1
Изобретение относится к измери- тельной технике, а именно к сред- ствам контроля диаметра конических и цилиндрических резьб деталей машиностроения.
Целью изобретения является расширение номенклатуры контролируемых деталей за счет возможности .самоустановки измерительного наконечника по контролируемой резьбе.
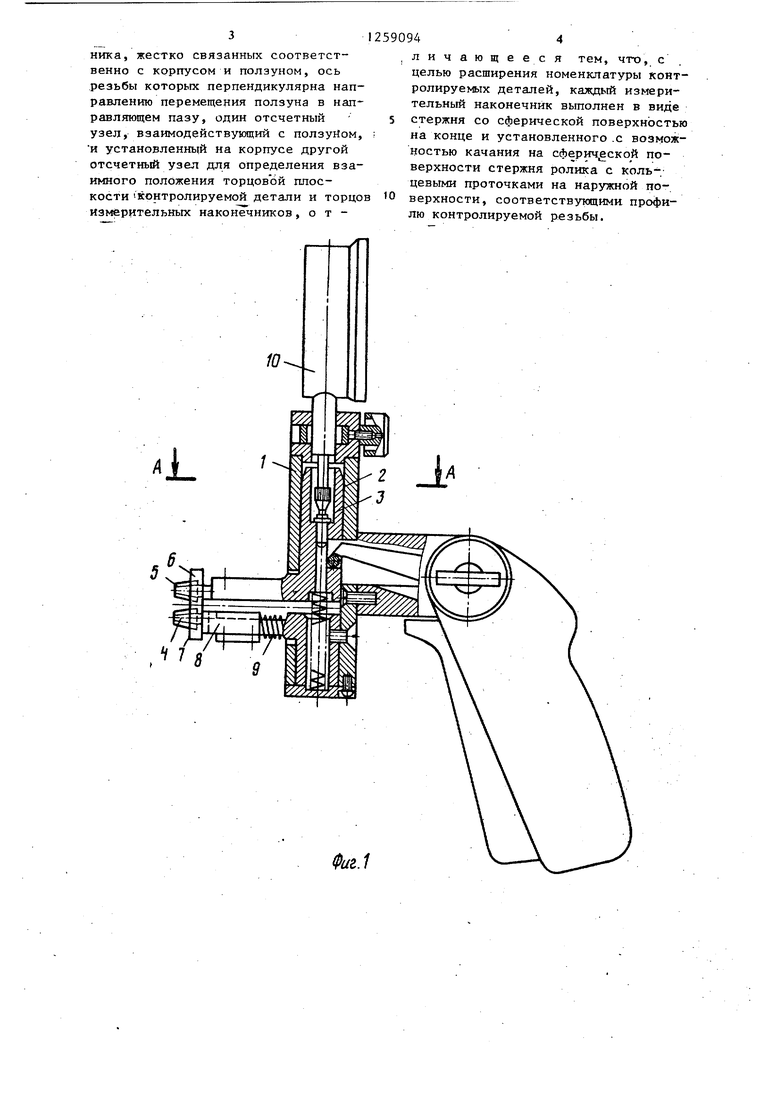
На фиг.1 изображено устройство для контроля диаметра внутренних резьб, общий вид; ria фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Устройство содержит корпус 1 с направляющим пазом 2, ползун 3, установленный в направляющем пазу 2, два измерительных, резьбовых наконечника 4 и 5, один из которых жестко связан с корпусом 1, другой с ползуном 3. Резьбовые измерительные наконечники имеют профиль конической резьбы. На них с зазором помещено кольцо 6, имеющее опорную плоскость 7, вьтолненнув: перпендикулярно оси резьбы наконечников 4 и 5. Кольцо 6 закреплено на подвижной вдоль оси резьбы пленке 8, подпружиненной пружиной 9. На корпусе 1 закреплены два отсчетных узла 10 и П. Отсчетный узел 10 взаимодействует с ползуном 3 и предназначен для контроля диаметра резьбы, а отсчетный узел 11 взаимодействует с планкой 8 и предназначен для определения положения опорной плоскости 7 кольца 6 относигельйо измерительных наконечников.
Каждый измерительный наконечник выполнен в виде стержня 12 со сферической поверхностью 13 на конце и установленного с возможностью качания на сферической поверхности 13 стержня 12 ролика 14 с кольцевыми проточками на наружной поверхности, соответствующими профилю контролируемой резьбы. Стержни 12 установлены в посадочные отверстия корпуса 1 и ползуна 3 и закреплены винтами 15. Фиксация роликов 14 на сфери ческой поверхности 13 осуществляетс с помощью втулки 16 и пробки 17. Мужду поверхностью отверстия втулки 16 и стержнем 12 имеется зазор, который позволяет ролику 14 совер-, шать разворот на сферической поверх590942
ности I3 на углы подъема измеряемых резьб.
Устройство работает следующим образом.
5 Предварительно производят настройку устройства по эталону с резьбой, соответствующей контролируемой бе. При настройке зталон должен взаимодействовать с опорной плос10. костью 7 кольца 6, что достигается за счет поворота эталона на резьбовых наконечниках 4 и 5. В этом поло- жении отсчетные узлы 10 и II устанавливают на нуль.
15 При контроле резьбовые измерительные наконечники 4 и 5 вводят в резы бовое отверстие контролируемой детали 18 до соприкосновения плоскости 7 кольца 6 с торцовой плоскостью дета20 ли. Затем раздвигают наконечники до полного взаимодействия их с контролируемой резьбой. Если при этом отсчетный узел 11 не показывает нуль, то производят доворот наконеч25 НИКОВ 4 и 5 по резьбе детали до тех пор, пока не установится нуль. Нулевое показание отсчетного узла 11 означает, что взаимное положение торца контролируемой детали (опорная
30 плоскость 7 кольца 6) и торца наконечников одинаково с ранее настроенным по эталону. После чего производят определеТ1ие .значения контролируемого диаметра резьбы по пока,, заниям отсчетного узла 10. JJ I Размещение роликов 14 на сферической поверхности 13 позволяет совершить роликам разворот на угол подъема резьбы контролируемых
40 деталей. Этим достигается полное прилегание боковых поверхностей профиля ре.зьбы роликов с боковыми поверхностями контролируемой резьбы. Предлагаемые наконечники 4 и 5 ,
45 обеспечивают возможность измерения с помощью одних и тех же измерительных роликов резьбы одинакового шага, но разных диаметров, что расширяет номенклатуру контролируемых
50 изделий.
Формула изобретения
Устройство для контроля диаметра 55 внутренних резьб, содержащее корпус с направляющим пазом, ползун, установленный в направляющем пазу, два измерительных резьбовых наконечника, жестко связанных соответственно с корпусом и ползуном, ось резьбы которых перпендикулярна направлению перемещения ползуна в направляющем пазу, один отсчетный узел, взаимодействующий с ползуйом, и установленнь1й на корпусе другой отсчетный узел для определения взаимного положения торцовой плоскости Контролируемой детали и торцо измерительных наконечников, о т ;
2590944
.личающееся тем, что, с целью расширения номенклатуры контролируемых деталей, каждый измерительный наконечник выполнен в виде стержня со сферической поверхностью на конце и установленного .с возможностью качания на сферической поверхности стержня ролика с коль-.- цевыми проточками на наружной поверхности, соответствующими профилю контролируемой резьбы.
10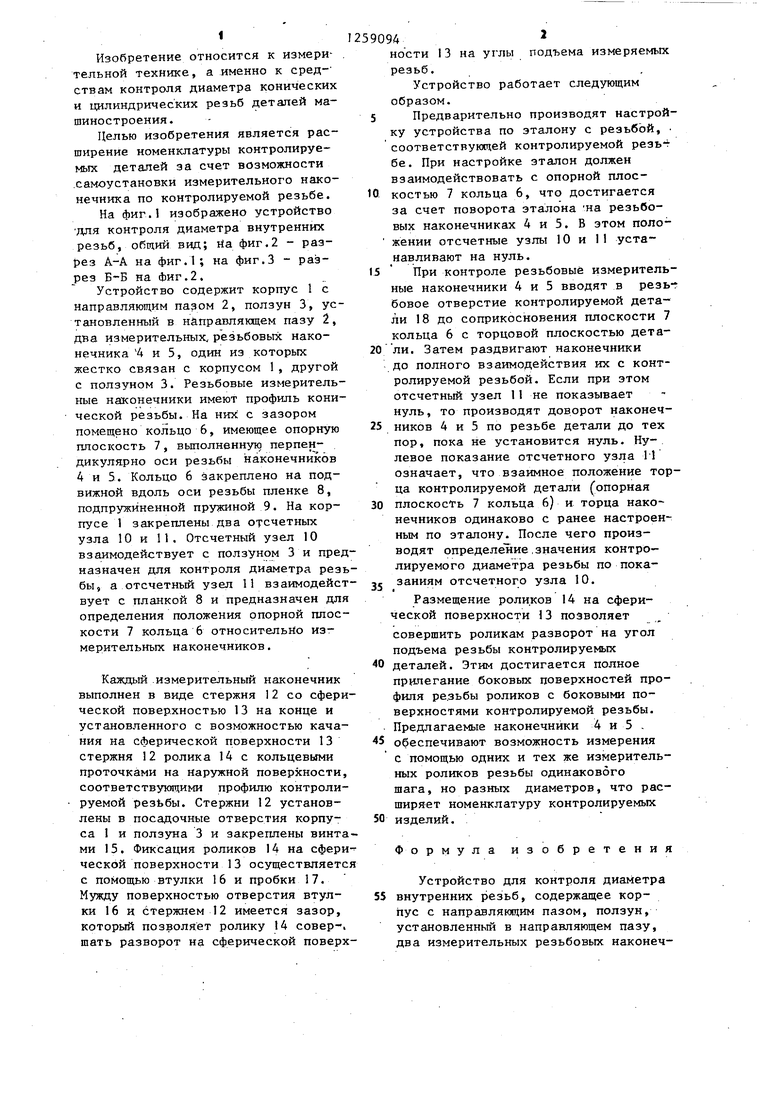
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ДЕФОРМАЦИИ И ОБНАРУЖЕНИЯ ТРЕЩИН В ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЯХ С ОПОРНЫМИ БУРТАМИ | 1995 |
|
RU2127864C1 |
| Устройство для контроля параметров наружной резьбы деталей | 1986 |
|
SU1362910A1 |
| КАЛИБР ТИПА СФЕРЕЯР, СПОСОБ НАСТРОЙКИ МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ТОНКОЙ ДОВОДКИ РАБОЧЕГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА, СПОСОБ ОПРЕДЕЛЕНИЯ ДЕЙСТВИТЕЛЬНОГО РАЗМЕРА МЕРНОГО СТЕРЖНЯ КАЛИБРА | 2009 |
|
RU2419762C1 |
| Устройство для измерения расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747856A1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
| Устройство для измерения среднего диаметра резьбы больших размеров | 1989 |
|
SU1672194A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| КООРДИНАТНОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1985 |
|
SU1840370A1 |
| Рычажный микрометр | 1989 |
|
SU1677484A1 |
Изобретение относится к измерительной технике. Для расширения номенклатуры контролируемых деталей измерительные наконечники выполнены в виде стержней 12 и роликов 14 с кольцевыми проточками на наружной поверхности,соответствующими профилю контролируемой резьбы. Ролики имеют возможность самоустанавливаться по поверхности контролируемой резьбы за счет того, что они установлены на сферической поверхности 13 стержня 12. Такое выполнение измерительных наконечников позволяет производить контроль деталей, имеющих резьбу одинакового шага, но разного диаметра, без существенного снижения точности , контроля. Основное назначение устройства - контроль конической резьбы. На сферической поверхности 13 ролик 14 удерживается с помощью втулки 16 и пробки i 7. Между поверхностью отверстия втулки 16 и стержнем 12 имеется зазо, который позволяет ролику 14 совершать разворот на сферической поверхности 13 на угол подьема измеряемой резьбы. Перед измерением производят настрой ку по этапону. При этом эталон должен взаимодействовать с опорной плоскостью кольца 6, что достигает-о ся за счет поворота эталона на резьбовых наконечниках. В этом положеi НИИ эталона отсчетные узлы устанавливаются на нуль, 3 нл. 5-5 е (Л /5 /5
Фиг.1
Редактор И.Шулла
боставитель А.Щербаков:
Техред ,Л.Сердюкова Корректор А. Тяско
Захаэ 5111/38 Тираж 670Подписное
ВНИИПИ Государственного СССР по Делам изобретений и открытий I13035 Москва, Ж-35, Раушская наб., д. 4/5
Ц); оизводстт8енно- попиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР № 1165130, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
