1
(21)4775813/12
(22)29.12.89
(46) 15.12.92. Бюл. №46
(71)Всесоюзный научно-исследовательский институт пленочных материалов и искусственной кожи
(72)А.Б.Релин, Ю.М.Коробочкин, И.И.Чернявский, В.А.Кузьмин. В.И.Чаусов и Р.Б.Га- рипов
(56)Авторское свидетельство СССР NJ 1715448, кл. В 07 С 5/08, 1989.
(54) СИСТЕМА АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ПЛОСКИХ ИЗДЕЛИЙ
(57)Изобретение относится к устройствам для сортировки листов картона по их толщине и габаритным размерам и позволяет повысить качество сортировки, определить номиналы толщины, длины, ширины, номер сортировочной кипы для укладки данного листа, вести учет листов по каждой кипе, вычислять площадь каждого листа и всей кипы в целом. Система состоит из датчиков длины, толщины;ширины, датчика зоны контроля, каналов обработки информации блоков определения длины, ширины, блоков определения максимума, минимума, определения номинала толщины, совпадения, индикаторов толщина, брак, блоков счета, блоков сравнения, индикаторов окончание кипы, а также блоков определения
площади листа, площади киШТиндикаторов площадь листа,площадь кипы. Инфоома- ция с датчиков толщины обрабатыбается одно- временно в каналах обработки информации, далее , в блоках определений максимума и минимума происходит выделение соответственно макеимёльнбго и минимального значений номинала толщины, которые сравниваются между собой в блоке совпадения и случае равенства выдаются на индикатор толщина, а также на блок сортировки, на который поступают также значения номинала длины с блока определения длины и значения номинала ширины с блока определения номинала ширины. Блок сортировки выдает номер кипы для укладки данного листа на блоки счета, которые ведут учет листов по каждой кипе. Далее значения количества листов в данной кипе поступают на блок сравнения, где сравниваются с заданным количеством листов, по достижении которого выдается сигнал об окончании кипы. После этого в блоке определения площади листа происходит вычисление площади отсортированного листа, которое выдается на индикатор площадь листа и суммируется по каждой кипе в блоке определения площади кипы и после окончания кипы выдается на индикатор площадь кипы, 2 ил., 1 табл.
сл
С
00
о
00
о
Os
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического контроля и сортировки резиновых пластин | 1989 |
|
SU1715448A1 |
| Система автоматического контроля и сортировки резиновых пластин | 1988 |
|
SU1648580A1 |
| Устройство для сортировки листов по толщине в потоке | 1982 |
|
SU1041184A1 |
| Система контроля технологических параметров оборудования для производства рулонного материала | 1989 |
|
SU1694467A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1980 |
|
SU929264A1 |
| Способ измерения площади листа растения и устройство для его осуществления | 1984 |
|
SU1259980A1 |
| Устройство распределения оперативной памяти | 1988 |
|
SU1509909A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Система автоматического дозирования заготовок резиновых пластин | 1988 |
|
SU1553209A1 |
| Устройство для автоматического контроля толщины листовых материалов | 1976 |
|
SU657237A1 |
Изобретение относится к системам автоматической сортировки плоских изделий и может быть использовано, например, в легкой промышленности при производстве листов обувного картона.
Известна система автоматического контроля и сортировки резиновых пластин по
их толщине и ширине. Система позволяет индицировать принадлежность сортируемой пластины к определенному номиналу По толщине и ширине.
Недостатками системы являются невозможность сортировки пластин только по номиналу длины; отсутствие учета пластин по
отдельным кипам; невозможность учета площади сортируемых пластин.
Предлагаемая система избавлена от указанных недостатков, поскольку она содержит блоки определения номинала ширины и номинала длины сортируемых листов, блок сортировки, позволяющий с учетом номиналов толщины, ширины и длины относить лист к определенной кипе, блоки счета, независимо учитывающие листы по кипам, блоки определения площади листа и суммарной площади кипы.
Целью изобретения является улучшение качества сортировки и расширение функциональных возможностей системы за счет определения площади сортируемых пластин, учета пластин по кипам и комплексной сортировке по номиналам толщины, длины и ширины.
Это достигается тем, что система автоматической сортировки плоских изделий по -их толщине и габаритным размерам, включающая три датчика толщины, датчик зоны контроля с тремя чувствительными элементами, подключенным к трехвходовой схеме И, три канала обработки информации, состоящие каждый из двухвходового элемента И, трех элементов памяти, логического вентиля, двух элементов, сравнения и двух элементов И с инверсией по входу, а также блок определения максимума, блок определения минимума, блок совпадения, индикатор толщина, дополнительно снабжена датчиками толщины 4,5,.,.п, датчиком длины, датчиком ширины, блоком АЦП, блоком определения длины, блоком определения ширины, индикатором длина, индикатором ширина, двумя блоками определения номинала толщины, блоком сортировки, блоком коммутации, индикатором номер кипы, индикатором брак толщины, блоками счета 1,2,...М, N-блоками сравнения, узлом количество листов, N-индикаторами окончание кипы, блоком определения площади листа и блоком определения площади кипы, 2-мя блоками ключей, индикаторами площадь листа и площадь кипы, при этом чувствительные элементы датчика зоны контроля соединены со входом трехвходовой схемы И, выход которой соединен со вторым входом блока ключа двухвходового каждого канала обработки информации, другой вход которой соединен с выходом своего блока АЦП, вход которого соединен с выходом своего датчика толщины, при этом выход блока ключа двухвходового каждого канала обработки информации соединен с входом логического вентиля, выходы которого соединены соответственно с первым входом первого элемента памяти, входом третьего элемента памяти и первым входом второго элемента памяти, первый выход которого связан с первым входом второго элемента сравнения, на второй вход
которого заведен второй выход третьего элемента памяти, первый выход которого связан с вторым входом первого элемента сравнения, первый вход которого соединен с первым выходом первого элемента памя0 ти, а выход - со вторым входом первого элемента памяти, второй выход которого связан с прямым входом второго блока ключей двухвходовых с инверсией по входу, при этом выход второго элемента сравнения
5 связан с вторым входом второго элемента памяти, второй выход которого соединен с прямым входом первого блока ключа двухвходового с инверсией по входу, причем на инверсные входы первого и второго блоков
0 ключей двухвходовых с инверсией по входу всех каналов обработки информации заведен выход трехвходового элемента И, а выходы первых блоков ключей двухвходовых с инверсией по входу всех каналов обработки
5 информации связаны с входами блока определения максимума, выходы вторых блоков ключей двухвходовых с инверсией по входу всех каналов обработки информации связаны с блоком определения минимума, выход
0 которого соединен с входом второго блока определения номинала толщины, все выходы которого соединены со всеми входами блока коммутации, с соответствующими входами блока сортировки, и с соответству5 ющими входами блока совпадения, выход которого соединяется с входом индикатора брак, с инверсными входами блока коммутации, блока определения длины и блока определения ширины, выход блока комму0 тации связан с входом индикатора толщины. При этом выход блока определения максимума соединен со входом первого блока определения номинала толщины, выходы которого связаны с соответствующими
5 входами блока совпадения, причем датчик длины соединяется со входом бдока определения длины, все выходы которого связаны со всеми входами индикатора длины, с соответствующими входами блока сорти0 ровки и С соответствующими входами блока определения площади листа, все выходы многозонного датчика ширины соединяются со всеми входами блока определения ширины, все выходы которого связаны со
5 всеми входами индикатора ширина, с соответствующими входами блока сортиров к и и с соответствующими входами блока определения площади листа, при этом все выходы блока сортировки соединены со всеми входами индикатора номер кипы, с соответствующими входами блока определения площади листа, а также первый выход блока сортировки связан с входом первого блока счета, второй выход соединен с выходом второго блока счета, а выход N блока сортировки соединен с входом N-ro блока счета, при этом выход первого блока счета связан с входом первого блока сравнения, другой вход которого соединен с первым выходом узла количество листов, выход второго блока счета связан с входом второго блока сравнения, другой вход которого связан со вторым выходом узла количество листов, выход N-ro блока счета связан с входом N-ro блока сравнения, другой вход которого связан с входом N-ro блока сравнения, другой вход которого соединен с выходом N узла количество листов, причем выход первого блока сравнения соединен с входом первого индикатора окончание кипы, со вторым входом первого блока счета и с соответствующими входами первого и второго блока ключей, выход второго блока сравнения связан с входом второго индикатора окончание кипы, с вторым входом второго блока счета и с соответствующими входами первого и второго блока ключей, выход N-ro блока сравнения соединен с входом N-ro индикатора окончание кипы, с вторым входом N-ro блока счета и с соответствующими входами первого и второго блока ключей, кроме того(все выходы блока определения площади листа связаны со всеми входами блока определения площади кипы и с соответствующими входами второго блока ключей, все выходы блока определения площади кипы связаны с соответствующими входами первого блока ключей, все выходы первого блока ключей, связаны со всеми входами индикатора площадь кипы, а выходы второго блока ключей связаны со всеми входами индикатора площадь листа, при этом датчики толщины установлены перпендикулярно движению листа, чувствительные элементы датчика зоны контроля расположены по направлению движения листа на фиксированном расстоянии друг от друга, причем датчик и толщины расположены на одной линии со средним чувствительным элементом датчика зоны контроля, многозонный датчик ширины и датчик длины расположены перед датчиком зоны контроля по ходу движения листа.
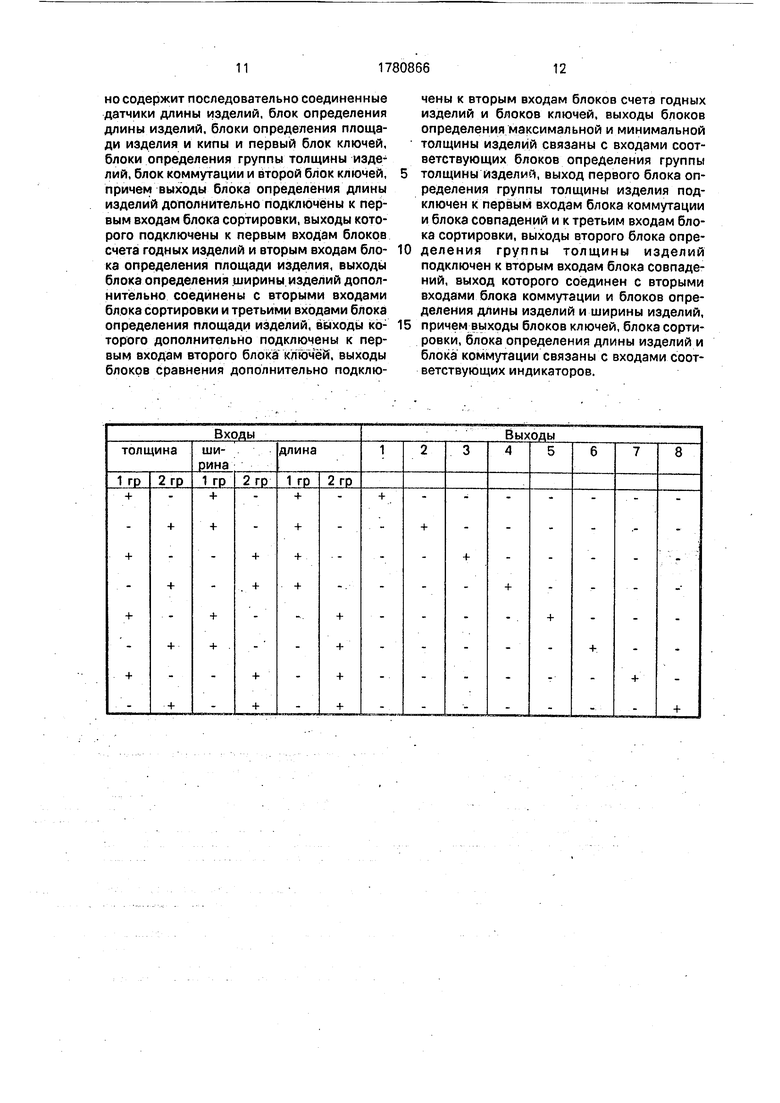
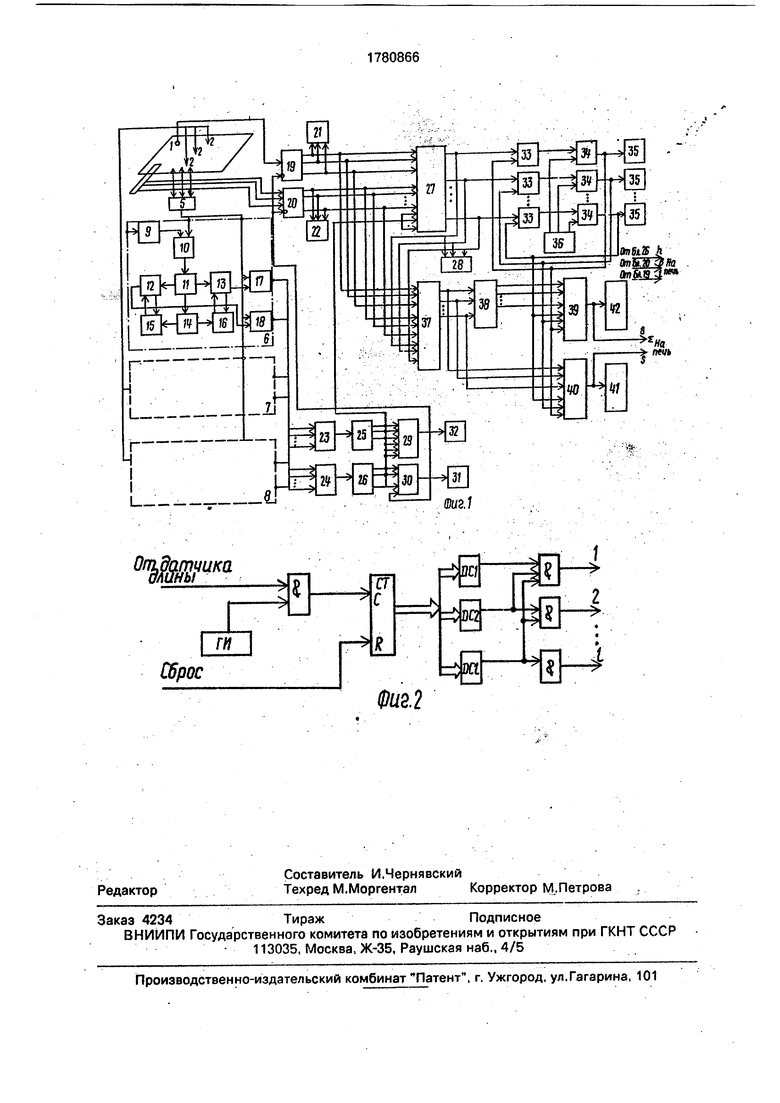
На фиг. 1 и 2 представлена функциональная схема системы.
Система автоматической сортировки плоских изделия включает датчики длины 1, толщины 2, многозонный датчик ширины 3 и датчик зоны контроля 4. Чувствительные элементы датчика зоны контроля расположены на фиксированном расстоянии друг от друга, что позволяет исключить из измерения толщины края листа. На одном уровне со средним чувствительным элементом датчика зоны контроля 4 расположен датчик 5 толщины 2. Многозонный датчик ширины 3 и датчик длины 1 установлены перед датчиком зоны контроля 4 по ходу движения листа. Чувствительные элементы датчика зоны контроля 4 соединены со входом трехвходо0 вой схемы И 5. Таким образом система работает только при наезде листа на все три чувствительных элемента датчика 4. Кроме того, система автоматической сортировки плоских изделий включает n-каналов обра5 ботки информации 6, 7, 8, в каждый из которых входит блок АЦП 9, блок ключ двухвходовый 10, логический вентиль 11, элементы памяти 12, 13, 14, элементы сравнения 15, 16, блоки ключей двухвходовых
0 инверсией по входу 17, 18. Выход трехвхо- довой схемы И 5 соединен с входом блока ключа двухвходового 10, другой вход которого соединен с выхо дом блока АЦП 9. Вход блока АЦП 9 каждого канала обработки ин5 формации связан со своим датчиком толщины 2. Выход блока ключа двухвходового 10 соединен с входом логического вентиля 11, выходы которого соединены с первым входом первого элемента памяти 12, с первым
0 входом второго элемента памяти 13 и входом третьего элемента памяти 14. Первый выход второго элемента памяти 13 связан с первым входом второго элемента сравнения 16, на второй вход которого заведен
5 второй выход третьего элемента памяти 14, первый выход которого связан с вторым входом первого элемента сравнения 15, первый вход которого соединен с первым выходом . первого элемента памяти 12, а выход - со
0 вторым входом первого элемента памяти 12, второй выход которого связан с прямым входом второго блока ключа двухвходового с инверсией по входу 18. Выход второго элемента сравнения 16 связан с вторымвхо5 дом второго элемента памяти 13, второй выход которого соединен с прямым входом первого блока ключа двухвходового с инверсией по входу 17. На инверсные входы первого и второго блоков 17, 18 всех каналов
0 обработки информации заведен выход трех- входовой схемы И 5. Система автоматической сортировки плоских изделий включает также блок определения длины 19, блок определения ширины 20, индикатор длина
5 21, индикатор ширина 22. блок определения максимума 23, блок определения минимума 24, первый и второй блоки определения группы толщины 25, 26, блок сортировки 27, индикатор номер кипы 28,
блок совпадения 29, блок коммутации 30, индикаторы толщина 31, брак 32, N-бло- ков счета 33, N-блоков сравнения 34, N-ин- дикаторов окончание кипы 35, узел количество листов 36. Выходы первых блоков ключей двухвходовых с инверсией по входу 17 всех каналов обработки информации связаны с входами блока определения максимума 23, выходы вторых блоков ключей с инверсией по входу 18 связаны с входами блока определения минимума 24, выход которого соединяется с входом второго блока определения группы толщины 26. Вход первого блока определения группы толщины 25 связан с выходом блока определения максимума 23. Выходы первого блока определения группы толщины 25 соединяются с входами блока совпадения 29, входы 1,2,...,п которого соединяются с выходами 1,2п второго блока определения
группы толщины 26, входами 1,2п блока
сортировки 27 и входами 1,2п блока коммутации 30,выход которого соединен с входом индикатора толщина 31. Выход блока совпадения 29 связан с входом индикатора брак толщины 32 и с инверсными входами блока коммутации 30, блока определения длины 21, блока определения ширины 22.
Датчик длины 1 соединяется с входом блока определения длины 19, выходы которого 1,2,..., соединяются с входами блока сортировки 27, входами 1,21 блока определения площади листа 37 и входами индикатора ширины 21. Выходы многозонного датчика ширины 3 соединяются с входами блока определения ширины 20, выходы которого 1,2,...,Ь соединяются с входами блока сортировки 27, входами 1,2,...,Ь блока определения площади листа 37 и входами индикатора ширина 22. Выходы 1,2N блока
сортировки 27 связаны с входами индикатора номер кипы 28, входами 1,2,...,N блока определения площади листа 37. Кроме того, выходы 1,2N блока сортировки 27 связаны с первыми входами блоков счета 33, вторые входы которых связаны с выходами блоков сравнения 34, выходы блоков счета 33 связаны с первыми входами блоков сравнения 34, вторые входы которых связаны с выходами узла количество листов 36. Выходы блоков сравнения 34 соединены с индикаторами окончание кипы 35. Все выходы блока определения площади листа 37 связаны со всеми входами блока определения площади кипы 38, который в свою очередь связан своими выходами с входами первого блока ключей 39. Выходы блоков сравнения 34 связаны с соответствующими входами первого блока ключей 39 и второго блока ключей 40. Выходы блока определения площади листа 37 связаны с входами второго блока ключей 40, выходы которого соединяются с входами индикатора площадь листа 41. Выходы первого блока ключей 39 связаны с входами индикатора
площадь кипы 42. Позицией 43 на схеме обозначен измеряемый лист.
Система автоматической сортировки плоских изделий работает следующим образом.
Лист 43, поступая на сортировочный стол, приводит к срабатыванию датчик длины 1, многозонный датчик ширины 3, а также замыкает чувствительные элементы датчика зоны контроля 4. Датчик длины 1
может быть выполнен в виде оптронной пары. Срабатывание его приводит к работе блок определения длины 19, который вычисляет группу длины (от 1 до I) и хранит эту информацию до прихода следующей пластины, С многозонного датчика ширины 3, выполненного, например, в виде фотодиодной линейки, информация записывается и хранится в блок определения группы ширины 20.
При замыкании листом 43 чувствительных элементов датчика зоны контроля 4 сигнал с трехвходового элемента И 5 поступает на вход блока ключа двухвходового 10 каждого канала обработки информации,
разрешая прохождения сигнала со своего датчика толщины через блок АЦП 9 на вход логического вентиля 11. С выхода логического вентиля 11 информация о значении толщины записывается в элементы памяти 12 и
13, причем в элемент памяти 12 записывается минимальное значение, а в элемент па- - мяти 13 - максимальное значение. На последующих тактах логический вентиль разрешает запись информации только в элемент памяти 14. С выхода элемента памяти 14 информация одновременно поступает на входы элементов сравнения 15 и 16, где сравнивается с информацией, хранящейся в элементах памяти 12 и 13, при этом в элементе памяти 12 оказывается всегда минимальное значение, а в элементе памяти 13 - максимальное.
Данная обработка информации происходит одновременно во всех n-канёлах обработки информации 6, 7, 8. Измерение толщины заканчивается, когда лист 43 выходит из контакта с одним из чувствительных элементов датчика зоны контроля 4. При этом на выходы трехвходовой схемы И 5
устанавливается логический О, который, подаваясь на инверсные входы блока ключей двухвходовых с инверсией по входу 17, 18. открывает их. Информация с элементов
памяти 12 всех п каналов обработки информации 6, 7, 8 поступает на входы блока определения минимума 24, а с выхода элементов памяти 13 всех n-каналов обработки информации 6, 7, 8, - на входы блока определения максимума 23. В блоке определения максимума 23 происходит выделение наибольшего значения толщины из всех п- каналов, а в блоке определения минимума 24 - минимальное из всех n-каналов. Полученные максимальное и минимальное значения поступают на входы блоков определения группы толщины 25 и 26, в которых происходит отнесение фактического значения минимального и максимального значения толщины в определенную группу толщины (от 1 до п). С выходов блоков определения группы толщины 26 и 25 информация о максимальной и минимальной группе толщины поступает на входы блока совпадения 29. В случае равенстве этих групп на выходе блока совпадения 29 вырабатывается сигнал низкого логического уровня, который подается на инверсный вход блока коммутации 30, тем самым разрешая прохождение измеренной группы толщины на вход индикатора толщина 31. Одновременно с выхода блока совпадения 29 сигнал низкого логического уровня подается на инверсные входы блока определения длины 19 и блока определения ширины 20, при этом значение группы длины и ширины подается на индикаторы длина 21 и ширина 22 соответственно, а также на входы блока сортировки 27 и блока определения площади листа 37. На входы блока сортировки поступают также значения группы толщины с выхода блока определения группы толщины 26. Блок сортировки 27 выдает информацию о принадлежности сортируемого листа к определенной сортировочной кипе от 1 до N. Алгоритм работы блока сортировки поясняется таблицей на примере двух групп толщины, длины и ширины.
В общем случае, когда количество групп толщины равно h, количество групп ширины - Ь, а количество групп длины равно I, число сортировочных кип равно N, где N - h x b ;: х I. Информация с блока сортировки 27 поступает на индикаторы номер кипы 28 и на блоки счета 33, которые ведут подсчет листов на каждой кипе. В блоках сравнения 34 происходит сравнение количества отсортированных листов и листов, заданных на узле количество листов 36. По достижении равенства выдается сигнал на соответствующие индикаторы окончание кипы 35 и вторые входы блоков счета 33 соответствующих кип, устанавливая их в О. В блоке определения площади листа 37, на вход которого подаются значения групп ширины,
длины, а также выходы блока сортировки, происходит вычисление площади листа, принадлежащего определенной сортировочной кипе. Результат через второй блок ключей 40 выводится на индикатор 41 и за- 5 писывается в блок определения площади кипы 38, где происходит накопление величины площади по каждой сортировочной кипе. По достижении количества листов в сортировочной кипе заданного числа сигна- 0 лом с выхода соответствующего блока сравнения 34 происходит закрытие второго блока ключей 40 и открытие первого блока ключей 39. При этом значение площади одного листа пропадает и на индикаторе пло- 5 щадь кипы 42 высвечивается суммарная площадь данной кипы.
В случаях неравенства максимальной и минимальной групп толщины на выходе блока совпадения 29 вырабатывается сиг- 0 нал высокого логического уровня, который включает индикатор брак 32 и запрещает выдачу информации о номиналах длины, ширины, толщины, т.е. сортировка данного листа не производится.
5 Предусмотрен вывод значений номиналов длины, ширины, толщины, а также площади листа и суммарной площади кипы на печать.
Использование предложенной системы 0 позволяет повысить эффективность сортировки листов картона за счет выдачи номера сортировочной кипы на основании данных о номинале длины, ширины и толщины сортируемого листа, значения площади отдель- 5 ных листов и всей кипы, а также учета листов по кипам.
Формула изобретения Система автоматической сортировки пло- . ских изделий, содержащая датчики толщины 0 изделий, выходами соединенные с первыми входами блоков обработки информации, датчик зоны контроля, выходами подключенный к входам схемы И, выход которой связан с вторым и третьим входами блоков обработки 5 информации, выходы которого соответственно подключены к входам блоков определения максимальной и минимальной ширины изделий, блок совпадений, многозонный датчик ширины изделий, выходами подключенный к 0 первым входам блока определения ширины изделий, выходы задатчика количества изделий в кипе и блоков счета годных изделий подключены к соответствующим входам блоков сравнения, выходы блока определения 5 ширины изделий, блока совпадений и блоков сравнения соединены с входами соответствующих индикаторов, и блок сортировки, о т л ичающаяся тем. что, с целью повышения качества сортировки, она дополнительно содержит последовательно соединенные датчики длины изделий, блок определения длины изделий, блоки определения площади изделия и кипы и первый блок ключей, блоки определения группы толщины изделий, блок коммутации и второй блок ключей, причем выходы блока определения длины изделий дополнительно подключены к первым входам блока сортировки, выходы которого подключены к первым входам блоков счета годных изделий и вторым входам блока определения площади изделия, выходы блока определения ширины изделий дополнительно соединены с вторыми входами блока сортировки и третьими входами блока определения площади изделий, выходы которого дополнительно подключены к первым входам второго блока ключей, выходы блоков сравнения дополнительно подклю0
5
чены к вторым входам блоков счета годных изделий и блоков ключей, выходы блоков определения максимальной и минимальной толщины изделий связаны с входами соответствующих блоков определения группы толщины изделий, выход первого блока определения группы толщины изделия подключен к первым входам блока коммутации и блока совпадений и к третьим входам блока сортировки, выходы второго блока определения группы толщины изделий подключен к вторым входам блока совпадений, выход которого соединен с вторыми входами блока коммутации и блоков определения длины изделий и ширины изделий, причем выходы блоков ключей, блока сортировки, блока определения длины изделий и блока коммутации связаны с входами соответствующих индикаторов.
Ift
On
яга
ffluaf
te2
