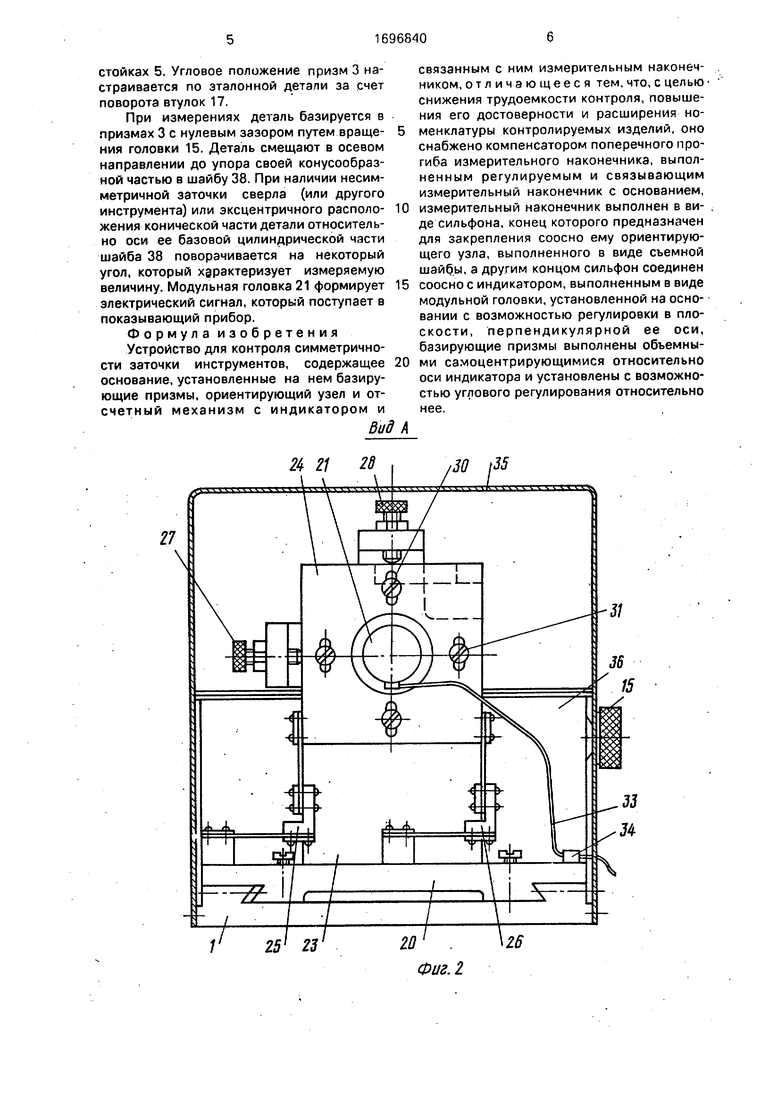
Изобретение относится к измерительой технике и может быть использовано для онтроля сверл, зенкеров и других коничеких деталей
Целью изобретения является снижение рудоемкости контроля, повышение его дотоверности и расширение номенклатуры онтролируемых изделий.
На фиг,1 представлено устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - ажимной механизм.
Устройство содержит основание 1 и размещенные на нем базирующий узел для становки контролируемого объекта и от- счетный узел, связанный с показывающим прибором (не показан). Базирующий узел содержит салазки 2 и размещенные на них сменные призмы 3. Салазки 2 установлены в направляющих на основании 1 с возможностью перемещения и фиксации положения винтами 4. Салазки 2 с двух боковых сторон имеют стойки 5, в которых размещены винт 6 и ось 7, базирующиеся на опорах 8 скольжения и фиксируемые в осевом направлении стопорами 9. Винт 6 имеет два резьбовых участка с правой и левой резьбой одного шага. На винте б расположены рычаги 10 и 11, на которых закреплены призмы 3. Для взаимосвязи рычагов 10 и 11 с винтом 6 используюся разрезные конические втулки 12 и 13, натяг в резьбовом соединении которых регулируется гайками 14. Для вращения винта 6 служит головка 15, фиксируемая на нем. Для предотвращения осевого люфта винта 6 используется тарельчатая шайба 16, установленная между стойкой 5 и головкой 15. Для предотвращения проворо- та рычагов 10 и 11 вокруг продольной оси винта 6 используется ось 7, проходящая через них на-некотором расстоянии от винта 6. При этом ось 7 базируется в эксцентричных втулках 17, установленных в рычагах 10 и 11 с возможностью вращения и фиксации винтами 18, Это необходимо для регулировки углового положения призм 3. Основные элементы базирующего узла защищены кожухом 19, крепящимся на основании 1 и стойках 5.
Отсчетный узел содержит корпус 20 и размещенный на нем индикатор, выполненный в виде модульной головки 21. Корпус 20 установлен в направляющих основания 1 с возможностью перемещения вдоль него и фиксации винтами 22. Корпус 20 имеет стойку 23, на которой размещена платформа 24. Она закреплена на Г-образных упругих опорах 25 и 26, выполненных из плоских пружин, что позволяет ей перемещаться с помощью винтов 27 и 28 соответственно в
горизонтальном и вертикальном направлениях относительно стойки 22. Для обеспечения этих перемещений в стойке 23 имеются пазы 29 (фиг.1), а в платформе 24 - пазы 30. Фиксация положения платформы 24 на
стойке 23 осуществляется винтами 31 и гайками 32. Для передачи сигнала с головки 21 используется кабель 33 с разъемом 34. Для защиты элементов отсчетного узла используются кожух 35 и заслонка 36, закрепляемые на основании 1 и корпусе 20 соответственно.
Измерительный наконечник модульной измерительной головки 21 выполнен в виде сильфона 37. К сильфону 37 прикрепляется
сменная шайба 38, играющая роль ориен- татора по измеряемым конусообразным кромкам объекта. Для компенсации веса сильфона 37 и шайбы 38 используется поперечный компенсатор измерительного наконечника, выполненный в виде пружины 39, закрепленной на сильфоне37 и кронштейне 40 платформы 24.
Устройство работает следующим образом.
Перед измерениями нового типоразмера контролируемой детали устройство настраивается по его основным параметрам. Для этого на измерительный наконечник 37 устанавливается сменная шайба 38, имеющая соответствующий контролируемой конусообразной части детали диаметр отверстия. Компенсация ее веса осуществляется регулированием растяжения пружины 39 по измерению эталонной детали.
Далее регулируется базирующий узел. Для этого салазки 2 смещаются по основанию 1 в положение, обеспечивающее расположение центра тяжести контролируемой детали в зоне стоек 5. Подбираются соответствую0 цие сменные призмы 3 и закрепляются на
стойках 5. Угловое положение призм 3 настраивается по эталонной детали за счет поворота втулок 17.
При измерениях деталь базируется в призмах 3 с нулевым зазором путем враще- ния головки 15. Деталь смещают в осевом направлении до упора своей конусообразной частью в шайбу 38. При наличии несимметричной заточки сверла (или другого инструмента) или эксцентричного располо- жения конической части детали относительно оси ее базовой цилиндрической части шайба 38 поворачивается на некоторый угол, который хдрактеризует измеряемую величину. Модульная головка 21 формирует электрический сигнал, который поступает в показывающий прибор.
Формула изобретения Устройство для контроля симметричности заточки инструментов, содержащее основание,установленные на нем базирующие призмы, ориентирующий узел и от- счетный механизм с индикатором и
Ви
связанным с ним измерительным наконечником, отличающееся тем, что, с целью снижения трудоемкости контроля, повышения его достоверности и расширения номенклатуры контролируемых изделий, оно снабжено компенсатором поперечного прогиба измерительного наконечника, выполненным регулируемым и связывающим измерительный наконечник с основанием, измерительный наконечник выполнен в виде сильфона, конец которого предназначен для закрепления соосно ему ориентирующего узла, выполненного в виде съемной шайбы, а другим концом сильфон соединен соосно с индикатором, выполненным в виде модульной головки, установленной на основании с возможностью регулировки в плоскости, перпендикулярной ее оси, базирующие призмы выполнены объемными самоцентрирующимися относительно оси индикатора и установлены с возможностью углового регулирования относительно нее.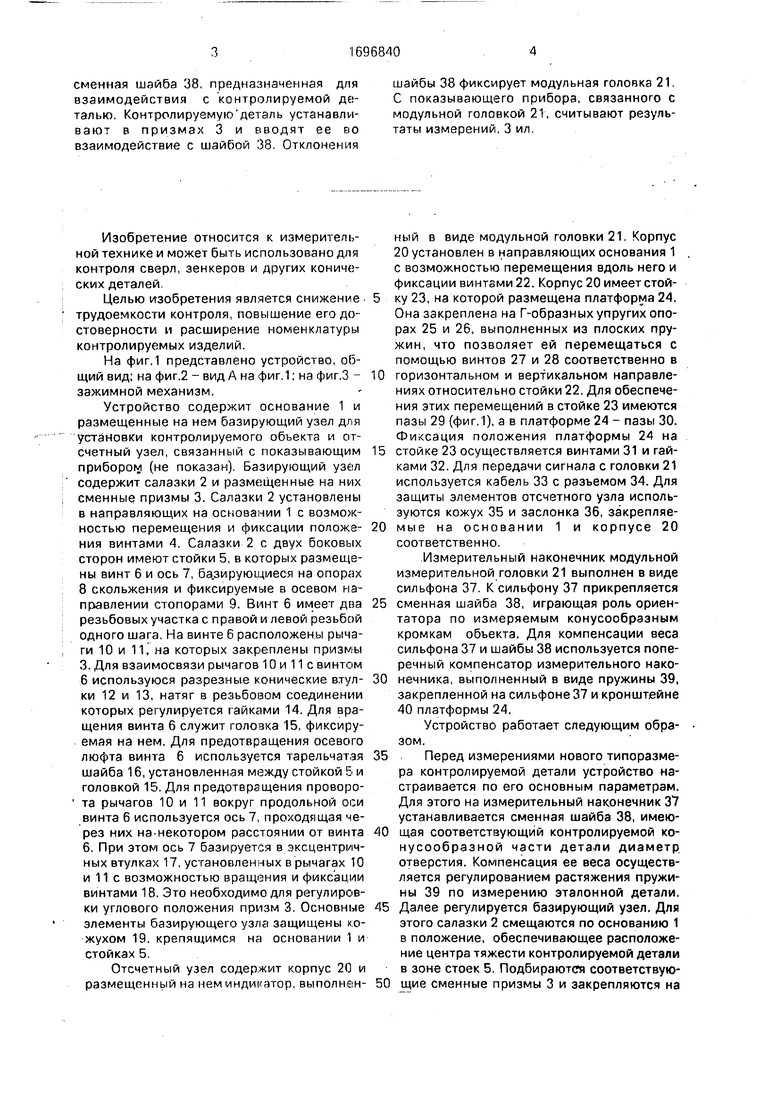
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖОСЕВОГО РАССТОЯНИЯ, НЕПАРАЛЛЕЛЬНОСТИ И СКРЕЩИВАНИЯ ОСЕЙ ОТВЕРСТИЙ ШАТУНА ДВИГАТЕЛЯ | 1995 |
|
RU2148786C1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Шаблон для контроля заточки зубьев фрез и зенкеров | 1987 |
|
SU1515031A1 |
| Способ контроля профиля зуба зубчатых колес и устройство для его осуществления | 1980 |
|
SU1145938A3 |
| Шаблон для контроля заточки сверла | 1985 |
|
SU1341488A1 |
| Устройство для контроля параметров наружной резьбы деталей | 1986 |
|
SU1362910A1 |
| Устройство для измерения отклонений от перпендикулярности торцевой поверхности отверстия относительно его оси | 2024 |
|
RU2826964C1 |
| Устройство для контроля пересечения осей деталей | 1989 |
|
SU1702163A1 |
| Устройство для измерения расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747856A1 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |

Изобретение относится к измерительной технике и может быть использовано для контроля сверл, зенкеров и других конических деталей. Целью изобретения является снижение трудоемкости контроля, повышение его достоверности и расширение номенклатуры контролируемых изделий. Устройство содержит основание 1, размещенные на нем базирующий узел для установки контролируемой детали и отсчетный узел, связанный с показывающим прибором. Базирующий узел содержит сменные призмы 3 и средства их регулировки и центровки. Отсчетный узел состоит из модульной головки 21 с измерительным наконечником, выполненным в виде силь- фона 37, на торце которого закреп-лена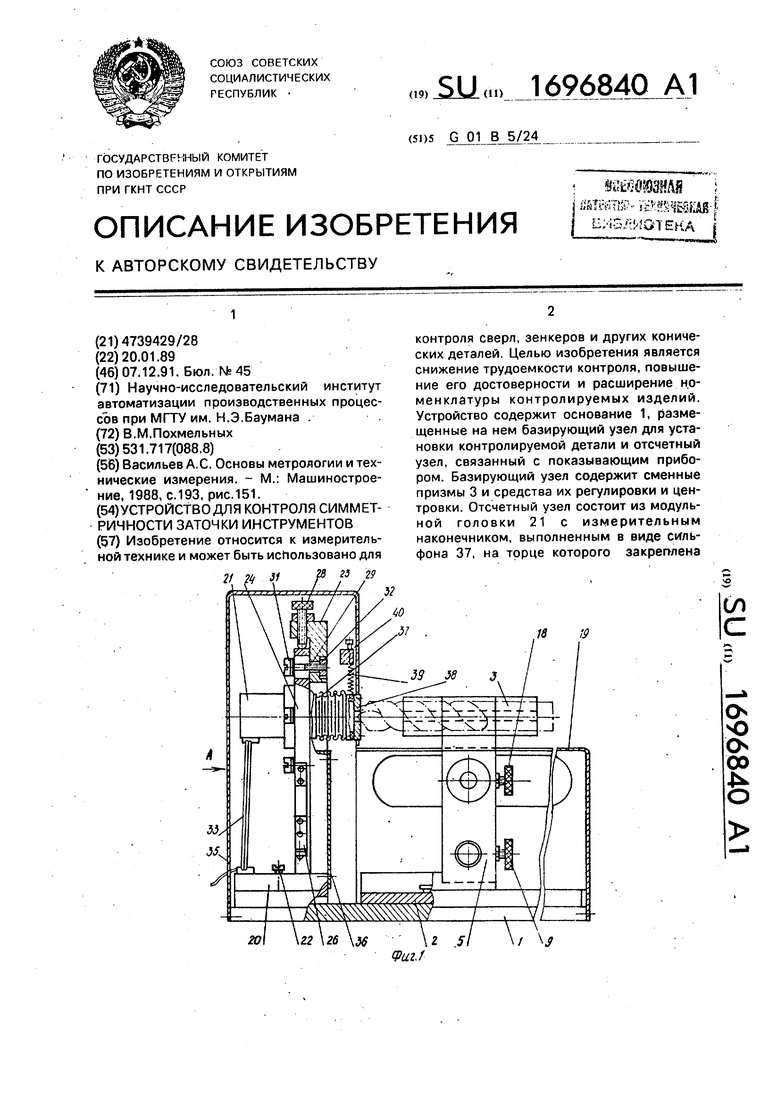
24
21
i
23
/30 (35
/JU №
- $ $$$$t$ $$$$$$$
4
Фиг.З
i 11
S JS
15
| Васильев А.С | |||
| Основы метрологии и технические измерения | |||
| - М.: Машиностроение, 1988, с.193, рис.151. |
