(21)4438791/30-12
(22)09.06.88
(46) 30.03.90. Бюл. № 12
(71)Всесоюзный научно-исследовательский институт пленочных материалов и искусственной кожи и Киевский технологический институт легкой промышленности
(72)А. Б. Релин, Е. В. Сова, П. А. Левашов, Д. Б. Головко, А. В. Алекса шин,
К. Л. Шевченко и П. Л. Кушнир
(53)66.028(088.8)
(56)Авторское свидетельство СССР № 1443980, кл. В 07 С 5/30, 1987.
(54)СИСТЕМА АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ ЗАГОТОВОК РЕЗИНОВЫХ ПЛАСТИН
(57)Изобретение относится к системам автоматической разбраковки по весу заготовок пластин, отрезаемых от ленты, и может быть использовано, например, в резинотехнической промышленности и позволяет
расширить область применения. Система содержит весоизмерительное устройство, датчик положения заготовки, блок управления исполнительным механизмом ножа, вычис- лителы+ый блок, включающий узел вычисления объемной плотности, узел вычисления скорости движения ленты, -узел вычисления времени реза, узел уставок по весу и схему сравнения по весу. Для расширения функциональных возможностей при одновременном повышении точности дозирования система дополнительно снабжена датчиком ширины заготовки, включающем узел уставок по ширине и узел уставок по длине, схему сравнения по максимальной ширине, схему сравнения по минимальной длине, схему сравнения по максимальной длине. блоком логики, обрабатывающим результаты работы схем сравнений, и блоком информации, визуально отображающим текущее состояние системы. 2 ил., 1 табл.
us
луалзя
SF-tT

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического дозирования заготовок резиновых пластин | 1989 |
|
SU1692681A1 |
| Устройство для автоматической сортировки изделий,отрезаемых от заготовок | 1987 |
|
SU1443980A1 |
| Система автоматического контроля и сортировки резиновых пластин | 1989 |
|
SU1715448A1 |
| Система автоматической сортировки плоских изделий | 1989 |
|
SU1780866A1 |
| Устройство для учета массы мерных длин крупносортного проката | 1984 |
|
SU1216659A1 |
| Устройство для учета массы заготовок обжимных станов | 1983 |
|
SU1081427A1 |
| Устройство для определения ТЕОРЕТичЕСКОгО BECA РулОННОгОМАТЕРиАлА | 1979 |
|
SU830131A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1981 |
|
SU1019201A1 |
Изобретение относится к системам автоматической разбраковки по весу заготовок пластин, отрезаемых от ленты, и может быть использовано, например, в резино-технической промышленности и позволяет расширить область применения. Система содержит весоизмерительное устройство, датчик положения заготовки, блок управления исполнительным механизмом ножа, вычислительный блок, включающий узел вычисления объемной плотности, узел вычисления скорости движения ленты, узел вычисления времени реза, узел уставок по весу и схему сравнения по весу. Для расширения функциональных возможностей при одновременном повышении точности дозирования система дополнительно снабжена датчиком ширины заготовки, включающем узел уставок по ширине и узел уставок по длине, схему сравнения по максимальной ширине, схему сравнения по минимальной длине, схему сравнения по максимальной длине, блоком логики, обрабатывающим результаты работы схем сравнений, и блоком информации, визуально отображающим текущее состояние системы. 2 ил.
Изобретение относится к системам автоматической разбраковки по весу заготовок пластин, отрезаемых от ленты, и может быть использовано, например, в резинотехнической промышленности.
Цель изобретения - расширение области применения.
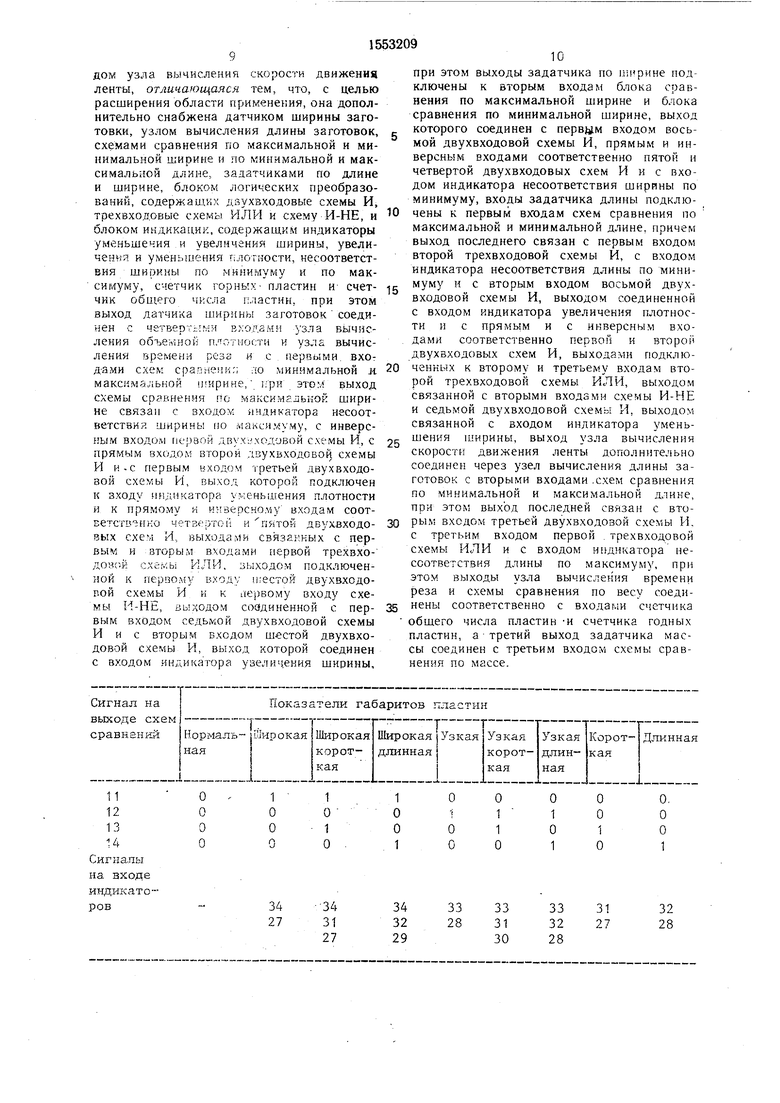
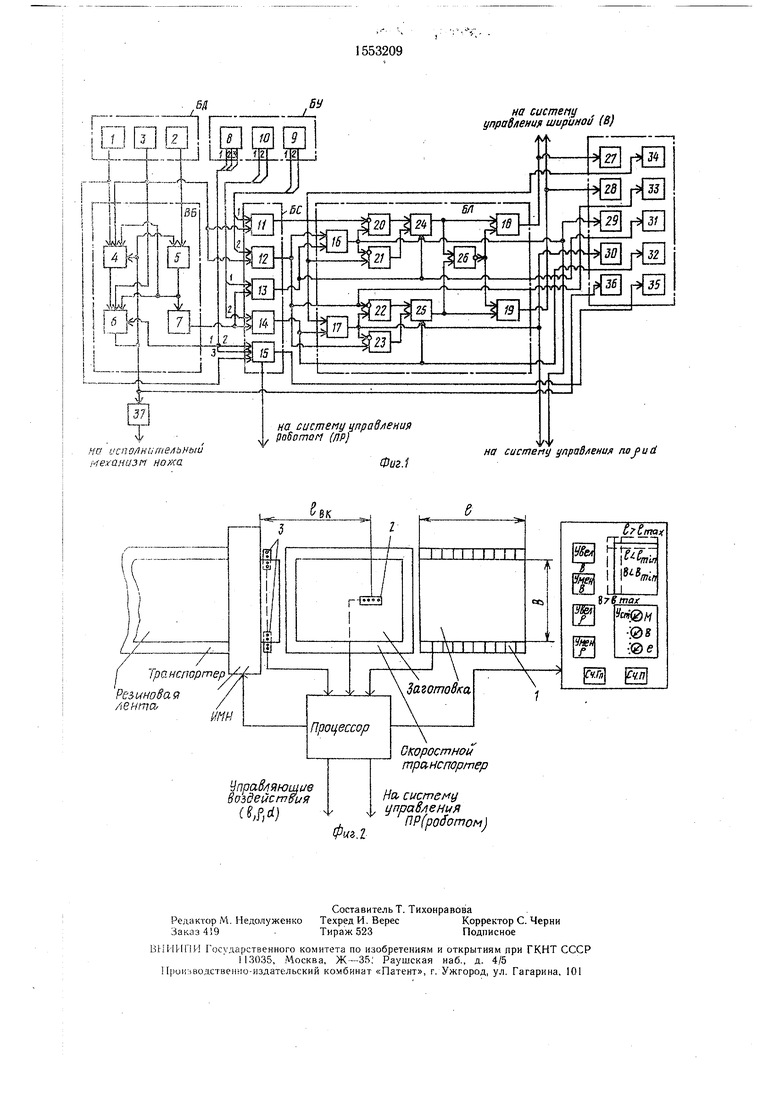
На фиг. 1 приведена функциональная схема системы; на фиг. 2 - взаиморасположение отдельных блоков системы.
Система автоматического дозирования заготовок резиновых пластин содержит блок датчиков (БД), включающий весоизмерительное устройство 1 (например, весы типа «ВКК-Ю), датчик 2 положения заготовки, установленный на фиксированном расстоянии 1-вк от места реза резиновой ленты по ходу ее движения и выполненный на базе, например, концевого выключателя или фотодиодной линейки тип-а ФДЛ-1, а также датчик 3 ширины заготовки, состоящий из 2-х установленных по разные стороны от заготовки на линии. перпендикулярной направлению ее движения и выполненной, например, на базе фотодиодной линейки типа ФДЛ-1. Обработка информации, поступающей от датчике, осуществляется вычислительным блоком (ВБ), включающем узел 4 вычисления объемной плотности, узел 5 вычисления скорости движения ленты, узел 6 вычисления времени реза и узел 7 вычисления длины заготовки, представляющий собой микропроцессорную систему, реализующую следую щий алгоритм работы:
to ii . м. &i-J. i о j (
tySt-ifi-в. Vfc V
01
сд
CO
ижтЗЦ
T,,T,.i
M
моментами реза для (i-1) цикла работы комплекса. Указанный алгоритм работы ВБ осуществляется, исходя из следующего:
пауза между моментами предыдущего -jg и последующего реза
t л ji /fteS ,
jnCi- /л
где Upeg - требуемая длина
заготовки;
- средняя скорость движения ленты;можно выразить следующим обt О -bi- d l&X t c
и в окончательном виде приходим к выражению (1).
Система содержит также блок задатчи- ков (БЗ), включающий задатчик 8 массы, выдающий по первому выходу сигнал, соответствующий М (требуемому весу заготовки), и сигнал по выходам 2 и 3, соот(2) отрезаемой
где 1ЭЗД1 - временная пауза между двумя моментами реза; время прохождения краем ленты расстояния 8к для i-oro и (i-l)-oro циклов работы системы;
требуемый вес заготовки; m,-i - вес предыдущей заготовки; BЈU В,ч-средняя ширина i-й и (М)-й
заготовок;
t,«a- , -временная пауза между двумя 10 ветствующий полю допуска по массе М±М. J „о.,., „„„ г, м „В БУ входят задатчик 9 ширины и задатчик 10 длины, выдающие сигналы (уровни), соответствующие максимальной и минимальной Ширине (Jmwe И Ьным ) И МЗКсимальной и минимальной длине (. и 1ни«) заготовки. Эталонные уровни с узлов 8, 9 и 10 сраниваются з блоке сравнения (БС) с сигналами, соответствующими реальным величинам ширины, длины и массы, осуществляемом схемами 20 сравнения по максимальной ширине 11, минимальной ширине 12, минимальной длине 13, максимальной длине 14 и весу 5.
Полученная в результате сравнения информация обрабатывается в блоке логических преобразований (БЛП), включающем 25 четыре двухвходовые схемы И 16, 17, 18 и 19, четыре двухвходовые схемы И с инверсией по входу 20, 21, 22 и 23, две трехвходовые схемы ИЛИ 24 и 25, а также двухвходовую схему И-НЕ 26 В рефиксированное расстояние между 30 зультате обработки информации в БЛП линией реза и линией установкивырабатываются сигналы на блок индикадатчика положения заготовки БИ) и управляющие воздействия на
системы управления шириной и плотностью (или плотностью и толщиной). БИ включает индикаторы уменыления ширины 27 35 («Умен, в), увеличение ширины 28 («Увел, в), увеличение плотности 29 («Увел, р), уменьшение плотности 30 («Умен, р), выведенное на табло, и выполненные в виде светящихся элементов (например, электрических лампочек с экраном или свеV
Vn разом:
.V,
г/6е&
в виде
, VWS - -у -j f
Oi
где
ал
Vj-jgj) - требуемый объем отрезаемой заготовки;
d - толщина заготовки (принимается постоянной).
V ,
V7AeS П г i-1
где р,средняя величина объемной плотности заготовки (определяется на
nvy4 1 п о« 1 w 1 worvn р сдс«л/1C 1 k-Л па длJ
предыдущем i-1 шаге работы систе- 4итодиодов), осуществляющих советующую
мы).
Тогда, подставляя в получаем
выражение (2),
t о -УгМ «- AL Ъ d-s,- -&-ь 1„
Средняя величина объемной плотности
7) ,
pf d-Xi-i-h-i
где Ui - длина (i-1) заготовки. Тогда
I,-.VA,.,. t., Ј«. i (4)
- mi-i %i-i,c
P -i - /r,(5)
«. Of Kwiyai-i
Подставляя полученное соотношение в (3), получаем
функцию при работе оператора. На табло выведены также индикаторы несоответствия длины по минимуму 3 (I lrtMM), длины по максимуму 32 (,iK4, ширины
5 по минимуму 33 () и ширины по максимуму 34 (Ь Ькаяе), выполненные в виде, например, мнемосхемы с светодиодной индикацией (см. фиг. 2). Кроме того, БИ содержит счетчик 35 годных пластик и счетчик 36 общего числа пластин Сис50 тема содержит также блок 37 управления исполнительным механизмом ножа, представляющий собой согласующее звено, которое преобразует сигнал с-выхода узла вычисления времени реза в управляющее воздействие на привод исполнитель55 ного механизма ножа (не показан).
Весоизмерительное устройство 1 связано с первым входом узла 4 вычисления объемной плотности и первым входом схемы 5
t О -bi- d l&X t c
и в окончательном виде приходим к выражению (1).
Система содержит также блок задатчи- ков (БЗ), включающий задатчик 8 массы, выдающий по первому выходу сигнал, соответствующий М (требуемому весу заготовки), и сигнал по выходам 2 и 3, сооттодиодов), осуществляющих советующую
функцию при работе оператора. На табло выведены также индикаторы несоответствия длины по минимуму 3 (I lrtMM), длины по максимуму 32 (,iK4, ширины
по минимуму 33 () и ширины по максимуму 34 (Ь Ькаяе), выполненные в виде, например, мнемосхемы с светодиодной индикацией (см. фиг. 2). Кроме того, БИ содержит счетчик 35 годных пластик и счетчик 36 общего числа пластин Система содержит также блок 37 управления исполнительным механизмом ножа, представляющий собой согласующее звено, которое преобразует сигнал с-выхода узла вычисления времени реза в управляющее воздействие на привод исполнительного механизма ножа (не показан).
Весоизмерительное устройство 1 связано с первым входом узла 4 вычисления объемной плотности и первым входом схемы 5
1553209
56
сравнения по весу. Датчик 2 положенияпо входу 22, прямым входом четвертой заготовки соединен с первым входом узла 5схемы И с инверсией по входу 23 и с инди- вычисления скорости движения ленты, а дат-катором несоответствия ширины по мини- чик 3 ширины заготовки соединен с 4-ммуму 33 (ЫОлш«). Выход схемы 13 срав- входом узла 4 вычисления объемной5 нени я по минимальной длине соединен с вто- плотности, 4-м входом узла вычисления вре-рым входом первой схемы И 16, первым мени реза бис первыми входамивходом первой схемы ИЛИ 24 и инди- схем сравнения по максимальной и ми-катором несоответствия длины по минимуму нимальной ширине 11 и 12. Узлы ВБ соеди-31 ), а выход схемы сравне-ния по йены следующим образом: выход узла 4максимальной длине связан с вторым вхо- вычисления объемной плотности, соединен10 дом второй схемы И 17, первым входом с вторым входом узла б вычисления вре-второй схемы ИЛИ 22 и входом инди- мени реза, выход которого связан с вхо-катора несоответствия длины по макси- дом блока 37 управления исполнительныммуму 32 (ЛЮкс). Инверсный вход схемы механизмом ножа, входом счетчика 36 об-21 объединен с прямым входом схемы 20 и свя- щего числа пластин, вторым входом узла 515 зан с выходом схемы 16 и входом инди- вычисления скорости движения ленты икатора 20 увеличения плотности («Увел. р). третьим входом узла 4 вычисления объем-Эта же связь выведена на систему управ- ной плотности, второй вход которого, аления по плотности и толщине. Аналогич- также первый вход узла 6 вычисленияно объединен прямой вход схемы 22 и времени реза и вход узла 7 вычисле-инверсный схемы 23, соединенные с выходом ния длины заготовки соединен с выходом20 схемы 17 и входом индикатора 30 умень- узла 5 вычисления скорости движенияшения плотности («Умен, р) и выведен- ленты.ные на систему управления по плотносУзлы БЗ коммутируются с остальнымити и толщине (не показаны). элементами системы следующим образом:Выходы схем 20 и 21 поданы на вто- первый выход задатчика 8 веса соединен . Р°й и третий входы схемы 24, а выходы 3-м входом узла 6 вычисления временисхем 22 и 23 - на второй и третий реза, а его второй и третий выходы - свходы схемы 25, выходы которых соеди- вторым и третьим входами схемы 15нены с первым и вторым входами схемы И сравнения по весу, на которые подаютсяс инверсией по выходу 26, и, соот- верхнее и нижнее значения поля допус-ветственно, с первыми входами схем 18 ка по весу +AJW и -ДМ. Выходы один30 и 19. на вторым выходы которых поданы и два задатчика 9 ширины связаны ссигналы с выхода схемы 26. Выход схе- вторыми входами схемы сравнения по мак-мы 18 связан с индикатором уменьше- симальной ширине 11 и схемы сравненияния ширины 27 («Умен. Ь), выход схем 19 - по минимальной ширине 12. Аналогичныес индикатором 28 увеличения ширины связи организованы и между первым и вто-(«Увел. Ь), а также заведен на систему рым выходами задатчика 10 длины и вто-35 управления шириной (не показана), рым входом схемы сравнения по мини-Информация на счетчик 35 годных мальной 13 и максимальной 14 длине,пластин поступает со схемы 15 сравнения на первые входы которых заведены связипо весу в случае соответствия веса за- с выхода узла вычисления длины зато-. готовки норме. товки 7. Все узлы БЗ имеют возможность изменения величин М, ДМ, ман, 1,40 Комплекс работает следующим образом, ЪМШ1 в зависимости от требова-После отре.-1НИЯ очередной заготовки нии технологического процесса, сорта резинырезиновой пластины, вычислительный блок типа заготовок и т. д.gg на основании получаемой текущей
Информация о соответствии реальныхинформации с датчика ширины заготовки 3
параметров заготовок допускам анализи-45 Q ирине ОТрезанной заготовки Ь, и вреруется в БЛП и индицируется на блоке ин-мени а ктакже информации о весе
формации. mn r iiпредыдущей заготовки m,-i определенном с
Связи между элементами БЛП и БИпомощью, весоизмерительного устройства 1,
осуществлены следующим образом.вырабатывается управляющее воздействие
Выход схемы 11 сравнения по макси-на Буими 37 (по формуле 1) и сиг- мальнои ширине соединен с инверсным вхо-50 нал 36 на счетчик общего числа плас- дом первой схемы И с инверсией по входутин 20, с прямым входом второй схемы И с инверсией по входу 21, с первым входом второй схемы И 17, а также с ин-Узел 4 вычисления объемной плотности, дикатором 34 несоответствия ширины пвузел 5 вычисления скорости движения лен- максимуму (). Выход схемы 12 срав-55 ты блока ВБ в .своей работе реализуют нения по минимальной ширине связан с пер-формулы (5) и i, соответственно. вым входом первой схемы И 16, инверс-Узел 5 вычисления скорости движения ным входом третьей схемы И с инверсиейленты осуществляет для каждого цикла
работы системы вычисления V/i путем получения информации о моменте реза предыдущей заготовки и информации с датчика 2 положения заготовки. По вычисленной величине tJKЈ (см. форм (1) блок 37 управ- 5 ления исполнительного механизма ножа подает команду на исполнительный механизм ножа (не показан). Отрезанная заготовка по транспортеру непрерывного действия поступает на весоизмерительное
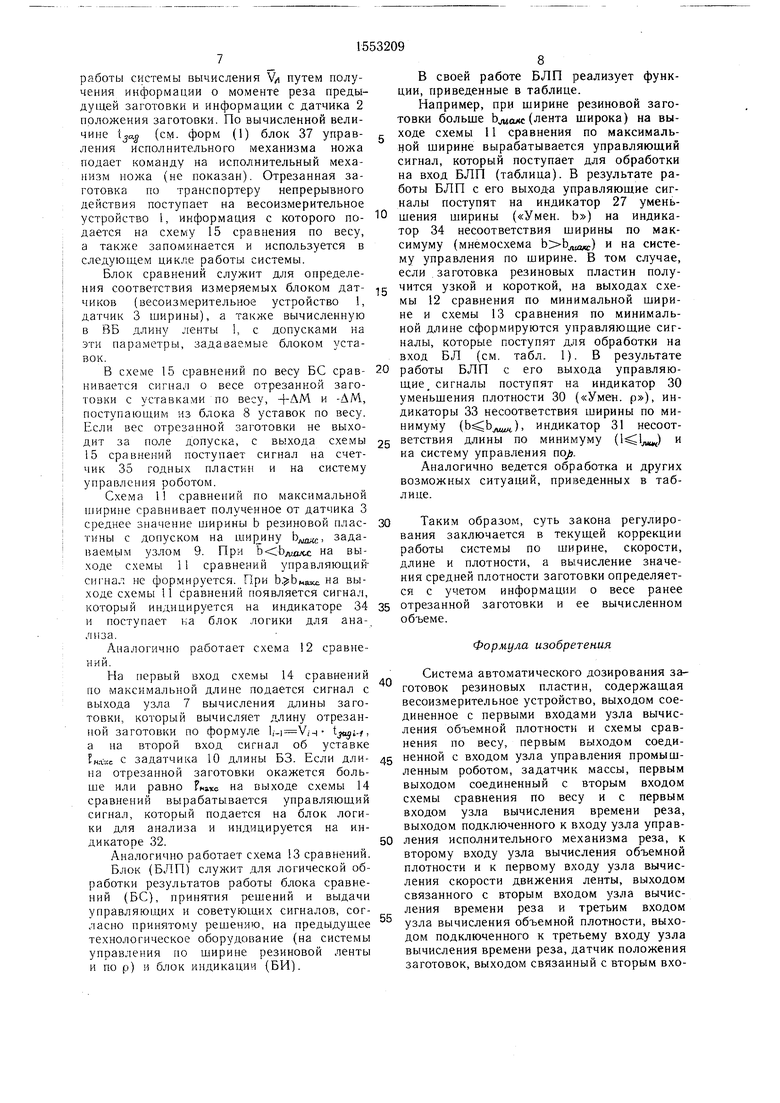
В своей работе БЛП реализует функции, приведенные в таблице.
Например, при ширине резиновой заготовки больше bjuoxc (лента широка) на выходе схемы 11 сравнения по максимальной ширине вырабатывается управляющий сигнал, который поступает для обработки на вход БЛП (таблица). В результате работы БЛП с его выхода управляющие сигналы поступят на индикатор 27 уменьустройство 1, информация с которого по- 10 шения ширины («Умен. Ь) на индика- дается на схему 15 сравнения по весу, тор 34 несоответствия ширины по максимуму (мнемосхема Ь Ълаис) и на систему управления по ширине. В том случае,
если заготовка резиновых пластин полуа также запоминается и используется в следующем цикле работы системы.
Блок сравнений служит для определения соответствия измеряемых блоком дат- -jg чится узкой и короткой, на выходах схе- чиков (весоизмерительное устройство 1,мы 12 сравнения по минимальной ширидатчик 3 ширины), а также вычисленнуюне и схемы 13 сравнения по минимальв ВБ длину ленты 1, с допусками наной длине сформируются управляющие сигэти параметры, задаваемые блоком уста-налы, которые поступят для обработки на
вок.вход БЛ (см. табл. 1). В результате
В схеме 15 сравнений по весу БС срав- 20 работы БЛП с его выхода управляю- нивается сигнал о весе отрезанной зато-щие, сигналы поступят на индикатор 30
юзки с уставками по весу, -fAM и -ДМ, уменьшения плотности 30 («Умен, р), ин- поступающим из блока 8 уставок по весу. дикаторы 33 несоответствия ширины по ми- Если вес отрезанной заготовки не выхо- нимуму (), индикатор 31 несоот- дит за поле допуска, с выхода схемы 25 ветствия длины по минимуму (,) и 15 сравнений поступает сигнал на счет-на систему управления пор.
чик 35 годных пластин и на систему управления роботом.
Схема 11 сравнений по максимальной ширине сравнивает полученное от датчика 3 среднее значение ширины b резиновой плас- 30 тины с допуском на ., задаваемым узлом 9. При ,.aAc на выходе схемы 11 сравнений управляющий- сигнал не формируется. При Ь ЪМЯХЈ. на выходе схемы 11 сравнений появляется сигнал,
Аналогично ведется обработка и других возможных ситуаций, приведенных в таблице.
Таким образом, суть закона регулирования заключается в текущей коррекции работы системы по ширине, скорости, длине и плотности, а вычисление значения средней плотности заготовки определяется с учетом информации о весе ранее
который индицируется на индикаторе 34 35 отрезанной заготовки и ее вычисленном и поступает i.a блок логики для ана- объеме. л и за.
Аналогично работает схема 12 сравнений.
На первый вход схемы 14 сравнений по максимальной длине подается сигнал с готовок резиновых пластин, содержащая
Формула изобретения Система автоматического дозирования завыхода узла 7 вычисления длины заготовки, который вычисляет длину отрезанной заготовки по формуле l,,-i tyqi-i на второй вход сигнал об уставке
весоизмерительное устройство, выходом соединенное с первыми входами узла вычисления объемной плотности и схемы сравнения по весу, первым выходом соедиЪняяс с задатчика 10 длины БЗ. Если дли- 45 ненн°й с входом узла управления промышна отрезанной заготовки окажется больше или равно FM.-KC на выходе схемы 14 сравнений вырабатывается управляющий сигнал, который подается на блок логики для анализа и индицируется на индикаторе 32.
Аналогично работает схема 13 сравнений.
Блок (БЛП) служит для логической обработки результатов работы блока сравнений (БС), принятия решений и выдачи управляющих и советующих сигналов, согласно принятому решению, на предыдущее технологическое оборудование (на системы управления по ширине резиновой ленты и по р) и блок индикации (БИ).
ленным роботом, задатчик массы, первым выходом соединенный с вторым входом схемы сравнения по весу и с первым входом узла вычисления времени реза, выходом подключенного к входу узла управ- 50 ления исполнительного механизма реза, к второму входу узла вычисления объемной плотности и к первому входу узла вычисления скорости движения ленты, выходом связанного с вторым входом узла вычисления времени реза и третьим входом узла вычисления объемной плотности, выходом подключенного к третьему входу узла вычисления времени реза, датчик положения заготовок, выходом связанный с вторым вхо55
В своей работе БЛП реализует функции, приведенные в таблице.
Например, при ширине резиновой заготовки больше bjuoxc (лента широка) на выходе схемы 11 сравнения по максимальной ширине вырабатывается управляющий сигнал, который поступает для обработки на вход БЛП (таблица). В результате работы БЛП с его выхода управляющие сигналы поступят на индикатор 27 умень шения ширины («Умен. Ь) на индика- тор 34 несоответствия ширины по максимуму (мнемосхема Ь Ълаис) и на систему управления по ширине. В том случае,
если заготовка резиновых пластин полу чится узкой и короткой, на выходах схе- мы 12 сравнения по минимальной шириуменьшения плотности 30 («Умен, р), ин- дикаторы 33 несоответствия ширины по ми- нимуму (), индикатор 31 несоот- ветствия длины по минимуму (,) и на систему управления пор.
Аналогично ведется обработка и других возможных ситуаций, приведенных в таблице.
езанной заготовки и ее вычисленном еме.
овок резиновых пластин, содержащая
Формула изобретения Система автоматического дозирования завесоизмерительное устройство, выходом соединенное с первыми входами узла вычисления объемной плотности и схемы сравнения по весу, первым выходом соединенн°й с входом узла управления промышленным роботом, задатчик массы, первым выходом соединенный с вторым входом схемы сравнения по весу и с первым входом узла вычисления времени реза, выходом подключенного к входу узла управ- ления исполнительного механизма реза, к второму входу узла вычисления объемной плотности и к первому входу узла вычисления скорости движения ленты, выходом связанного с вторым входом узла вычисления времени реза и третьим входом узла вычисления объемной плотности, выходом подключенного к третьему входу узла вычисления времени реза, датчик положения заготовок, выходом связанный с вторым вхо
дом узла вычисления скорости движение ленты, отличающаяся тем, что, с целью расширения области применения, она дополнительно снабжена датчиком ширины заготовки, узлом вычисления длины заготовок, g схемами сравнения по максимальной и минимальной ширине и по минимальной и максимальной длине, задатчиками по длине и ширине, блоком логических преобразований, содержащих дзухвходовые схемы И,
при этом выходы задатчика по ширине подключены к вторым входам блока сравнения по максимальной ширине и блока сравнения по минимальной ширине, выход которого соединен с первым входом восьмой двухвходовой схемы И, прямым и инверсным входами соответственно пятой и четвертой двухвходовых схем И и с входом индикатора несоответствия ширины по минимуму, входы задатчика длины подклютрехвходовые схемы ИЛИ к схему И-НЕ, и 10 чены к первым входам схем сравнения по блоком индикации, содержащим индикаторымаксимальной и минимальной длине, причем
уменьшения и увеличения ширины, увели-выход последнего связан с первым входом
чениз и уменьшения г.логкости, несоответст-второй трехвходовой схемы И, с входом
вия ширины, по МИНИМУМУ и по мак-индикатора несоответствия длины по минисимуму, счетчик гооных- пластин и счет- 15 МУМУ и с вторым входом восьмой двух- чик общего числа пластин, при этомвходовой схемы И, выходом соединенной
с входом индикатора увеличения плотности и с прямым и с инверсным входами соответственно перкой и второй двухвходовых схем И, выходами подключенных к второму и третьему входам второй трехвходовой схемы ИЛИ, выходом связанной с вторыми входами схемы И-НЕ и седьмой двухвходовой схемы И. выходом связанной с входом индикатора уменьшения ширины, выход узла вычисления скорости движения ленты дополнительно соединен через узел вычисления длины заготовок с вторыми входами .схем сравнения по минимальной и максимальной длине, пои этом выход последней связан с втопластин. при этом выход датчика ширины заготовок соединен с четвер ЧЕМИ входами узла вычисления объемной п.Т Тпоеги и узла вычисления времени реза и с первыми входами схем сравнен -.;; ло минимальной к 20 максимальной тирине, .ри этом выход схемы сряннения по максимглькой ширине связан с входов индикатора несоответствия, ширины но ,.1аксч., с инверсным входом первой двухгодовой схемы И, с 25 прямым входом второй дзухвхо девой, схемы И и-с первым входом третьей двухвходовой схемы И, выход которой подключен к входу индикатора уменьшения плотности
инверсному входам соотл к прямому Еетстр нко четверти и
вых схем И, выходами связанных с первым и вторым входами первой трехвхо- ixe.v.bi ИЛИ, выходом подключенной к первому ВХОДУ п-естой двухвходо- вой схемы И и к первому входу схемы. И-НЕ, .выходом соединенной с пер- 35 вым входом седьмой двухвходовой схемы И и с вторым входом шестой двухвходовой схемы И, выход которой соединен с входом индикатора увеличения ширины.
пятой двухвходо- 30 Рьш входом третьей двухвходовой схемы И,
с третьим входом первой трехвходовой схемы ИЛИ и с входом индикатора несоответствия длины по максимуму, при этом выходы узла вычисления времени реза и схемы сравнения по весу соединены соответственно с входами счетчика общего числа пластин -и счетчика годных пластин, а третий выход задатчика массы соединен с третьим входом схемы сравнения по массе.
при этом выходы задатчика по ширине подключены к вторым входам блока сравнения по максимальной ширине и блока сравнения по минимальной ширине, выход которого соединен с первым входом восьмой двухвходовой схемы И, прямым и инверсным входами соответственно пятой и четвертой двухвходовых схем И и с входом индикатора несоответствия ширины по минимуму, входы задатчика длины подклю6Л
.БУ
i i LI И И Р
й Г-| 7 ,
rjl LMjl
i
i
Ґ
на систему управления работам (ЯР)
Фиг1
Резиновая
лентаipfiHcnapmepY-)
/
Ш
но cue me tig , . управления шириной (В)
на си с men у управления nofud
Скоростной транспортер
