Изобретэние относится к системам автоматического контроля и сортировки по толщине резиновых пластин и может быть использовано, например в резино-технической промышленности.
Цель изобретения - расширение технологических возможностей.
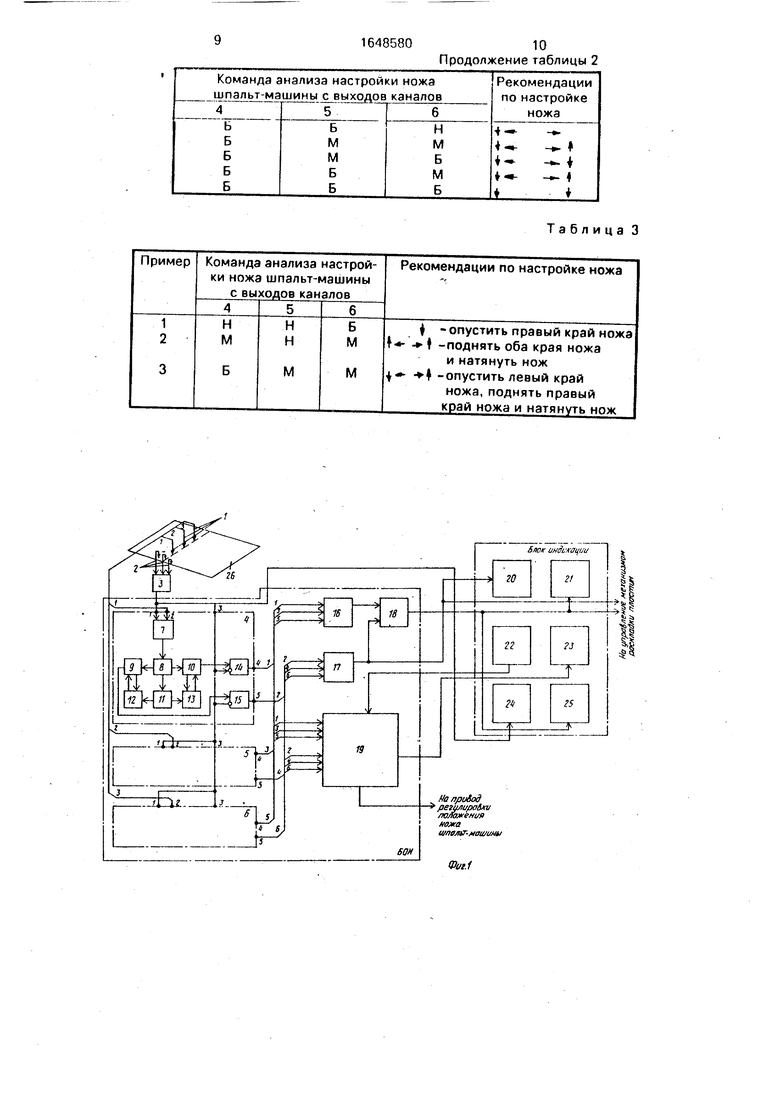
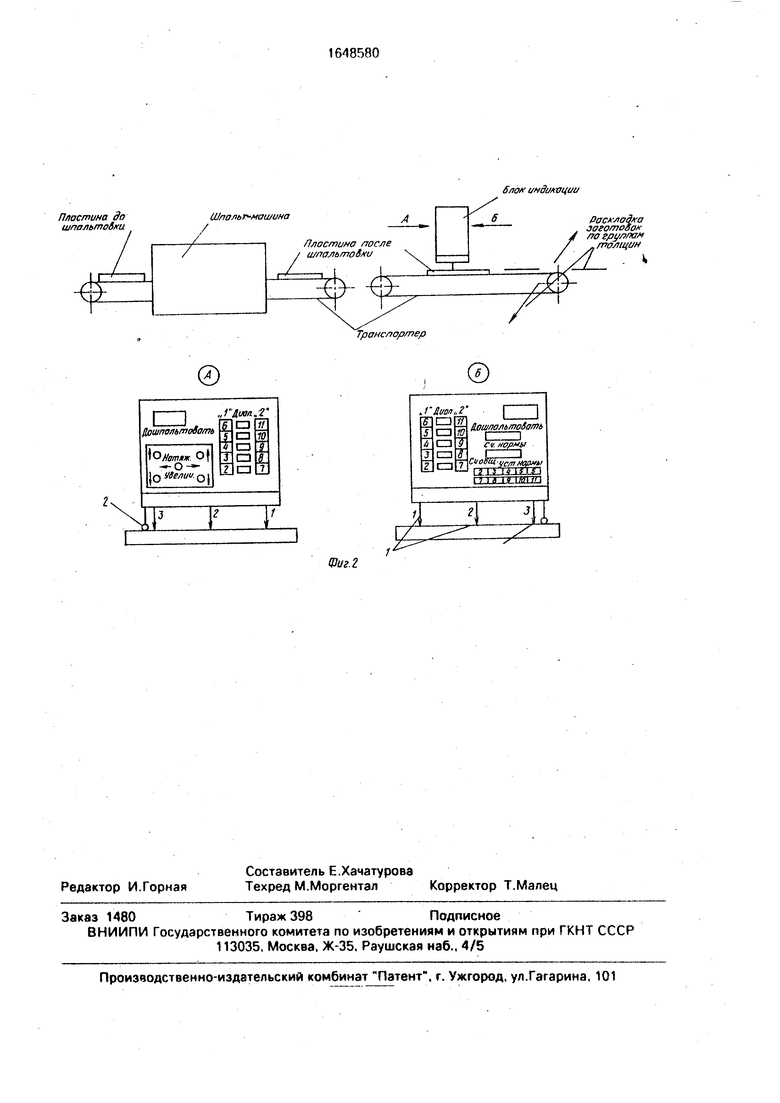
На фиг.1 представлена функциональная схема предлагаемой системы; на фиг.2 - система, общий вид.
Система автоматического контроля и сортировки резиновых пластин по их толщине включает измерительные датчики 1. например, индукционного типа, датчик 2 зоны контроля с тремя чувствительными элементами. Чувствительные элементы датчика 2 зоны контроля расположены на равном, например составляющем 25 мм, расстоянии один от другого походу движения пластины, чтобы исключить из измерения края пластины, составляющие, как правило, 25 мм. На одном уровне со средним чувствительным элементом расположены на одной линии поперек пластин измерительные датчики 1, Выходы чувствительных элементов заведены на трехвходовый элемент И 3, что обеспечивает работу всей системы только при наличии сигнала от каждого чувствительного элемента или в данном случае при наезде пластин на все три элемента Сигнал с трехо
4 00 СЛ
со о
входового элемента И 3 подается на блок обработки информации, содержащий три канала 4-6 обработки, каждый из которых подключен к своему измерительному датчику 1. В каждый канал обработки информации входит двухаходовый элемент И 7, соединенный с логическим вентилем 8, который соединен с тремя элементами 9-11 памяти. Кроме указанных элементов, каждый из каналов 4-6 обработки информации содержит два элемента 12 и 13 сравнения и два элемента И 14 и 15 с инверсией по входу. Первые входы элементов 9 и 10 памяти связаны с первыми входами элементов 12 и 13 сравнения, а вторые - с прямыми входами элементов И 14 и 15 с инверсией по входу. Первые входы элементов 9 и 10 памяти связаны с первыми входами элементов 12 и 13 сравнения, а вторые - с прямыми входами элементов И 14 и 15 с инверсией по входу. Выходы элемента 11 памяти связаны с вторыми входами элементов 12 и 13 сравнения, а выходы элементов 12 и 13 сравнения - с вторыми входами элементов 9 и 10 памяти. На инверсные входы элементов И 14 и 15с инверсией по входу подаются сигналы с выхода трехвходового элемента И 3, связанного также с входом двухвходового элемента И 7 каждого из каналов 4-6 обработки информации. Каналы 4-6 обработки, а также схемы сравнения по максимуму 16, сравнения по минимуму 17 и совпадения 18 и блок 16 формирования управляющих сигналов, связанных с приводом ножа шпальт- машины осуществляют анализ информации, поступающей с измерительных датчиков 1, выделение максимальных и минимальных отклонений толщины пластины, выбор группы толщины пластины, выработку рекомендации на дошпальтовку пластины до определенной (оптимальной)группы при необходимости, а также рекомендаций на настройку ножа шпальт-машины. Блок 19 может быть выполнен, например, с применением микропроцессорной техники.
Система автоматического контроля и сортировки резиновых пластин по их толщине содержит также блок индикации, включающий первый, второй и третий индикаторы: индикатор 20 Группа, индикатор 21 Дошпальтовать, узел 22 уставок нормы, индикатор 23 настройки ложа шпальт-машины, счетчики общего числа пластин 24 и годных пластин 25. Внешний вид блока индикации показан на фиК2 (вид А, Б).
Выходы элементов И 14 с инверсией по входу каждого из каналов 4-6 обработки информации связаны с входами схемы 16 сравнения по максимуму и входами блока 19. на другие входы которого поданы сигналы с выходов элементов И 15 с инверсией по входу каждого из каналов 4-6 обработки информации, связанных также с входами схемы 17 сравнения по минимуму. Выход
последней соединен с первым входом схемы 18 совпадения и входом индикатора 20 Группы, Второй вход схемы 18 совпадения связан с выходом схемы 16 сравнения по максимуму, а выход - с индикатором 21
0 Дошпальтовать и входом датчика 25 годных пластин. Узел 22 уставок нормы, задающий номер группы пластин, связан своим выходом с входом блока 19, выход которого соединен с входом индикатора 23 настрой5 ки ножа шпальт-машины, Выход трехвходового элемента И 3 связан с входом счетчика 24 общего числа пластин 26.
Индикаторы могут быть выполнены на жидких кристаллах, светодиодах или.других
0 светящихся элементах.
Система работает следующим образом.
Пластина 26 входит в зону контроля и
замыкает все три чувствительные элемента
датчика 2 зоны контроля, при этом на пер5 вый вход двухвходового элемента И 7каждо- го канала 4-6 обработки информации, через трехвходовый элемент И 3 поступает разрешающий сигнал на измерение.
Измерительная информация о группе
0 толщины пластины поступает на второй вход двухвходового элемента И 7 с измерительных датчиков 1. Сигнал сдвухвходового элемента И 7 поступает на логический вентиль 8, который осуществляет передачу ин5 формации о величине параметра измеряемой группы толщины пластины 26 для записи в первом 9 и втором 10 элементах памяти. На последующих тактах измерения логический вентиль 8 разрешает запись только в
0 третий элемент 11 памяти, и эти данные параллельно сравниваются в первом 12 и втором 13 элементах сравнения с информацией, находящейся соответственно в первом 9 и втором 10 элементах памяти. При
5 этом алгоритм работы каждого из каналов 4 - 6 обработки информации - таков, что в первый элемент 9 памяти всегда записывается минимальное значение измеренного параметра (группы), а во второй элемент 10 па0 мяти - максимальное значение измеренного параметра.
Цикл измерения заканчивается, когда хотя бы один из чувствительных элементов датчика зоны контроля выходит из контакта
5 с пластиной 26. При этом на вход трехвхо- довой системы И перестает поступать сигнал и на ее выходе устанавливается уровень логического О. Одновременно уровень логического О поступает на инверсные входы элементов И 14 и 15 с инверсией
по входу каждого из каналов 4 6обрабо ки информации и они открываются Через элементы 14 и 15 приходит информация, записанная на первый 9 и второй Юэлемен ты памяти каждого из каналов 4-6 обработ- ки информации. При этом через элементы И 14 с инверсией по входу каждого из каналов приходит информация о максимальном значении измеренного параметра (номера группы), а через элемент И 15 с инверсией по входу - о минимальном значении этого параметра.
Далее обработка информации осуществляется следующим образом. С выходов всех элементов 14 (максимальные значения параметров группы) каналов 4-6 обработки информации информация поступает на входы схемы 16 сравнения по максимуму, где происходит выделение наибольшего значения из всех трех максимальных значе- ний группы. Аналогично с выходов всех элементов 15 (минимальное значение параметров группы) каналов 4-6 обработки информации информация поступает на входы схемы 17 сравнения по минимуму, где происходит выделение наименьшего из трех минимальных значений группы.
Выделенное минимальное значение группы и есть та группа толщины, до которой в случае необходимости происходит до- шпальтовка пластин 26. Номер группы индицируется на индикаторе 20 Группа. Сигнал Дошпальтовать вырабатывается только в том случае, когда сигналы с выходов схем 16 и 17, сравненные в схеме 18 совпадения, не совпадают. В этом случае вырабатывается команда на индикатор До- шпальтовать. Следовательно, при совпадении минимальной и максимальной групп толщины пластин 26 ускоряется информа- ция о номере этой группы, а также происходит учет пластины на счетчике 25 годных пластин. При несовпадении максимумов и минимумов загорается номер группы, соответствующий минимуму, а также сигнал на индикаторе 21 Дошпальтовать, что говорит о том, что пластину необходимо до- шпальтовать, и оптимальной группой для дошпальтовки является группа, индицируемая на индикаторе 20 Группа. Что каса- ется подсчета общего числа пластин, то он происходит при каждом срабатывании трех- входового элемента И 3 и число пластин индицируется счетчиком 24 общего числа пластин.
Анализ состояния настройки ножа шпальт-машины осуществляется следующим образом. Сигналы о минимальных и максимальных значениях группы толщин пластин 26 поступают со всех каналов 4-6
обработки информации на входы блока 19. На его вход поступает также информация с узла 22 уставок нормы, на котором путем манипуляции набирается номер группы пластин, на которую настроен нож шпальт- машины. При этом сравнение значений поступающей с выходов каналов 4-6 обработки информации о номере группы пластины с эталонной, поступающей с выхода узла
22уставок нормы, осуществляется согласно алгоритму, приведенному в тэбл.1 (где М - меньше нормы, Н - норма, Б - больше нормы).
Аналогично вырабатываются команды анализа настройки ножа и для каналов 5 и 6 обработки информации.
Далее полученная информация обрабатывается логическим блоком 19 распознавания образов состояния настройки ножа шпальт-машины согласно алгоритму, приведенному в табл. 2, а затем индицируется на индикаторе 23 настройки ножа шпальт-машины (вариант внешнего вида индикатора
23на фиг.2, вид А)
Примеры работы индикатора приведены в табл.3.
Предусмотрены также выходы на управление приводом положения ножа шпальт- машины, а также выходы управлением механизмами раскладки.
Формула изобретения Система автоматического контроля и сортировки резиновых пластин, содержащая измерительные датчики, узел управления механизмом раскладки пластин, узел уставок нормы, схемы сравнения по максимуму и по минимуму, блок обработки информации, счетчики годных пластин и общего числа пластин, индикаторы и блок формирования управляющих сигналов, первым выходом соединенный с приводом ножа шпальт- машины, отличающаяся тем, что, с целью расширения технологических возможностей, она дополнительно содержит датчики зоны контроля, элемент И и схему совпадений, а каждый канал блока обработки информации содержит дополнительные элементы И, логический вентиль, элементы памяти и элементы сравнения, при этом выходы датчиков зоны контроля через элемент И и выходы измерительных датчиков соответственно связаны с входами схем И соответствующих каналов обработки, выходом соединенных с входом логического вентиля, первые выходы которого подключены к первым входом первого и второго элементов памяти, а второй - к входу третьего элемента памяти, выходами связанного с первыми входами элементов сравнения, выход и вход
каждого из которых связан с соответствующими входом и выходом первого и второго элементов памяти, выходами соответственно подключенных к первым входам третьего и четвертого элементов И канала обработки, а выход элемента И соединен с входом счетчика годных пластин и инверсными входами третьих и четвертых элементов И каналов обработки, причем выходы вторых и третьих элементов И каждого канала обработки соединены соответственно с входами схем сравнения по максимуму и минимуму, а выходы всех вторых и третьих элементов И связаны с соответствующими первыми вхо
дами блока формирования управляющих сигналов, второй вход которого соединен с выходом узла уставок нормы, а второй выход - с первым индикатором, при этом выход схемы сравнения по максимуму соединен с первым вхрдом схемы совпадений, выходом подключенной к входам счетчика общего числа пластин, второго индикатора и к первому входу узла управления механизмом раскладки пластин, выход схемы сравнения по минимуму связан с вторыми входами схемы совпадений, узла управления механизмом раскладки пластин и с вхоДом -четьего индикатора.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического контроля и сортировки резиновых пластин | 1989 |
|
SU1715448A1 |
| Система автоматической сортировки плоских изделий | 1989 |
|
SU1780866A1 |
| Система автоматического дозирования заготовок резиновых пластин | 1989 |
|
SU1692681A1 |
| Система автоматического дозирования заготовок резиновых пластин | 1988 |
|
SU1553209A1 |
| Устройство для ввода информации | 1988 |
|
SU1522190A1 |
| Система контроля технологических параметров оборудования для производства рулонного материала | 1989 |
|
SU1694467A1 |
| Ультразвуковой датчик производительности горной машины | 1981 |
|
SU956786A1 |
| Устройство для контроля и учета расхода электроэнергии | 1980 |
|
SU858039A1 |
| Устройство для контроля параметров сложных систем | 1985 |
|
SU1288920A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАБОТЫ ТЕХНОЛОГИЧЕСКОГО ОБЪЕКТА | 1989 |
|
SU1651689A1 |
Изобретение относится к системам автоматического контроля и сортировки резиновых пластин по их толщине, относящихся к оборудованию резино-технической промышленности, и позволяет расширить технологические возможности. Система позволяетопределять группутолщины пластин по всей ее площади, обрабатывать полученные данные, выдавать информацию о принадлежности пластины к той или иной группе и. в случае необходимости, рекомендации о дошпальтовке пластины до оптимальной группы, а также анализировать состояние ножа шпальт-машины и вырабатывать рекомендации по его настройке Система включает измерительные датчики, датчик зоны контроля с чувствительными элементами, блок обработки информации и блок индикации. Информация с измерительных датчиков анализируется в каналах обработки информации, выдается на схему сравнриия по максимуму, схему сравнения по минимуму и с них на индикаторы Группа. До- шпальтовать и на счетчики общего числа пластин и годных пластин С блока формирования управляющих сигналов команда подается на привод ножа шпалы-машины и на индикатор настройки ножа шпальт-машины. 2 ил., 3 табл. СП t:
Данная команда выбирается, исходя из требований конкретного технологического процесса.
Таблица 2
Таблица 3
Фаг.1
Пластина So шпальтаВ/ги
/
Шлалы -машина
/
|1„1 АиалнГ
Одшпояьтобо/пь
Р
t СЭ
та L а
блох индихации
Раскладка заготовок по группа толщин
Транспортер
| Система автоматического дозирования заготовок резиновых пластин | 1988 |
|
SU1553209A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
