1
(21)4912673/05 (22) 20.02.91 (46)15.12.92. Бюл. № 46
(71)Днепропетровский металлургический институт
(72)А.Е.Кагаловский. Б.М.Малкин, А.И.Ушаков и В.С.Абдулин
(56) Авторское свидетельство СССР N;1224171.кл. В 29 С 67/14, 1984. Авторское свидетельство СССР № 1694415, кл. В 29 D 30/38, 1989. (54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБРЕЗИНЕННОГО МЕТАЛЛОКОРДНОГО ПОЛОТНА
(57) Использование: в линиях обрезинива- ния металлокордного полотна при производстве покрышек пневматических шин. Сущность изобретения: в устройстве для изготовления обрезиненного металлокордного полотна приспособление для стабилизации положения металлокордных нитей снабжено ведущим барабаном с электромагнитной поверхностью. Этот барабан кинематически связан с двигателем и расположен между средством для подачи металлокордных нитей и ведомым барабаном. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обрезиненного металлокордного полотна | 1989 |
|
SU1694415A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| Установка для перезарядки каландра безуточным кордом | 1984 |
|
SU1224171A2 |
| Шпулярник для размотки нитей металлокорда | 1987 |
|
SU1618716A1 |
| Устройство для стабилизации натяжения длинномерного материала при его размотке | 1986 |
|
SU1388376A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| Шпулярник к установке для обрезинки металлокорда | 1984 |
|
SU1204400A1 |
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| Устройство для изготовления обрезиненных металлокордных заготовок | 1989 |
|
SU1722862A2 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
Изобретение относится к шинной промышленности и может быть использовано в линиях обрезинивания мегаллокордного полотна при производстве покрышек пневматических шин.
Известно устройство для изготовления металлокордного полотна, содержащее средство для подачи металлокордных нитей в виде шпулярника, магнитную плиту для стабилизации натяжения металлокордных нитей.
К недостаткам этого устройства относится то, что при протягивании нитей по примагничивающей поверхности плиты повреждается его латунное покрытие, что уменьшает адгезию резиновой смеси к корду и снижает качество обрезиненного металлокордного полотна. Кроме того, не гарантируется рапное натяжение всех ни(Л
С
тей в полотне, что также снижает качество обрезиненного металлокордного полотна.
Наиболее близким по технической сущности является устройство для изготовления обрезиненного металлокордного полотна, содержащее средство для подачи металлокордных нитей, приспособление для стабилизации их положения, выполненное в виде свободно вращающегося ведомого барабана с электромагнитной поверхностью, кинематически связанного с тормозным приспособлением.
К недостаткам данного устройства относится влияние переменной силы сопротивления шпуледержателя в процессе сматывания нити со шпули на абсолютное значение силы натяжения нити, что снижает качество полотна. При этом, сила натяжения нити FM формируется в результате алгебраического сложения силы тяги каланХ|00
О
00
дря F:K. тормозной силы тормозного устрой- глпа FI и силы сопротивления в шпуледер- жателе Рш, т.е. FH F + FT + Рш.
Цель изобретения - повышение качества обрезиненного металлокордного полотна за счет обеспечения натяжения металлокордных нитей в заданном диапазоне.
Указанная цель достигается тем, что в устройстве для изготовления обрезиненного металлокордного полотна, содержащем средство для подачи металлокордных нитей, приспособление для стабилизации их положения, выполненное в виде свободно вращающегося ведомого барабана с электромагнитной поверхностью кинематически связанного с тормозным приспособлением, согласно изобретению, приспособление для стабилизации положения металлокордных нитей снабжено ведущим барабаном с электромагнитной поверхностью, кинематически связанным с двигателем и расположенным между средством для подачи металлокордных нитей и ведомым барабаном.
При этом, с помощью ведущего барабана перед началом технологического цикла формируется компенсационная петля из металлокордных нитей, что позволяет создать развязку ведомого барабана и шпулярника. Исключив воздействие переменной силы сопротивления, организуемой шпуледержателями шпулярника, на величину силы натяжения, т.е. FH FK + FT.
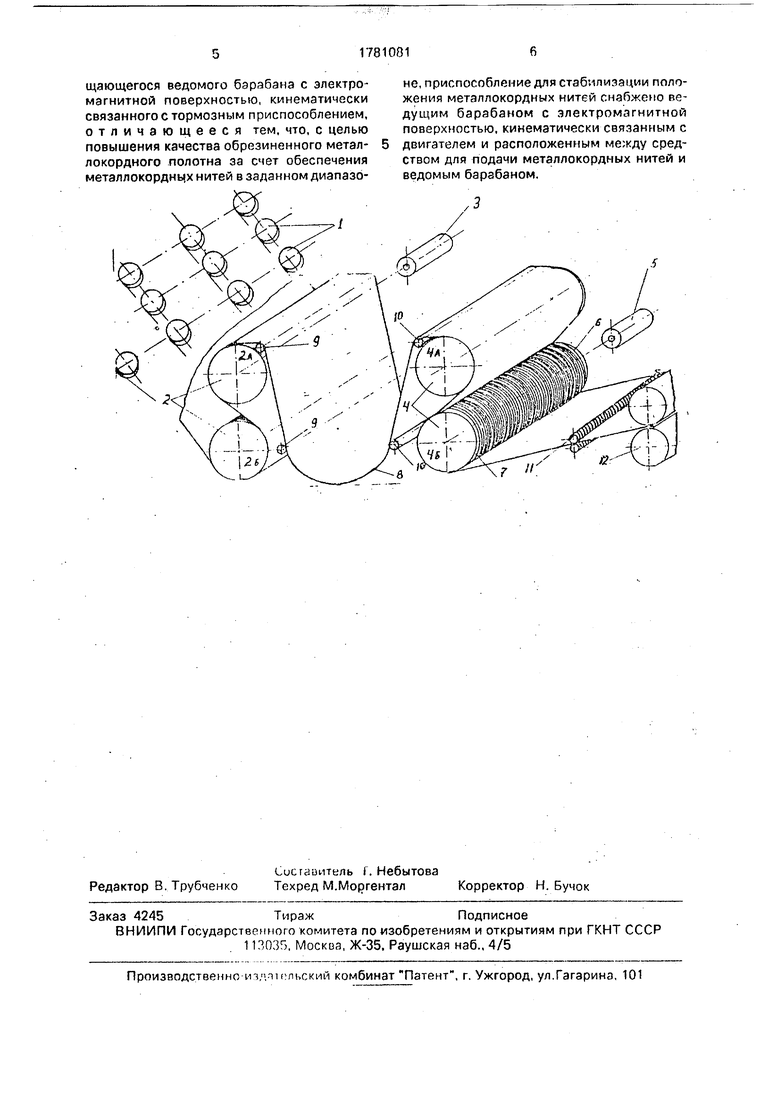
На чертеже представлено устройство, общий вид.
Устройство для изготовления обрезиненного металлокордного полотна содержит средство для подачи металлокордных нитей - шпулярник 1, приспособление для стабилизации их положения, выполненное в виде ведущего барабана 2 с электромагнитной поверхностью, кинематически связанного с приводным двигателем 3 и свободно вращающегося ведомого барабана 4 с тормозным двигателем 5; при этом ведущий барабан 2 расположен между шпу- , лярником 1 и ведомым барабаном 4.
Поверхности барабанов выполнены в виде гребенок 6, образуя пазы 7. Между ведущим 2 и ведомым 4 барабанами установлены, формирующие компенсационную петлю 8 ролики 9, 10. Система Формирования металлокорлного полотна включает установленные после барабана 4 ролики 11 с канавками и каляндр 12. Ведущий и ведомый барабаны выполнены из модульных пар мо- дулейЧ оотпгггогвонмо 2Л 2В и 4А, 4Б.
Устройство ро Зотягт c/;rvi% ющпм ОМ
В подготовительный период раскладки металлокордных нитей по пазам 7 барабанов 2, 4 с электромагнитной поверхностью. ввода нитей в каландр включаются обмотки
возбуждения электромагнитов. Возбуждается магнитный поток, стимулируюш,ий появление магнитной силы, притягивающей (утяжеляющей) нить к поверхности барабанов.
0 После включения двигателя 3 ведущего барабана 2, последний начинает вращаться и сматывать металлокордные нити со шпуль 1. На участок нитей, расположенный между барабанами, действует тангенциальная и
5 нормальная силы, возникающие в этот период от вращения барабана 2, стимулируя формирование петли 8. По достижении длины петли п 1,5-2 м включаются привод каландра и тормозной двигатель 5 ведомого
0 барабана 4, создающие момент, направленный против движения нитей.
Примагниченные к поверхности барабана 4 нити захватываются каландром 12, создается натяжение нитей в зоне между
5 каландром ведомым подтормаживаемым барабаном 4. Благодаря фиксации нитей на поверхности барабана 4 (магнитное утяже- ние), начинается выбор нитей из петли. Вследствие синхронного вращения ведуще0 го и ведомого барабанов длина петли сохраняется.
Наличие компенсационной петли 8 позволяет отделить шпули шпулярника 1 от ведомого барабана 4, исключив влия5 ние переменной силы, создаваемой в шпуледержателях. Такая конструкция позволяет улучшить условия симметрирования (равнонатяжение) нитей в поперечном направлении, улучшить динамику работы
0 шпулярника, например, за счет снижения величины ускорения шпули при остановке каландра.
Выполнение барабанов в виде парных групп жестко связанных между собой моду5 лей, облегчает дробление магнитных полюсов, позволяет уменьшить шаг между нитями, увеличить эффект утяжеления нитей с диаметром jef 1,045,5 мм. При этом утяжеление нити осуществляется только
0 лишь на одном из модулей группы образующей барабан, например(2А), тогда как на другом модуле (2Б) нить располагается для того, чтобы способствовать формированию полотна в одной горизонтальной плоскости.
5 Фор мула изобретения
Устройство для изготовления обрезиненного металлокордного полотна, содержащее сродство для подачи металлокордных нитей присппсоПпение для стабилизации м полп- жеиич. пшншмгчног в н г, с PC чип :-
щающегося ведомого барабана с электромагнитной поверхностью, кинематически связанного с тормозным приспособлением, отличающееся тем, что, с целью повышения качества обрезиненного метал- локордного полотна за счет обеспечения металлокордных нитей в заданном диапазоне, приспособление для стабилизации положения металлокордных нитей снабжено ведущим барабаном с электромагнитной поверхностью, кинематически связанным с двигателем и расположенным ме;кду средством для подачи металлокордных нитей и ведомым барабаном.
