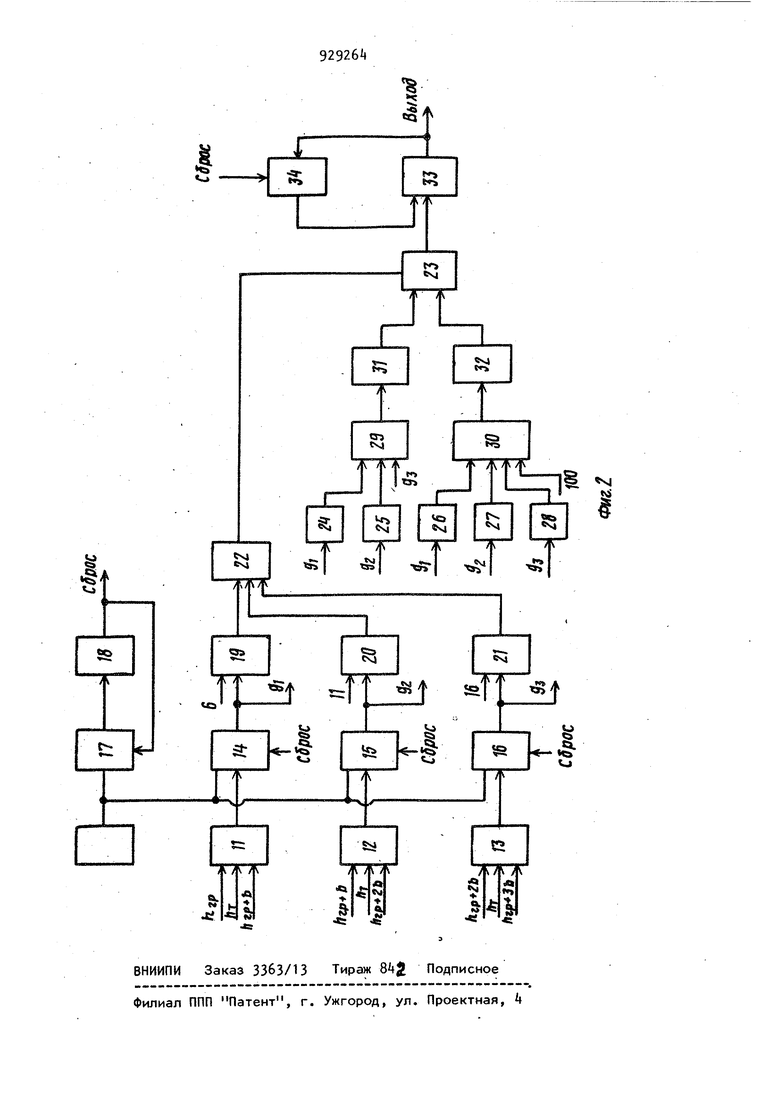
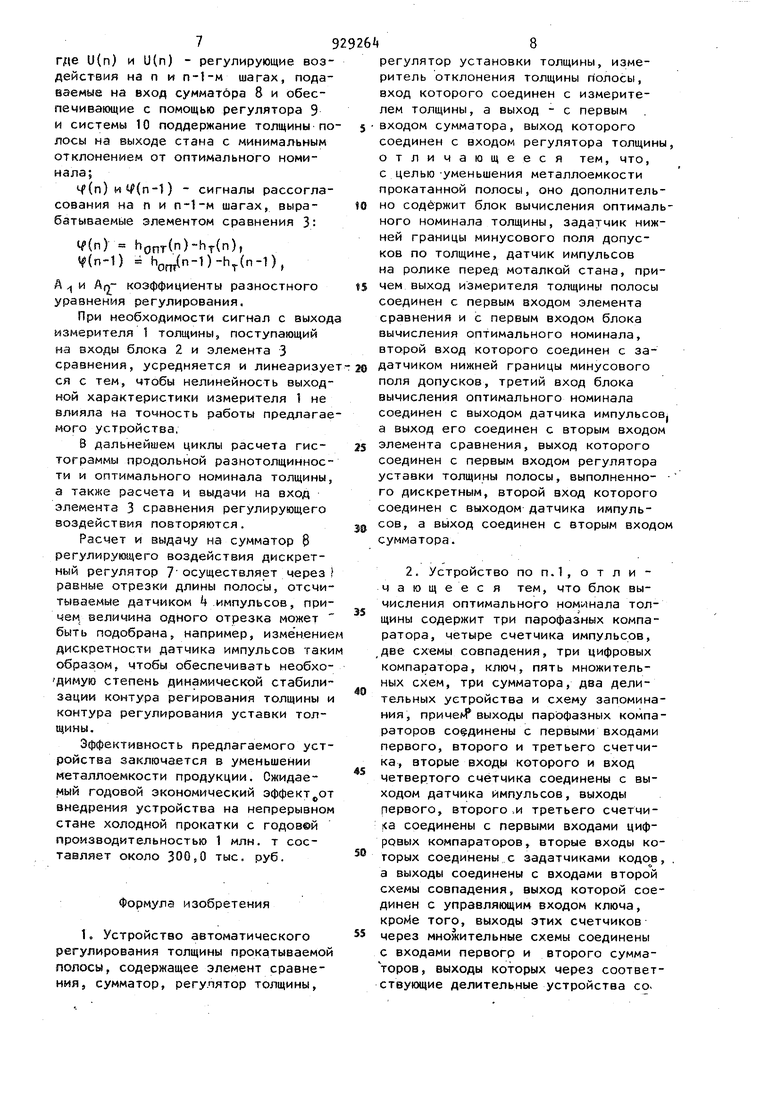
(5) УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ Изобретение относится к металлургической промышленности и может быть использовано для автоматизации прока ных станов, в частности непрерывных станов холодной прокатки. Известно устройство, автоматичес:кого регулирования толщины прокатываемой полосы, содержащие измеритель толщины полосы на выходе стана, измеритель отклонения толщины полосы от заданного значения, регулятор, контур управления обратной связью по выходному параметру с блоком счёта запаздывания. Обеспечение прокатки полос в минусовом поле допусков по толщине при использовании устройства может быть достигнуто смещением задания по толщине в сторону нижней границы поля допусков на определенную величину с помощью ручного задатчика толщины 13. Недостатком такого устройства является то, что не учитывается в темпе с процессом прокатки распределение отклонения толщины полосы от за-, данного значения по длине прркатываемой полосы. В результате этого значительное количество полосы прокатывается с толщиной, otличalQщeйcя от минимально,.допустимой величины. Наиболее близким к изобретении по технической сущности и достигаемому результату является устройство, содержащее измеритель отклонений толщины, регулятор толщины, регулятор уставки толщины, элемент сравнения, источник сигнала смещения и сумматор 21. Недостатками данного устройства являются, то, что регулирование уставки толщины осуществляется по отклонению от заданного значе14ип выходного сигнала изкерителя распределения длины полосы по зонам отклонений толщины-беаг учета . суммарного распределения длины по зонам; а также то, что динамическая стабилизация BJlaиt4O ействия контура регулирования тол92щины и контура регулирования уставки толщины полосы осуществляется дополнительной связью между этими ко турами, .усложняющей устройство, устройство не использует всех возможностей по снижению металлоемкости готовой продукции. Цель изобретения - снижение металлоемкости прокатанной полосы. Поставленная цель достигается тем, что устройство автоматического регулирования толщины прокатываемой полосы, содержащее элемент сравнения сумматор, регулятор толщины, регулятор уставки толщины, измеритель отклонения толщины полосы, вход которого соединен с измерителем толщины, а выход - с первым входом сумматора выход которого соединен с входом регулятора толщины, дополнительно содержит блок вычисления оптимального номинала толщины, задатчик нижней границы минусового поля допусков по толщине, датчик импульсов на ролике Перед моталкой стана, причем выход измерителя толщины полосы соединен с первым входом элемента сравнения и с первым входом блока вычисления оптимального номинала, второй вход которого соединен с задатчиком нижней границы минусового поля допусков, третий вход блока вычисления оптимального номинала соединен с вы ходом датчика импульсов, авыход его соединен с вторым входом элемента сравнения, выход которого соединен с первым входом регулятора уставки толщины полосы,- выполненного дискретным, второй вход которого соединен с выходом датчика импульсов, а выход соединен с вторым входом сумматора. На фиг.1 приведена блок-схема устройства; на фиг. 2 - структурная схема блока вычисления оптимального номинала толщины. Выход измерителя 1 толщины соединен с первым входом блока 2 вычис ления оптимального номинала толщины и с первым входом элемента 3 сравнения. Второй вход блока 2 соединен с выходом датчика 4 импульсов установленного на ролике 5 за послед ней клетью стана. Третий вход блока 2 соединен с задатчиком 6 нижней гр ницы минусового поля допусков, а вы ход блока 2 соединен с вторым входом элемента 3 сравнения. Выход эле мента 3 сравнения соединен с входом 4 дискретного регулятора 7, выход Которого соединен с первым сумматора 8 регулятора 9 толщины, воздействующего через систему 10 управления на скорости приводных двигателей клетей, уменьшая диапазон возможных отклонений толщины полосы. Второй вход сумматора 8 соединен с выходом компаратора 11 отклонения толщины. Входными сигналами блока вычисления оптимального номинала толщины являются: сигнал, пропорциональный текущему значению толщины, с выхода измерителя толщины; сигнал с выхода датчика импульсов, который появляется на выходе датчика импульсов в моменты времени, соответствующие прохождению заданного мерного отрезка полосы под измерителем толщины; сигнал, пропорциональный значению толщины полосы, соответствующему нижней границе поля допуска, с выхода датчика нижней границы минусового поля допусков. Выходным.сигналом блока вычисления оптимального номинала толщины является сигнал, соответствующий вычисленному значению задания Толщины, при котором обеспечивается оптимальное смещение выходной толщины полосы к минусовой границе поля допуска. Структура блока вычисления оптимального номинала толщины представляет вариант с тремя контролируемыми интервалами значений толщины полосы: первый интервал - толщина полосы имеет значения от нижней границы поля допуска h до величины hpp+b, где b - ширина интервала, второй интервал - от до , третий интервал - от Ь„+2Ь до КГР+ЗЬ. На входе блока вычисления оптимального номинала толщины установлены три парафазных компаратора 11.13 на входы которых подается сигнал текущего значения толщины hj, сигнал нижней границы толщины в сумме с соответствующим для каждого интер- . вала сигналом Ь, 2Ь и ЗЬ. Компараторы осуществляют сравнение текущего значения толщины с ее значениями, соотёетствующими трем выбранным интервалам. Если текущее значение толщины находится в каком-то из выбранных интервалов, то на выходе соответствующего данному интервалу компаратора появляется сигнал логической, единицы.
Выходы компараторов подключены соответственно к входам счетчиков 1 1б импульсов, которые стробируются сигналами датчиками импульсов. { ДИ ). Таким образом, количество импульсов насчитанное счетчиком, равно количеству мерных отрезков полосы на определенной ее длине, толщина полосы которых находится в соответствующем интервале. После прохождения -под измерителем толщины отрезка по лосы определенной длины, счетчики 1 - 16 сбрасываются в исходное нулевое состояние, и продолжа.ется анализирование распределения толщины по следующему участку прокатываемой полосы. Сигнал сброса счетчиков в исходное состояние вырабатывается схемой отсчета заданной длины полосы, которая выполнена на двоичном счетчике 16 и схеме 18 совпадения И1. Причем импульсом сброса в исходное состояние устанавливается и счетчик 17. Количества импульсов 9ii 9п и §2 с выходов соответствующих счетчиков t - 16 поступают в параллельном виде непрерывно на входы соответствующих цифровых компараторов 19 21. Первый цифровой компаратор икеет код, соответствующий шестерке, второй - одиннадцати и третий - шестнадцати. Если сравниваемое количество импульсов, насчитанное счетчиком, меньше выбранного код цифрового компаратора, то на его выходе будет сигнал логической единицы, если оно равно или больше - си|- нал логического нуля. Выходы цифровых компараторов подключены к схеме
22совпадения И2, которая управляет двухвходовым .перекидным ключом 23Числа, соответствующие количеству импульсов счетчиков 1 4 - 16, через множительные схемы 2 - 28 поступают на сумматоры 29 и 30, которыми реализуются выражения
д, (1) и 100-6д.+ 2д. (2)
С выходов сумматоров 29 и 30 сигналы поступают, соответственно, на делительные устройства 31 и 32, с выходов которых сигналы поступают на перекидной ключ 23. Выход ключа
23подключен на один вход сумматора 33 на второй вход которого подключен выход управляемой схемы 3
запоминания. Вход схемы i запоминания подключен к выходу сумматора 33 и по сигналам сброса с выхода схемы 18 совпадения производится запоминание расчетного значения оптимального задания толщины, рассчитанного по распределению толщины полосы на предыдущем заданном ее отрезке. В исходном состоянии в
схему запоминания заносится сигнал толщины нижней границы допуска.
Устройство работает следующим образом.
При прокатке полосы на рабочей
скорости блок 2 осуществляет накопление числа попаданий д ... g значений текущих толщин h(n) с выходаизмерителя 1 в заданные интервалы шириной, например 0,005 мм на определенном отрезке полосы, равном, например, 100 м, через равные промежутки длины полосы, отсчитываемые датчиком k импульсов, связанным с роликом 5.
Первый интервал выбирается равным h f.p h.(n) ЬГР+ b второй интервал b h-f{n) i hrp+ 2b, i-Й интервал +(i-1 )b h(n) re + Ь,где hjp - значение толщины полосы, соответствующее нижней границе MMHi/coBoro поля допусков и вводимое в блок 2 от задатчика 6; b ширина интервала толщины.
После прокатки полосы определент ной длины, например равной 100 м, осуществляется вычисление блоком 2 оптимального номинала толщины (например при трех интерва лах толщины):
WK)W«-0(.or5
при g : 7, 6 или 9 7, 11 ИЛИ g ;j 16;
„,(k).h(i2-,)-(t- 5a t|2ai2ai).o,oo5
при g 6 и и , г i«
где hg и ) - значения опти- . 1мальных тогщин в миллиметрах на к-ом и К-1-ом шагах соответственно 0,015 и 0,005 константы ё миллиметрах.
Дискретный регулятор 7, аппара- турной базой для которого может быть использована микроэвм, осуществляет расчет регулирующего воздействия по формуле (например при пропорционально-ин1гегральном законе регулирования)
U(n)(n-1)(n)+A,lif(n-1), 7 где U(n) и U(n) - регулирующие воздействия на п и n-1-M шагах, подаваемые на вход сумматора 8 и обеспечивающие с помощью регулятора 9 и системы 10 поддержание толщины по лосы на выходе стана с минимальным отклонением от оптимального номинала;{п) и if(п-1) - сигналы рассогласования на п и П-1-М шагах, вырабатываемые элементом сравнения 3: (п) Нопт(.п)-Ьг(п), «f(n-1) )-h(n-l), А и An- коэффициенты разностного уравнения регулирования. При необходимости сигнал с выход Ь13мерителя 1 толщины, поступающий на входы блока 2 и элемента 3 сравнения, усредняется и линеаризуе ся с тем, чтобы нелинейность выход ной характеристики измерителя 1 не влияла на точность работы предлагае мого устройства, В дальнейшем циклы расчета гистограммы продольной разнотолщиннос ти и оптимального номинала толщины а также расчета и выдачи на вход элемента 3 сравнения регулирующего воздействия повторяются. Расчет и выдачу на сумматор 8 регулирующего воздействия дискретный регулятор 7осуществляет через равные отрезки длины полосы, отсчи тываемые датчиком .импульсов, при чем величина одного отрезка может быть подобрана, например, изменени дискретности датчика импульсов так образом, чтобы обеспечивать необхо димую степень динамической стабили зации контура регирования толщины контура регулирования уставки толщины. Эффективность предлагаемого уст ройства заключается в уменьшении металлоемкости продукции. Ожидаемый годовой экономический эффект о внедрения устройства на непрерывно стане холодной прокатки с годовей производительностью 1 млн. т составляет около 300sО тыс. руб. Формула изобретения 1. Устройство автоматического регулирования толщины прокатываемо полосы, содержащее элемент сравнения, сумматор, регулятор толщины. регулятор установки толщины, измеритель отклонения толщины полосы, вход которого соединен с измерителем толщины, а выход - с первым входом сумматора, выход которого соединен с входом регулятора толщины, отличающееся тем, что, с целью -уменьшения металлоемкости прокатанной полосы, оно дополнительно содержит блок вычисления оптимального номинала толщины, задатчик нижней границы минусового поля допусков по толщине, датчик импульсов на ролике перед моталкой стана, причем выход измерителя толщины полосы соединен с первым входом элемента сравнения и с первым входом блока вычисления оптимального номинала, второй вход которого соединен с задатчиком нижней границы минусового поля допусков, третий вход блока вычисления оптимального номинала соединен с выходом датчика импульсов а выход его соединен с вторым входом элемента сравнения, выход которого соединен с первым входом регулятора уставки толщины полосы, выполненно- го дискретным, второй вход которого соединен с выходом датчика импульсов, а выход соединен с вторым входом сумматора. 2. Устройство по п.1, отличающееся тем, что блок вычисления оптимального номинала толщины содержит три парофазных компаратора, четыре счетчика импульсов, две схемы совпадения, три цифровых компаратора, ключ, пять множительных схем, три сумматора, два делительных устройства и схему запоминания, приче выходы парЬфазных компараторов соединены с первыми входами первого, второго и третьего счетчика, вторые входы которого и вход четвертого счётчика соединены с выходом датчика импульсов, выходы первого, второго и третьего счетчика соединены с первыми входами цифровых компараторов, вторые входы которых соединены с задатчиками , . а выходы соединены с входами второй схемы совпадения, выход которой соединен с управлящим входом ключа, кроМе того, выходы этих счетчиков через множительные схемы соединены с входами первогр и второго суммаVopoB, выходы которых через соответствующие делительные устройства со99динены с входами ключа, выход которого соединен с одним из входов тре тьего сумматора, на второй вход которого подключен выход схемы запоминания, вход которой соединен с выходом этого сумматора, выход четвертого счетчика соединен с входом первой схемы совпадения, выход которой соединен с вторыми входами i этого.счетчика и схемы запоминания. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. В 21 В 37/02, 1971. 2.Авторское свидетельство СССР If 62Й12, кл. В 21 В 37/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Устройство для автоматического регулирования толщины полосы на стане холодной прокатки | 1982 |
|
SU1069894A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067905C1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство автоматического управления механизмом перемещения нажимных винтов реверсивных станов горячей прокатки | 1977 |
|
SU933143A2 |
| Устройство для сортировки листов по толщине в потоке | 1982 |
|
SU1041184A1 |
| Устройство для регулирования толщины полосы | 1988 |
|
SU1585039A1 |