Изобретение относится к адъюстажно- му оборудованию прокатного производства, в частности, к оборудованию для продольного разделения полос и может быть использовано для контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах.
Известно устройство, реализующее способ контроля отклонения боковых кромок полосы с использованием установленных перед кромкообрезными ножницами датчиков контроля.
Известен способ контроля отклонения боковых кромок полосы от прямолинейного направления, включающий контроль отклонения посредством датчиков, установленных перед кромкообрезными ножницами, и устранение отклонения перемещением ножниц.
Известно также устройство, реализующее способ контроля отклонения боковых кромок полосы от прямолинейного направления, содержащее датчики контроля, уста- новленные перед кромкообрезными ножницами и связанные с механизмом перемещения ножниц.
В известном решении устранение отклонения осуществляется перемещением самих ножниц, которые имеют большую массу, следовательно, требуются большие дополнительные расходы энергии, Для перемещения ножниц используется специаль- ный механизм, что увеличивает металлоемкость ножниц. При износе ножей в случае разности диаметров одной из пар при порезке этим способом не исключается кривизна кромки.
Наиболее близким решением по технической сущности и достигаемому результату является способ контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах, включающий контроль этого отклонения после выхода порезанной ее части из ножниц путем непрерывного сравнения положений боковых кромок порезанной части полосы с использованием измерительной и регулирующей аппаратуры и устранение отклонения боковых кромок полосы.
Известно также устройство, реализующее указанный способ контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах, содержащее датчики контроля отклонения боковых кромок полосы от прямолинейного направления, установленные за ножницами и электрически связанные с измерительной и регулирующей аппаратурой. Данное устройство содержит также несколько редукторов в кинематической цепи привод - ножи. Оператор, изменяя передаточные числа редукторов, изменяет тем самым соотношение оборотов дисков ножей ножниц.
Недостатками известных способа и устройства являются низкий выход годного и невысокая производительность.
Целью изобретения является увеличение выхода годного за счет повышения качества получаемых листов и повышение производительности за счет устранения кривизны кромки полосы без остановки ножниц.
Указанная цель достигается тем, что в способе контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах, включающем контроль этого отклонения после выхода порезанной ее части из ножниц путем непрерывного сравнения положений боковых кромок порезанной части полосы с использованием измерительной и регулирующей аппаратуры и устранение отклонения боковых кромок полосы, при непрерывном сравнении положения боковых кромок порезанной части полосы осуществляют одновременно измерение диаметров дисков
ножей ножниц, а устранение отклонения боковых кромок полосы от прямолинейного направления в случае равенства диаметров дисков ножей какой-либо пары осуществляют изменением температуры этой пары но5 жей до достижения прямолинейного направления боковых кромок порезанной части полосы, в случае неравенства диаметров дисков ножей какой-либо пары - изменением температуры одного диска этой
0 пары до достижения прямолинейного направления боковых кромок порезанной части полосы, при этом после достижения прямолинейного направления боковых кромок порезанной части полосы температур5 ное воздействие на диски ножей прекращают.
Для достижения поставленной цели в устройстве контроля отклонения боковых кромок полосы от прямолинейного направ0 ления при резке на дисковых ножницах, содержащем датчики контроля отклонения боковых кромок полосы от прямолинейного направления, установленные за ножницами .и электрически связанные с измерительной
5 и регулирующей аппаратурой, датчики контроля отклонения боковых кромок полосы выполнены в виде датчиков давления, а измерительная и регулирующая аппаратура выполнена в виде регуляторов температуры
0 с блоками управления, датчиков диаметров дисков ножниц, блока вычитания, блока определения полярности напряжения, первого и второго блоков сравнения, релейного блока с зоной нечувствительности, первого
5 и второго сдвоенных замыкающихся управляемых ключей, первого и второго переключающихся контактов, при этом регуляторы температуры установлены у каждого диска и охватывают их, выходы датчиков давления
0 подключены к входам блока вычитания, выход которого через релейный блок соединен с входом блока определения полярности напряжения, первый и второй выходы блока определения полярности напряжения под5 ключены к входам соответственно первого ключа, первого переключающегося контакта и второго ключа, второго переключающегося контакта, выходы первого ключа и первого переключающегося контакта сое- динены попарно и подключены к выходам
блока управления регуляторами одной пары дисков, выходы датчиков диаметров которых соединены с входами первого блока сравнения, выходы второго ключа и второго переключающегося контакта также соединены попарно и подключены к входам блока управления регуляторами другой пары дисков, выходы датчиков диаметров которых соединены с входами второго блока сравнения, выходы Равно первого и второго блоков сравнения подключены к управляющим входам соответственно первого и второго ключа, а выходы Больше первого и второго блоков сравнения - к управляющим входам соответственно первого и второго переключающихся контактов.
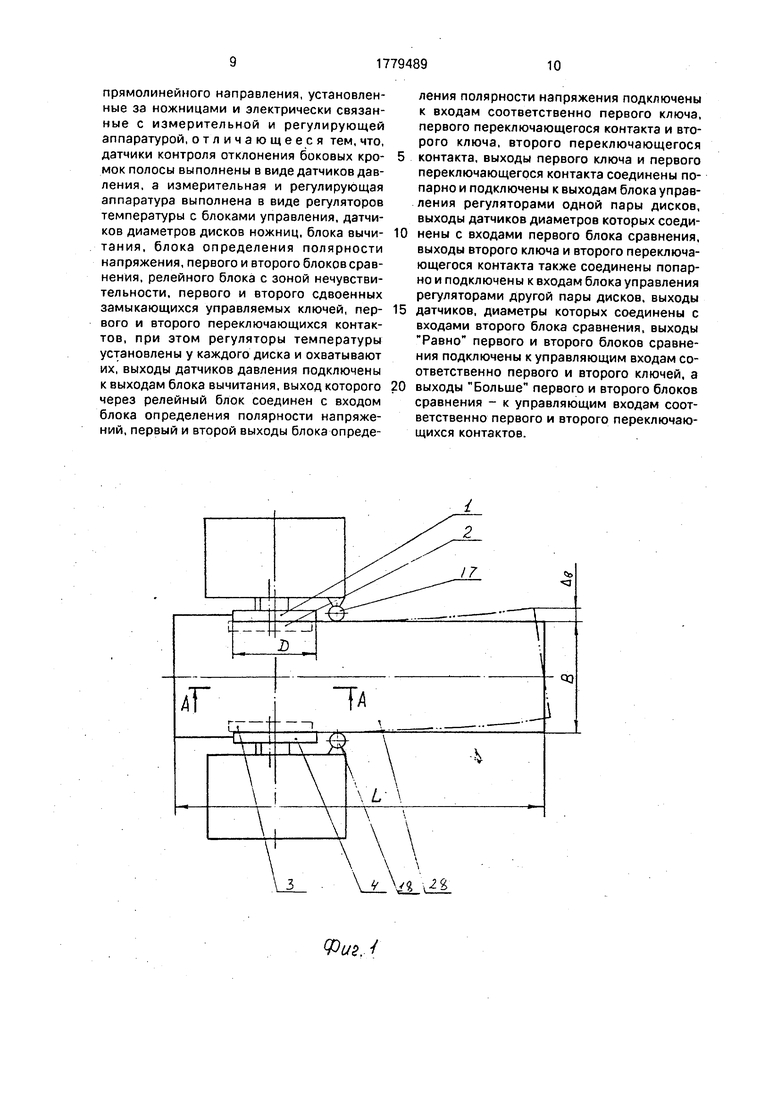
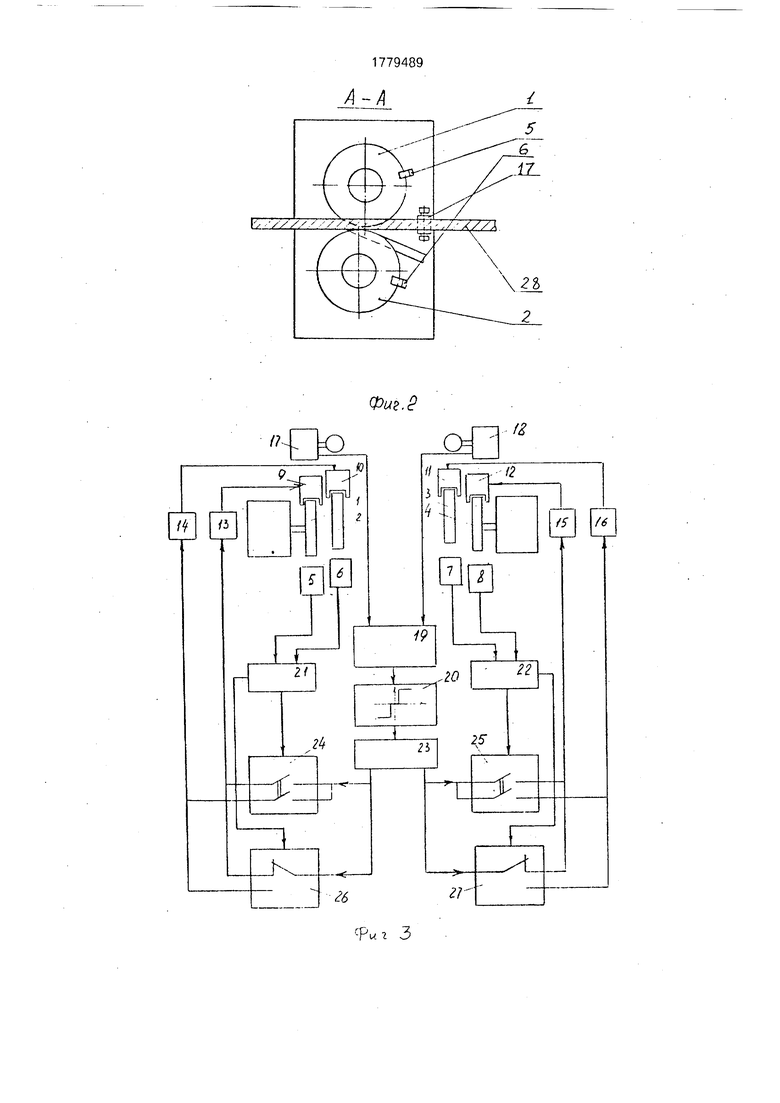
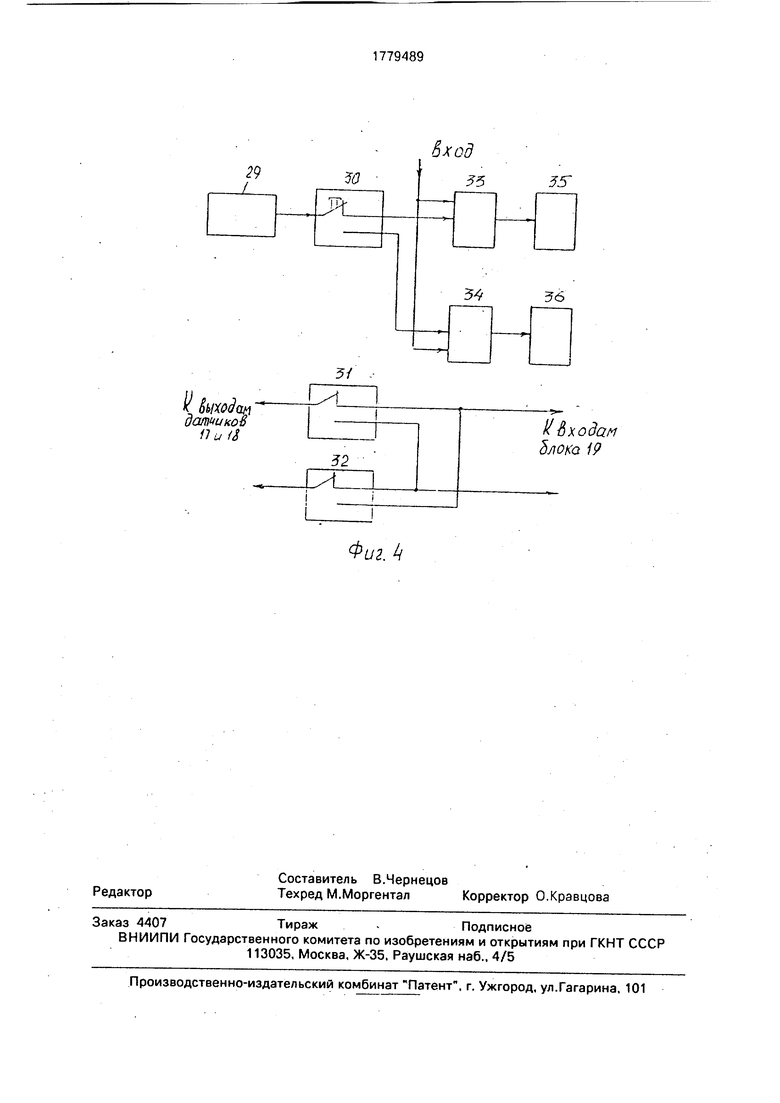
На фиг.1 изображены дисковые ножницы при обрезке на них кромок листов; на фиг.2 - разрез А-А на фиг.1; на фиг.З - функциональная схема устройства контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах; на фиг.4 - блок управления регуляторами температуры.
При порезке кромок листов на дисковых ножницах порезанная часть листа вследствие различных факторов (например, различная скорость вращения дисков ножей ножниц) может отклониться от заданного положения (сплошная линия на величину Л В (фиг.1), что приведет к серповидности листа. Воздействуя на диаметры D дисков ножей ножниц при помощи регуляторов температуры, можно устранить появление серповидности листа. Так, если полоса уходит влево после ножниц (фиг.1), то сигнал с левого датчика давления будет больше, чем с правого. При этом, если диаметры дисков левой пары равны, то их одновременно нагревают. Если не равны, то нагревают диск с меньшим диаметром. Если температура левой пары дисков уже достаточно велика, что контролирует оператор, то необходимо воздействовать на правую пару дисков. При этом, если диаметры дисков правой пары равны между собой, то их охлаждают. Если не равны, то охлаждают диск с большим диаметром. Кроме того, возможно одновременное воздействие на обе пары дисков, так, как описано выше. Воздействие прекращают при установлении равенства боковых давлений.
Датчики диаметров могут быть оптоэ- лектронноготипа. Оптические линейки и осветители устанавливаются напротив друг друга по разные стороны от диска у его кромки. Среднее значение сигнала с оптической линейки соответствует диаметру диска (фиг.2).
Устройство контроля отклонения боковых кромок полосы (фиг.З) выполнено следующим образом. Оно включает дисковые ножницы с дисками 1-4, датчики 5-8 диамет- ровдисков ножей, регуляторы 9-12 температуры дисков ножей с блоками управления 13-16 соответственно, датчики 17, 18 бокового давления полосы, блок 19 вычитания, релейный блок 20 с зоной нечувствительно0 сти, блоки 21 и 22 сравнения, блок 23 определения полярности напряжения, сдвоенные замыкающиеся, управляемые ключи 24. 25 и переключающиеся контакты 26 и 27.
5Регуляторы включают охладители, например сопла для подачи водовоздушной смеси, и нагреватели индукционного типа с токами высокой или промышленной частоты, с газовыми горелками или инфракрасно0 го излучения. Они установлены у каждого диска. Выходы датчиков 17 и 18 подключены к входам блока 19 вычитания, выход которого через релейный блок 20 соединен с входом блока 23 определения полярности
5 напряжения. Первый выход блока 23 через ключ 24 и контакт 26 соединены с входами блоков 13 и 14 управления регуляторами 9 и 10. Второй выход блока 23 подключен через ключ 25 и контакт 27 к блокам 15 и 16управ0 ления регуляторами 11 и 12. Выходы датчиков 5 и 6 диаметров дисков 1 и 2 соединены с входами блока 21 сравнения, выход Равно которого подключен к управляющему входу ключа 24, а выход Больше к управ5 ляющему входу контакта 26. Выходы датчиков 7 и 8 диаметров дисков 3 и 4 соединены с входами блока 22 сравнения, выход Равно которого подключен к управляющему входу ключа 25, а выход Больше - к управ0 ляющему входу контакта 27.
Блоки 13-16 управления регуляторами температуры могут быть выполнены (фиг.4) в виде источника 29 питания, переключателя с контактами 30-32, логических элемен5 тов И 33 и 34 и двух электромагнитных реле 35 и 36 напряжения. Реле 35 своими контактами обеспечивает подачу сигнала на вклю- чение нагревателей, а реле 36 - на включение охладителей.
0При достаточно невысокой температуре
диска контакты переключателя находятся в положении, указанном на фиг.4. При подаче сигнала на вход блока включится реле 35, т.к. только на входах элемента И 33 имеются
5 оба сигнала. Осуществляется включение нагревателя и нагрев диска.
При высокой температуре диска, близкой к допустимой, контакты 30-32 переключаются. При подаче сигнала на вход блока включится реле 36, начнется охлаждение
диска. При этом контактами 31 и 32 меняются местами входы блока 19 вычитания.
Устройство работает следующим образом.
При обрезке кромок листа 28 датчики 17 и 18 измеряют боковые давления листа. Сигналы этих датчиков вычитаются в блоке 19, полученная разность преобразуется в блоке 20 в соответствии с его функциональной характеристикой и поступает в блок 23 определения полярности напряжения.
Если сигнал на входе блока 23 положительный (сигнал с датчика 17 больше сигнала с датчика 18), а диаметр дисков 1 и 2 равны, то контакты 24 замкнуты, и сигнал с первого выхода блока 23 поступает в блоки 13 и 14 управления регуляторами 9 и 10.
Включаются нагреватели, температура дисков 1 и 2 повышается, их диаметр увеличивается, что влияет на форму листа и снижает давление его на датчик 17, увеличивая давление на датчик 18. По достижении равенства между ними с точностью, определяемой зоной нечувствительности блока 20, нагревание дисков 1 и 2 прекращается.
Если сигнал на входе блока 23 положительный, а диаметры дисков 1 и 2 не равны друг другу, то сигнал с первого выхода блока 23 через контакт 26 обеспечивает включение нагревателя регулятора 9 или 10 диска с меньшим диаметром. Если диаметр диска
Iбольше диаметра диска 2, то сигнал с выхода Больше блока 21 переключает контакт 26 и обеспечивает тем самым подачу сигнала в блок 14 для нагрева диска 2.
Если лист уходит после обрезки в сторону датчика 18, то разность сигналов датчиков 17 и 18 на выходе блока 20 отрицательная, что предопределяет появление напряжения на втором выходе блока 23. Управление нагреванием дисков 3 и 4 осуществляется аналогично в функции показаний датчиков 7 и 8 диаметров дисков 3 и 4, При равенстве диаметров дисков 3 и 4 напряжение с блока 23 поступает через ключ 25 на включение нагревателей регуляторов
IIи 12. При неравенстве диаметров дисков 3 и 4 в зависимости от их соотношения осуществляется включение нагревателей одного из дисков через контакт 27.
Если температура дисков уже достаточно высока, то оператор в блоках управления 13-16 переключает управление с нагревателей на охладители. При этом переключателем (на фиг.З не показан) меняются местами входы блока 19 вычитание. Требуемый режим определяется оператором, исходя из конкретных условий работы,
Пример. При коэффициенте теплового расширения ,000012 , диаметре
ножа D 1400 мм при нагреве на At 10°С увеличение диаметра ножей A D равно: -a- At 1400 -0,000012 -10 0,168 мм.
При этом опережение A L края полосы
длиной L 30 м со стороны нагреваемого диска равно:
AL AD ,168 -30000/1400 3,6 мм.
Увеличение ширины b 120 мм ножей при нагреве на At 80°C составит: Ab b -a- At 120 0,000012 -80 0,115 мм.
Обычно боковой зазор при толщине листа h 10 мм устанавливают (0,05-0,08) h (0,5-0,8) мм. Следовательно, увеличение ширины листа не требует изменения бокового зазора. Можно также показать, что пе- рекрытие ножей также изменяется в
допустимых пределах.
При расчете изменения диаметров дисков, взятых как кольцо, были получены те же результаты.
Формула изобретения
1. Способ контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах, включающий контроль этого отклонения после выхода порезанной ее части из ножниц
путем непрерывного сравнения положения боковых кромок порезанной части полосы с использованием измерительной и регулиру-. ющей аппаратуры и устранение отклонения боковых кромок полосы, отличающийся
тем, что, с целью увеличения выхода годного за счет повышения качества получаемых листов и повышения производительности за счет устранения кривизны кромки полосы без остановки ножниц, при непрерывном
сравнении положения боковых кромок порезанной части полосы осуществляют одновременно измерение диаметров дисков ножей ножниц, а устранение отклонения боковых кромок полосы от прямолинейного
направления в случае равенства диаметров дисков ножей какой-либо пары осуществляют изменением температуры этой пары ножей до достижения прямолинейного направления боковых кромок порезанной
части полосы, при этом после достижения
прямолинейного направления боковых кромок порезанной части полосы температурное воздействие на диски ножей прекращают.
2. Устройство контроля отклонения боковых кромок полосы от прямолинейного направления при резке на дисковых ножницах, содержащее датчики контроля отклоне- ния боковых кромок полосы от
прямолинейного направления, установленные за ножницами и электрически связанные с измерительной и регулирующей аппаратурой, отличающееся тем, что, датчики контроля отклонения боковых кромок полосы выполнены в виде датчиков давления, а измерительная и регулирующая аппаратура выполнена в виде регуляторов температуры с блоками управления, датчиков диаметров дисков ножниц, блока вычитания, блока определения полярности напряжения, первого и второго блоков сравнения, релейного блока с зоной нечувствительности, первого и второго сдвоенных замыкающихся управляемых ключей, первого и второго переключающихся контактов, при этом регуляторы температуры установлены у каждого диска и охватывают их, выходы датчиков давления подключены к выходам блока вычитания, выход которого через релейный блок соединен с входом блока определения полярности напряжений, первый и второй выходы блока определения полярности напряжения подключены к входам соответственно первого ключа, первого переключающегося контакта и второго ключа, второго переключающегося
контакта, выходы первого ключа и первого переключающегося контакта соединены попарно и подключены к выходам блока управления регуляторами одной пары дисков, выходы датчиков диаметров которых соединены с входами первого блока сравнения, выходы второго ключа и второго переключающегося контакта также соединены попарно и подключены к входам блока управления регуляторами другой пары дисков, выходы
датчиков, диаметры которых соединены с входами второго блока сравнения, выходы Равно первого и второго блоков сравнения подключены к управляющим входам соответственно первого и второго ключей, а
выходы Больше первого и второго блоков сравнения - к управляющим входам соответственно первого и второго переключающихся контактов.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Устройство для обрезки кромок листов | 1990 |
|
SU1775238A1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1968 |
|
SU207660A1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Устройство для резки листового материала | 1990 |
|
SU1722714A1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ СТАЛИ ТОЛЩИНОЙ 2-6 ММ | 1995 |
|
RU2089355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| НОЖНИЦЫ ДИСКОВЫЕ С ПОДАЮЩИМИ РОЛИКАМИ | 2007 |
|
RU2382691C2 |
| Способ резки тонких металлических лент и дисковые ножницы для его осуществления | 1986 |
|
SU1400802A1 |
Использование: адъюстажное оборудование прокатного производства. Сущность изобретения: способ контроля отклонения включает контроль этого отклонения после выхода порезанной части полосы из ножниц путем непрерывного сравнения положений боковых кромок порезанной части полосы с использованием измерительной и регулирующей аппаратуры и устранение отклонения боковых кромок полосы. При непрерывном сравнении положения боковых кромок порезанной части полосы осуществляют одновременное измерение диаметров дисков ножей ножниц. Устранение отклонения боковых кромок полосы от прямолинейного направления в случае равенства диаметров дисков ножей какой-либо пары осуществляют изменением температуры этой пары ножей до достижения прямолинейного направления боковых кромок порезанной части полосы, в случае неравенства диаметров дисков ножей какой-либо пары - изме- нением температуры одного диска этой пары до достижения прямолинейного направления боковых кромок порезанной части полосы, при этом после достижения прямолинейного направления боковых кромок порезанной части полосы температурное воздействие на диски ножей прекращают. 2 с.п.ф-лы, 4 ил,
Фиг.
Фиг. 2
3
К А/Х0Л
далчико
llufS
1Й
Фиг. Ц
| БИОАКТИВНЫЙ ПРЕПАРАТ "ПРОПОЛИН" | 1997 |
|
RU2115336C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Фундамент под оборудование | 1979 |
|
SU903488A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
