29 30 27 8 79
.«
35
7 гдзо J / / /
Ф
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства перфорированных изделий из рулонного материала | 1984 |
|
SU1228944A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Устройство для электролитического вырезания образцов | 1979 |
|
SU953493A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| ДИСКОВЫЕ НОЖНИЦЫ | 2004 |
|
RU2317180C2 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2000 |
|
RU2187412C2 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
Изобретение относится к обработке металлов давлением, в частности к резке тонких металлических лент на полосы. Цель - повышение производительности и качества при резке тонких металлических лент на полосы. Способ резки тонких металлических лент на полосы включает продольную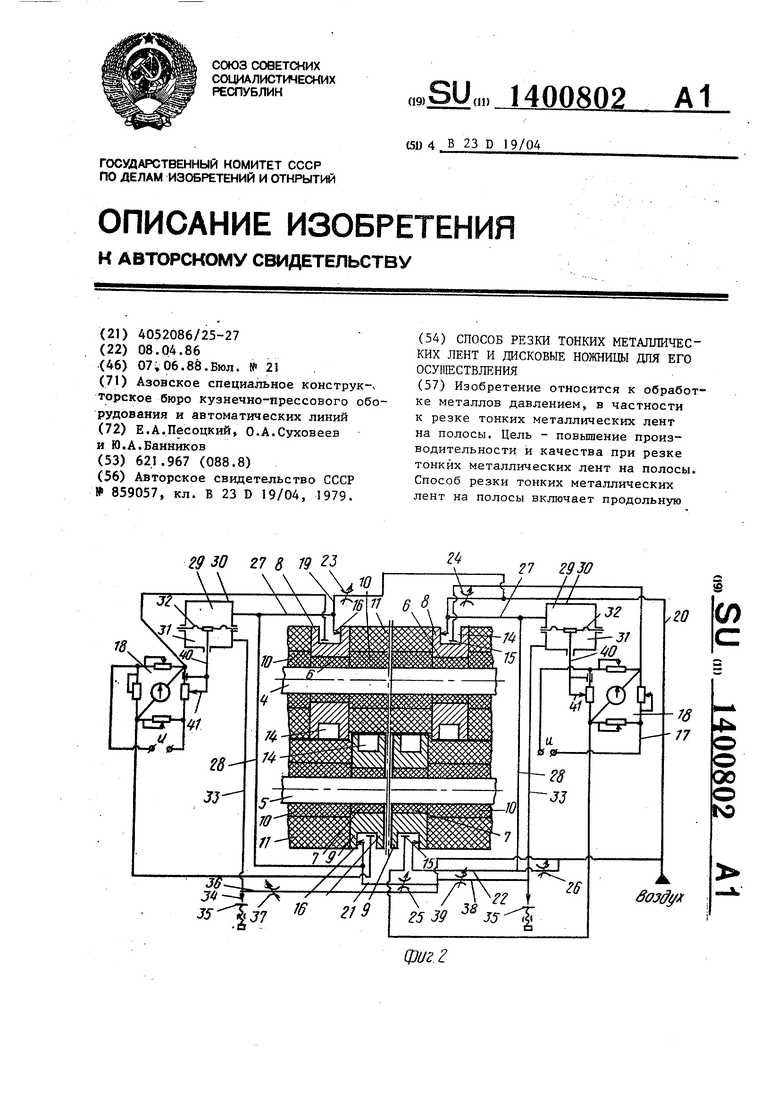
фиг. г
: резку дисковыми ножами со снятием заусенцев-с боковых кромок полос и ПОСТОЯННЫЙ контроль положения взаимо- :действующих в процессе резки диско- |вых ножей. При отклонении ножей от {номинального положения, определенно- 1го при настройке, к ним подводится электрический ток для оплавления за- 1усенцев. Дисковые ножницы содержат приводные валы- 4, 5, дисковые ножи 8, i9, мерные прокладки 6, 7 и узел при- жима. Ножи снабжены токоподводами 15, подключенными к выходу уравновеши- ;вающего электрического моста I Sj 1вход которого подключен к автономно
;1
i Изобретение относится к обработ- 1ке металлов давлением, в частности к 1резке тонких металлических лент на |полосы.
Цель изобретения - повышение про- |изводительности и качества резки тон ких металлических лент на полосы.
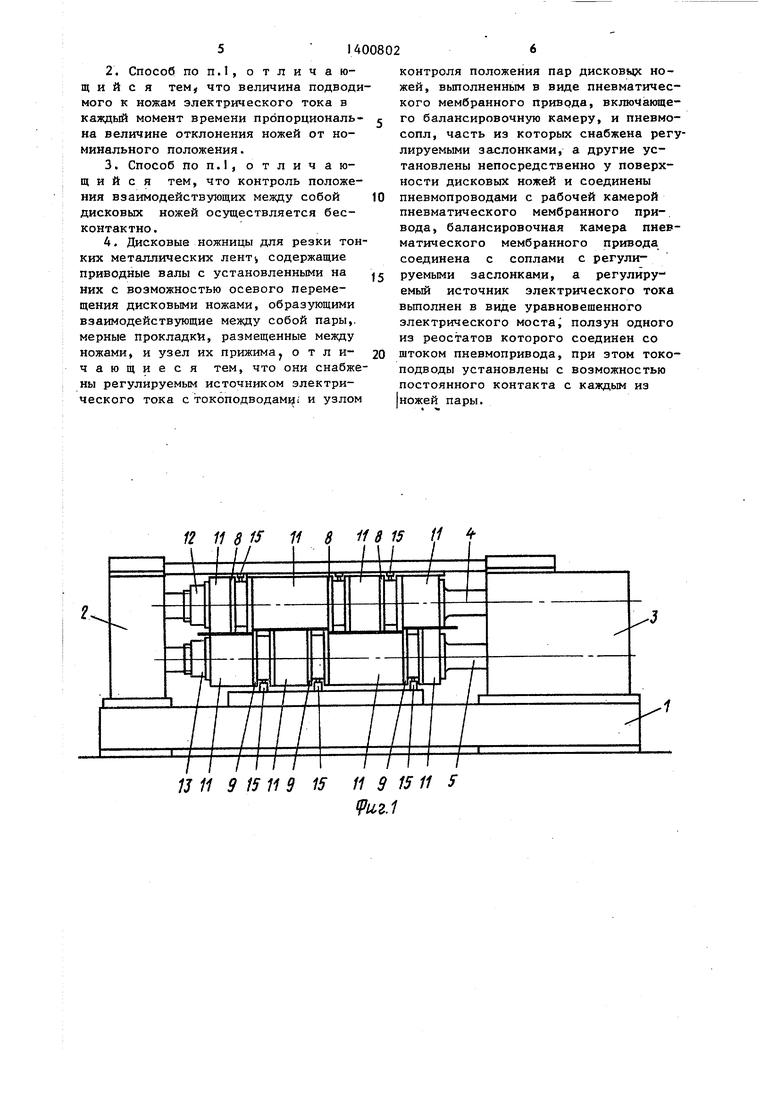
На фиг. 1 изображены дисковые ножницы для резки тонких метал- |лическ гх; лент, общий вид; на фиг. 2 - пневматическая и электрическая схемы контроля положения взаимодействующих между собой дисковых ножей и подвода к ним электрического тока; на фиг. З - раз- мещение пневмосопла V поверхности дискового ножа; на фиг.4 - установка токоподвода к дисковому ножу.
Способ резки тонких металлических лент включает продольную резку дисковыми ножами со снятием заусенцев с кромок и постоянный контроль положения взаимодействующих в процессе .резки дисковых ножей. При отклонении ножей от номинального положения к ним подводится электрический ток для оплавления заусенцев. Величина подводимого электрического тока в кажды момент времени пропорциональна вели- чине отклонения ножей от номинального положения. Контроль положения взаимодействующих между собой ножей осуществляется бесконтактно. Дисковые ножницы для резки тонких металлических дент содержат станину 1, на
му источнику тока, ползун 41 одного из реостатов уравновешивающего элекрического моста IВ соединен посредством штока 40 с мембраной 32 пневматического мембранного привода 30, рабочая камера 29 которого связана пневмопроводами с пневмосоплами 16, установленными непосредственного у поверхности взаимодействующих ножей 8, 9, а балансировочная камера 31 связана пневмопроводом с пневмосоп- лом 34, расположенным перед регулируемой заслонкой 35. 2 с. и 2 з.п. ф-лы, 4 ил.
0
5
,
0
которой смонтированы корпуса 2 и 3 с расположенными в них опорами приводных валов 4 и 5 и приводом (не показан). На валах 4 и 5 установлены с возможностью осевого перемещения посадочные втулки 6 и 7, вьтолненные из твердого изоляционного материала, например композитных пластмасс, фторопласта и т.д.На посадочных втулках 6 и 7 расположены дисковые ножи 8 и 9.
На валу 4 между ножами 8 и на валу 5 между ножами 9 расположены выполненные из твердого изоляционного материала мерные втулки 10, на которых насажены упругие втулки 11. Ножи 8 и мерные втулки 10 стягиваются на приводном валу 4 гайкой 12 и образуют верхний ножевой блок, а ножи 9 и мерные втулки 10 стягиваются на приводном валу 5 гайкой 13 и образуют нижний ножевой блок.
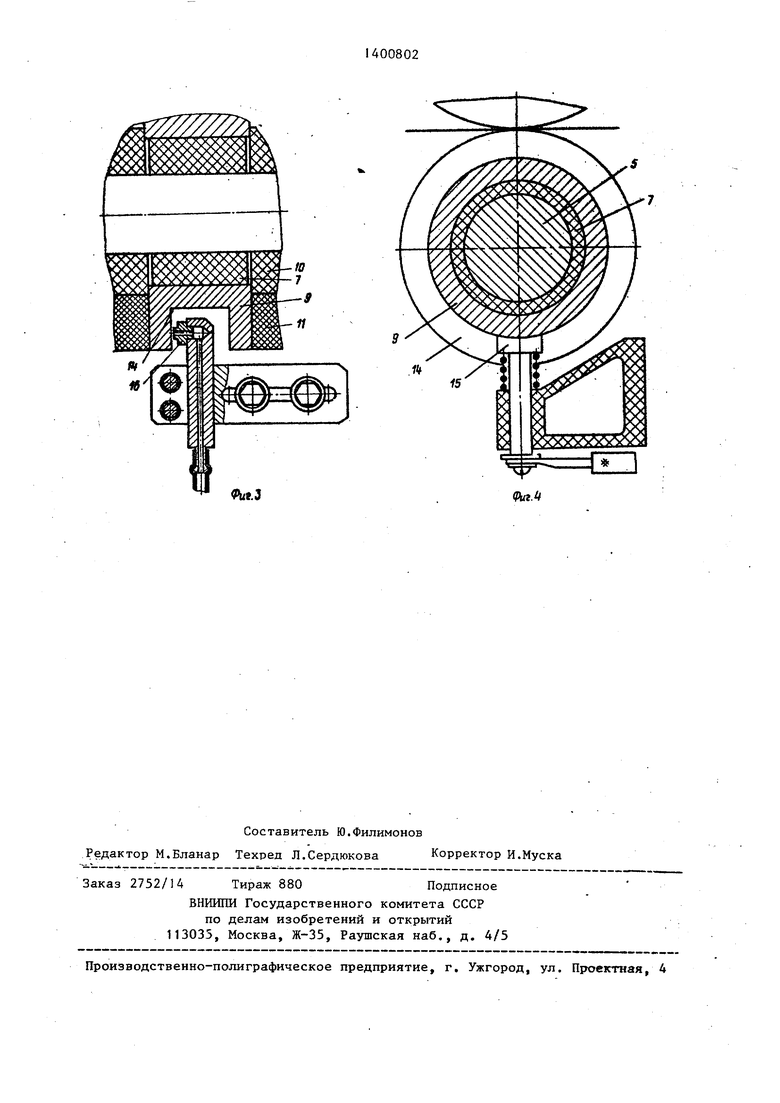
Рабочие поверхности каждого из ножей 8 и 9 снабжены пазами 14, в которых расположены токоподводы 15 и пнав- мосбпла 16. Токоподводы 15, подходящие к каждой паре взаимодействующих ножей 8 и 9, образуют автономную электрическую цепь 17, содержащую уравновешивающий электрический мост 18, питающийся от автономного источника тока.
Пневмосопла 16 верхних ножей 8 связаны с источником сжатого воздуха пневмопроводами 19 и 20, а пнев3
мосопла 16 нижних ножей 9 - пневмопроводами 21 и 22. Пневмопроводы 19 и 20 снабжены дросселями 23 и 24, а Пневмопроводы 21 и 22 - дросселями 25 и 26, предназначенными для стабилизации расхода воздуха. Пневмосопл 16, установленные у каждой пары ножей 8 и 9, образуют автономную контрольную пневмосистему, включающую Пневмопроводы 27 и 28, связывающие пневмосопла 16 верхнего ножа 8 и взаимодействующего с ним нижнего но жа 9 с верхней рабочей камерой 29i
двухкамерного мембранного привода 30, 15 в пневмопроводе, связьшающем пневмонижняя балансировочная камера 31 которого, отделенная от верхней мембраной с жестким центром 32, связана пневмоприводом 33 с пневмосоплом 34, напротив которого установлена регулируемая заслонка 35, Пневмосопла
34всех пар взаимодействующих ножей 8 и 9 (всех автономных контрольных пневмосистем) связаны с источником сжатого воздуха пневмопроводом 36
с дросселем 37 и пневмопроводом 38 с дросселем 39. Дроссели 37 и 39 предназначены для стабилизации расхода воздуха. Мембрана 32 снабжена штоком 40, связанным с ползуном 41 одного из реостатов уравновешивающего электрического моста 18.
Резку ленты осуществляют следующим образом.
Путем пробного реза устанавливают взаимодействующие ножи 8 и 9 в положение,когда заусенцы не образовываются. Затем включают подачу сжатого воздуха, который по пневмопроводам 20 и 19 поступает к пневмосоплам 16 верхних ножей 8, а по пневмопроводам 22 и 21 - к пневмосоплам 16 нижних ножей 9 и по пневмопроводам 36 и 38 к пневмосоплам 34. Одновременно с этим сжатьй воздух по пневмопроводам 27 и 28 поступает в верхние рабочие камеры 29 двухкамерных мембранных приводов 30 и воздействует на мембрану 32. Перемещая регулируемые заслонки
35перед пневмосоплами 34, связанными пневмопроводами 33 с нижними балансировочными камерами 31 двухкамерных мембранных приводов 30,создают
в камерах 31 такое противодавление давлению сжатого воздуха в камерах 29, что мембраны 32 щтоками 40 и ползунами 4 реостатов занимают положение, при котором ток на выходе уравновегаиваюших мостов, а следовательно, и на токоподводах 15 равен нулю
Дисковые ножницы настроены и готовы к резке тонких металлических лент на полосы.
Подлежащий оезке на полосы материал подают в ножницы между верхними 8 и нижними 9 дисковьии ножами и производят резку. В случае отклонения любого ножа от первоначального положения изменяется положение между плоскостью паза 14 и пневмосоплом 16, в результате чего изменяется давление
сопло 16 с верхней рабочей камерой 29 соответствующего двухкамерного мембранного п-ривода 30, а следовательно, изменяется давление и в самой
камере 29. Мембраны 32 под действием измененного давления в верхней рабочей камере 29 перемещаются. Вместе с мембраной 32 перемещается шток 40 и ползун 41 одного из реостатов уравновещивающего электрического моста 8, тем самым нарущая его равновесие. На выходе уравновешивающего электрического моста 18, а следовательно, и на токоподводах 15 появляется ток,
который, проходя между взаимодейст-. вующими верхним 8 и нижним 9 -, ножами оплавляет заусенец. Чем .больше зазор между взаимодействующими ножами 8 и 9 (чем больше получаемый
заусенец), тем больше возрастает давление в верхней рабочей камере 29 двухкамерного мембранного привода 30, тем больше перемещается мембрана 32 со штоком 40 и ползуном 41 реоста 3, а следовательно, тем больше и величина тока, подводящегося к ножам 8 и 9. Сила тока выбирается таким образом, что оплавляется только заусенец.
Формула изобретения
ножами со снятием заусенцев с кромок, отличающийся тем, что, с целью повьщ1ения производительности и качества изделий, снятие заусенцев осуществляют оплавлением путем подводаэлектрического тока к дисковым ножам, при этом момент подвода электрического тока определяют по отклонению дисковых ножей от номинального положения .
5 140
/J 11 9 15 11 9 15 11 9 15 11 5
Щг.1
с
10
0
5
контроля положения пар дисковых ножей, выполненным в виде пневматического мембранного привода, включ1ающе- го балансировочную камеру, и пневмо- сопл, часть из которых снабжена регулируемыми заслонками, а другие установлены непосредственно у поверхности дисковых ножей и соединены пневмопроводами с рабочей камерой пневматического мембранного привода, балансировочная камера пневматического мембранного привода соединена с соплами с регулируемыми заслонками, а регулируемый источник электрического тока выполнен в виде уравновешенного электрического моста; ползун одного из реостатов которого соединен со штоком пневмопривода, при этом токо- подводы установлены с возможностью постоянного контакта с каждьм из ножей пары.
.3
.П
РиаМ
| Дисковые ножницы | 1979 |
|
SU859057A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
