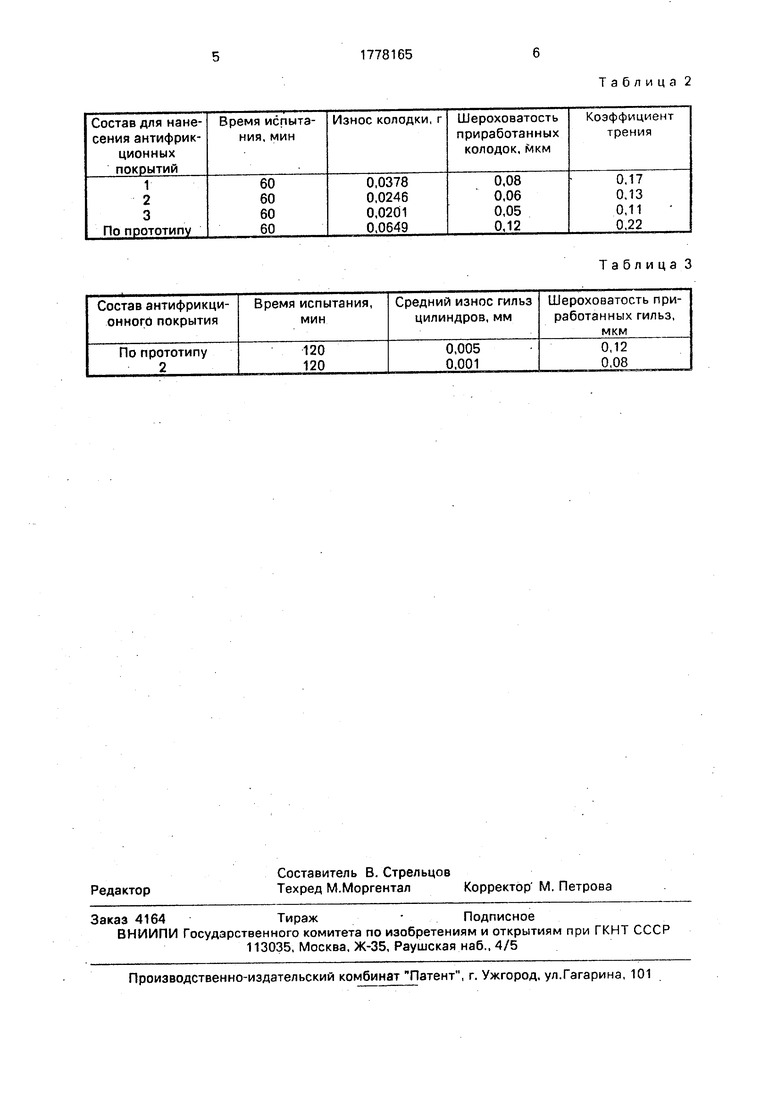
Для подтверждения эффективности выбранного состава на процесс снижения износа и ускорение приработки деталей двигателей, в частности гильз цилиндров, были проведены сравнительные стендовые испытания двигателей ЯМЗ-238 НБ в условиях мотороремонтного завода.
Перед испытаниями на двигатель были установлены гильзы цилиндров с ант.ифрик- ционными покрытиями по прототипу (2 шт.) и по предлагаемому составу 2 (2 шт.)
Для определения износа проводили микрометраж гильз (до и после обкатки дви- гателя ЯМЗ в течение 2 ч).
Результаты стендовых натурных испытаний приведены в табл.3.
Испытания показали, что износ гильз цилиндров после нанесения покрытия по предлагаемому составу уменьшился в Зраза по сравнению с прототипом. Шероховатость гильз цидиндров по сравнению с про- тотипом уменьшается в 1,5 раза.
Таким образом результаты лаборатор- ных и стендовых испытаний подтверждают эффективность предлагаемого состава. Формула изобретения Состав для нанесения антифрикционного покрытия, содержащий неорганическую кислоту, отличающийся тем, что, с целью снижения износа и шероховатости деталей, в качестве неорганической кислоты состав содержит ортофосфорную кислоту и дополнительно формалин, хлорид меди и воду при следующем соотношении компонентов, мас.%:
хлорид меди0,625-2,5;
ортофосфорная кислота 0,125-0,5; формалин.1,3-5,0;
водадо 100.
Таблица 1
Таблица 2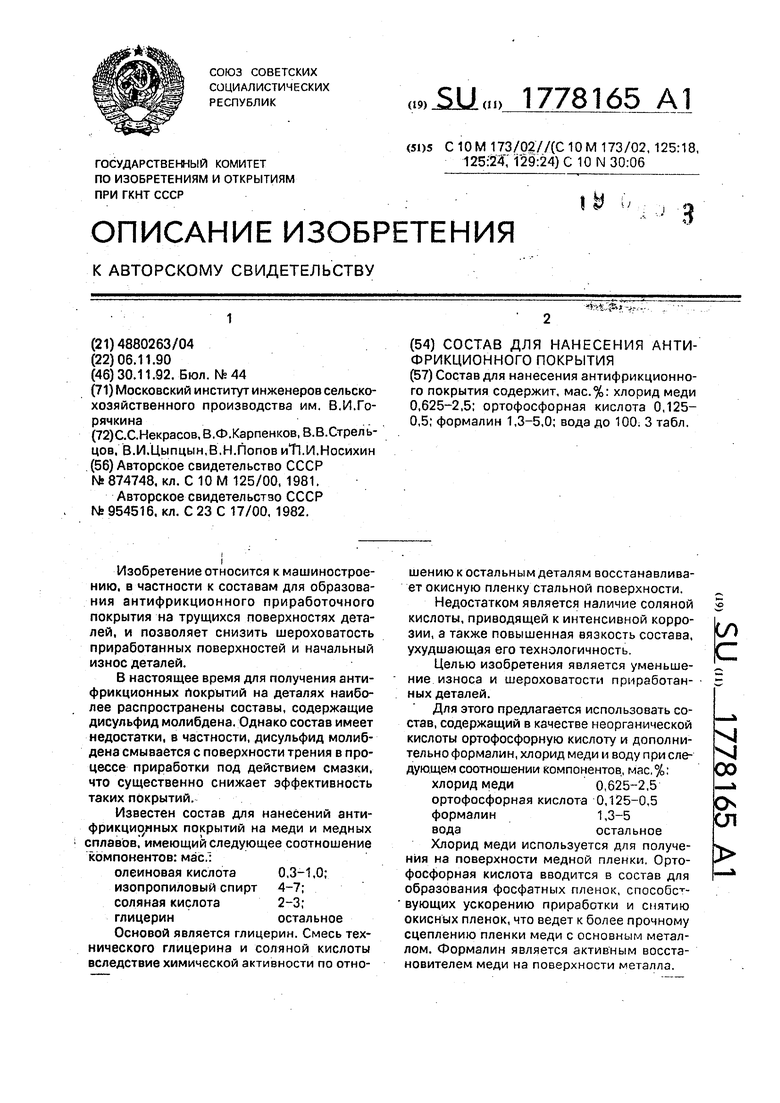

| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТРУЩИЕСЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1992 |
|
RU2041253C1 |
| СПОСОБ ОБРАБОТКИ ГИЛЬЗ ЦИЛИНДРОВ С НАКАТЫВАНИЕМ ПОВЕРХНОСТИ ПЕРЕД ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКОЙ (ФАБО) | 1996 |
|
RU2110391C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2069237C1 |
| ПРИРАБОТОЧНОЕ МАСЛО ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2005 |
|
RU2313565C2 |
| СОСТАВ ДЛЯ УСКОРЕНИЯ ПРИРАБОТКИ ДЕТАЛЕЙ ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЯ В ПЕРИОД СТЕНДОВОЙ ОБКАТКИ | 1997 |
|
RU2128686C1 |
| Смазочно-охлаждающая жидкость для алмазного выглаживания сталей | 1985 |
|
SU1247410A1 |
| Способ изготовления деталей с антифрикционным покрытием и состав антифрикционного покрытия | 1986 |
|
SU1456283A1 |
| СПОСОБ ПРИРАБОТКИ ЧЕРВЯЧНЫХ ПЕРЕДАЧ | 2017 |
|
RU2651398C1 |
| ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ И ТЕХНИЧЕСКИМ ЖИДКОСТЯМ | 1993 |
|
RU2064971C1 |
| ПРИРАБОТОЧНОЕ МАСЛО ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2089598C1 |
Состав для нанесения антифрикционного покрытия содержит, мас.%: хлорид меди 0,625-2,5; ортофосфорная кислота 0,125- 0,5; формалин 1,3-5,0; вода до 100. 3 табл.
Таблица 3
| Антифрикционная паста "эдма-10 | 1976 |
|
SU874748A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Поверхностно-активная среда для нанесения натиранием покрытий из меди и медных сплавов | 1980 |
|
SU954516A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
