Изобретение относится к оборудованию заводов резинотехнической промьш-, ленности, Б частности к производству обрезиненного металлокордного полотна, применяемого при производстве покрышек пневматических шин.
Известна установка для обрезинивания металлокорда, содержащая последовательно установленные шпулярник, шагораспределяющие и направляющее устройства и два каландра, первый из которых выполнен с шаговыми канавками.
Недостатком известного устройства является то, что при обрезинивании
sl
СП
оо
металлокордного полотна с плотным шагом распределения в нем нитей,осоО) бенно при малом их диаметре, нарушао:ется точность распределения нитей оо по щагу и тем самым снижается качество готового полотна.
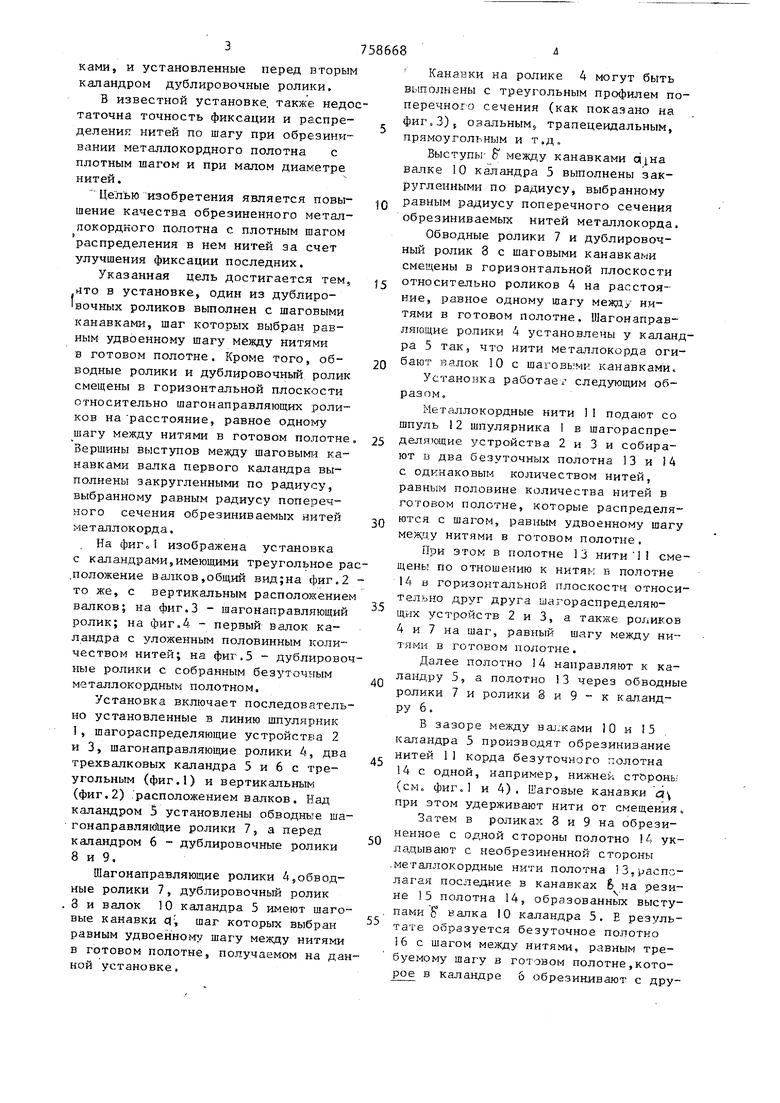
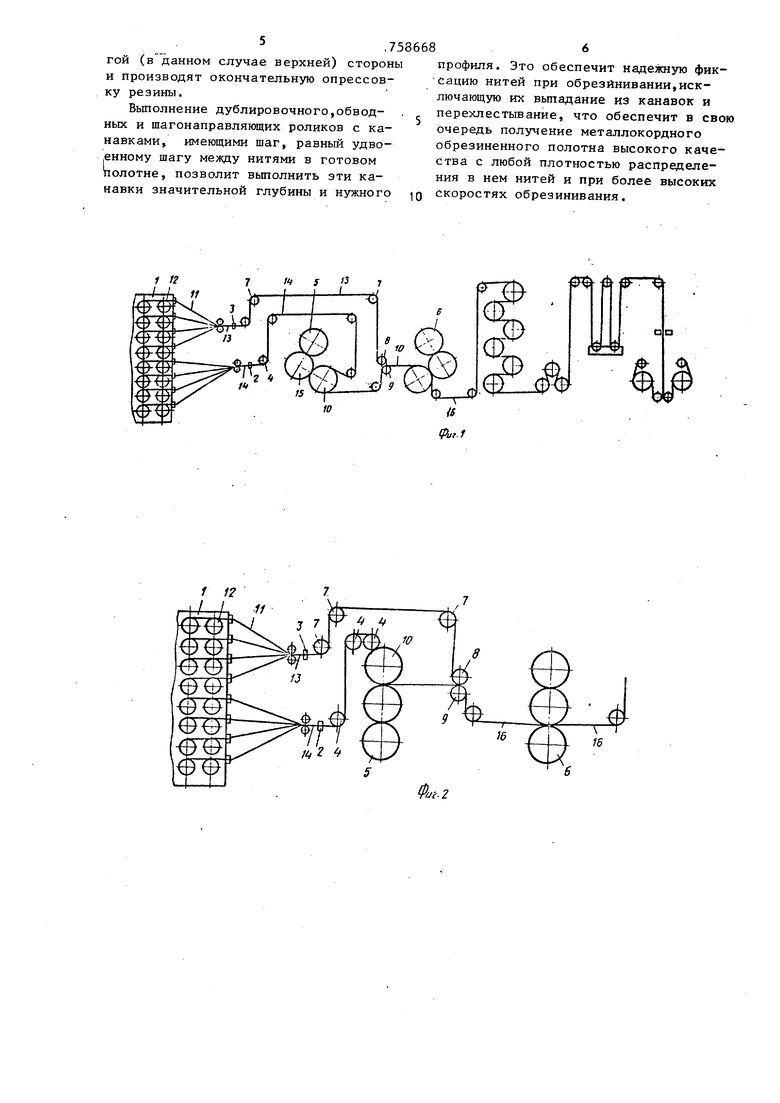
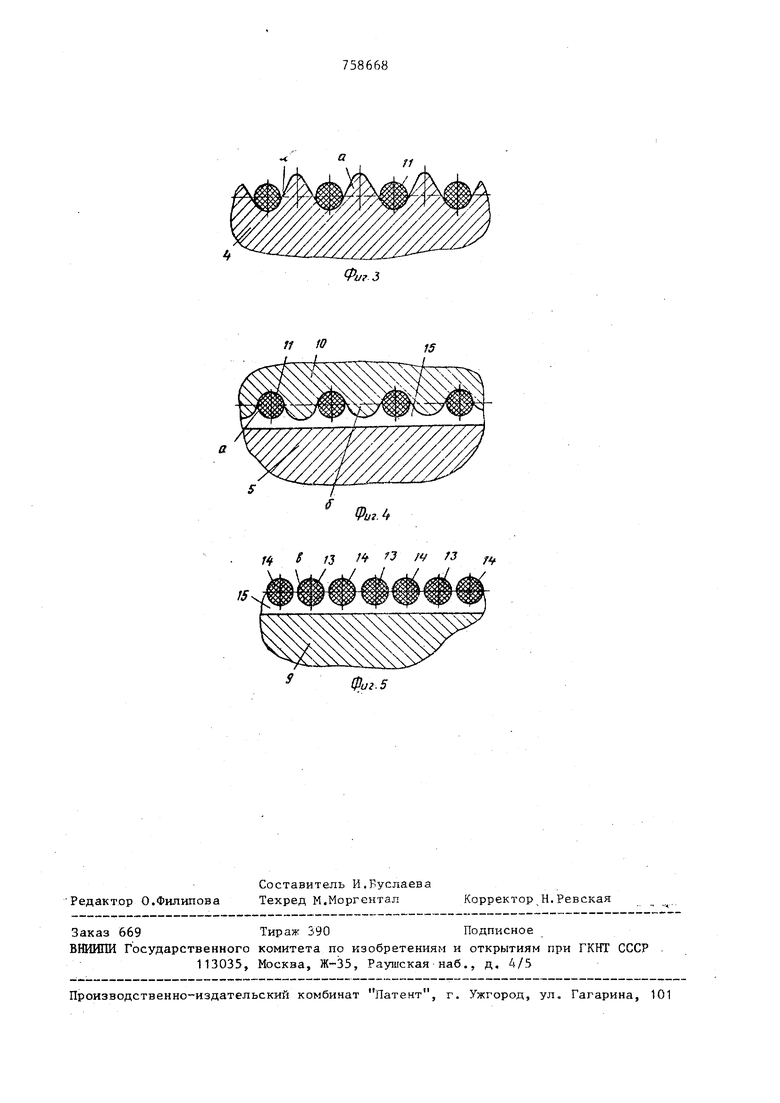
Известна установка для изготовления обрезиненного металлокордного полотна, содержащая последовательно установленные шпулярник, шагораспределяющие устройства и шагонаправляющие ролики, два каландра, верхний валок первого из которых имеет шаговые канавки и над которым установлеiны обводные ролики с шаговыми канавками, и установленные перед вторым каландром дублировочные ролики, В известной установке, также недо таточна точность фиксации и распределения нитей по шагу при обрезинивании металлокордного полотна с плотным шагом и при малом диаметре нитей. Целью изобретения является повышение качества обрезиненного металлокордного полотна с плотным шагом распределения в нем нитей за счет улучшения фиксации последних. Указанная цель достигается тем, hiTo в установке, один из дублиро1вочных роликов выполнен с шаговыми канавками, шаг которых выбран равным удвоенному шагу между нитями в готовом полотне. Кроме того, обводные ролики и дублировочный ролик смещены в горизонтальной плоскости относительно шагонаправляющих роликов на расстояние, равное одному шагу между нитями в готовом полотне Вершины выступов между шаговым) канавками валка первого каландра выполнены закругленными по радиусу, выбранному равным радиусу поперечного сечения обрезиниваемых нитей металлокорда. На фиГо изображена установка с каландрами,имеющими треугольное р ,положение валков,общий вид;на фиг. то же, с вертикальным расположени валков; на фиг.З - шагонаправляющи ролик; на фиг.4 - первый валок каландра с уложеннь М половинным коли чеством нитей; на фиг,5 - дублиров ные ролики с собранным безуточным металлокордным полотном. Установка включает последовател но установленные в линию шпулярник i, шагораспределяющие устройства 2 и 3, шагонаправляющие ролики 4, дв трехвалковых каландра 5 и 6 с треугольным (фиг.1) и вертикальным (фиг.2) .расположением валков. Над каландром 5 установлены обводнке ш гонаправляю1дие ролики 7, а перед каландром 6 - дублировочные ролики 8 и 9. Шагонаправляющие ролики А,обвод ные ролики 7, дублировочный ролик . 3 и валок 10 каландра 5 имеют шаг вые канавки с), шаг которых выбран равным удвоенном:/ шагу между нитям в готовом полотне, получаемом на д ной установке. Канатзки на ролике 4 могут быть ыполнены с треугольным профилем поеречного сечения (как показано на иг.З), овальным, трапецеидальным, рямоугольным и т.До Выступы- 6 между канавками oiiHa валке 10 каландра 5 выполнены закругленными по радиусу, выбранному равным радиусу поперечного сечения обрезиниваемых нитей металлокорда. Обводные ролики 7 и дублировочный ролик 8 с шаговыми канавками смещены в горизонтальной плоскости относительно роликов 4 на расстояние, равное одному шагу между нитями в готовом полотне. UJaroHanpaBляющие ролики 4 установлены у каландра 5 так, что нити металлокорда огибают валок 10 с шаговыми канавками. Установка работаег следующим образом. Металлокордные нити 1I подают со шпуль 12 шпулярника I в шагораспределяющие устройства 2 и 3 и собирают в два безуточных полотна 13 и А с одкнаковым количеством нитей, равным половине количества нитей в готовом полотне, которые распределяются с шагом, равным удвоенному шагу меж;цу нитями в готовом полотне. При этом в полотне 13 нити1 смещень по отношению к нитям Б полотне 14 в горизонтальной плоскости относительно друг друга шагораспределяющих устройств 2 и 3, а также роххиков 4 и 7 на шаг, равный шагу между нитями в готовом полотне. Далее полотно 14 направляют к каландру 5, а полотно 13 через обводные ролики 7 и ролики 8 и 9 - к каландру 6. В зазоре между валиками 10 и 15 каландра 5 производят обрезинивание нитей 11 корда безуточного полотна 14 с одной, например, нижней сторонь; (см фиг.1 и 4), Шаговые канавки а при этом удерживают нити от смещения. Затем в роликах 8 и 9 на обрезиненное с одной стороны полотно 14 укладывают с необрезиненной стороны .Металлокордные нити полотна 3,распо& на резилагая последние в канавках 5 полотна 14, образованных выстунепами 5 Валка 10 каландра 5, Е результате образуется безуточное полотно 6 с шагом между нитями, равным требуемому шагу в готовом полотне,которое в каландре 6 обрезинивают с дру5,75 гой (в данном случае верхней) стороны и производят окончательную опрессовку резины. Вьшолнение дублировочного,обводных и шагонаправляющих роликов с канавками имеющими шаг, равный удво- :енному шагу между нитями в готовом полотне, позволит вьшолнить эти канавки значительной глубины и нужного профиля. Это обеспечит надежную фиксацию нитей при обрезйнивании,исключающую их вьтадание из канавок и перехлестывание, что обеспечит в свою очередь получение металлокордного обрезиненного полотна высокого качества с любой плотностью распределения в нем нитей и при более высоких скоростях обрезинивания.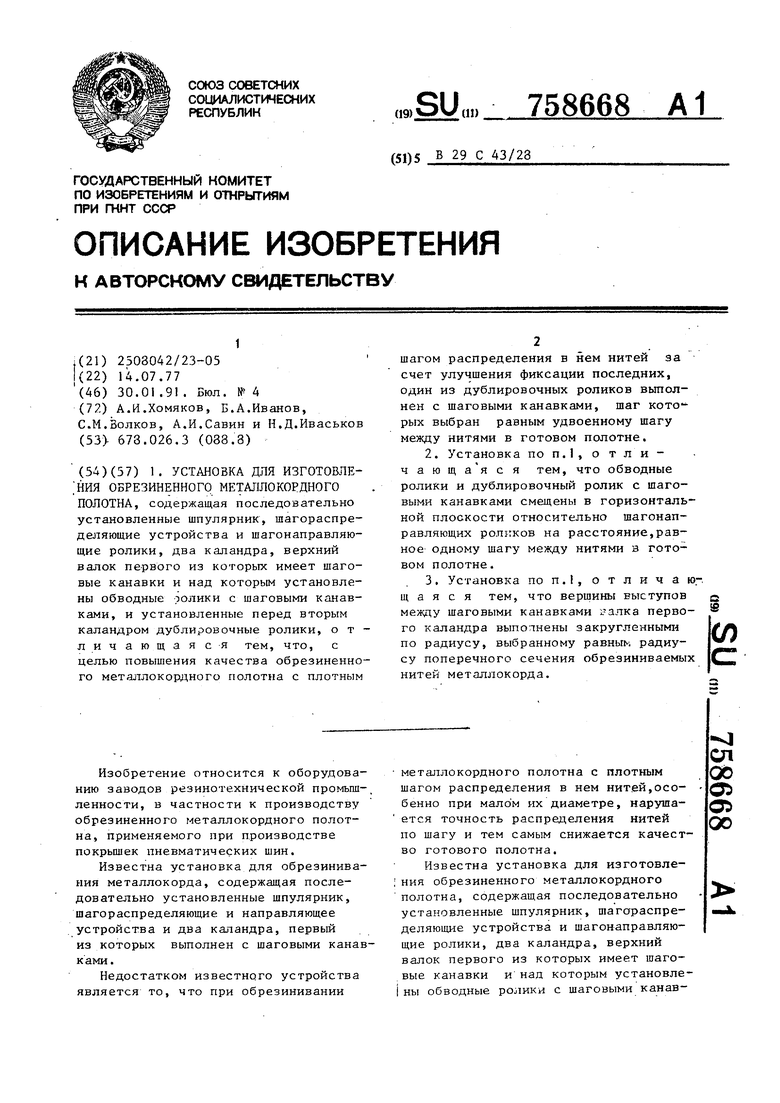
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU668181A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
| Установка для перезарядки каландра безуточным кордом | 1984 |
|
SU1224171A2 |
| Нитераспределительное устройство | 1987 |
|
SU1541067A1 |
| Нитераспределительное устройство | 1979 |
|
SU861097A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU716858A1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1976 |
|
SU599451A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1986 |
|
SU1431946A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| Устройство для обрезки кромок выходящего из каландра обрезиненного полотна | 1977 |
|
SU716857A1 |
1. УСТАНОВКА ДЛЯ ИЗГОТОВЛЕ;НИЯ ОБРЕЗИНЕННОГО МЕТАЛЛОКОРДНОГО ПОЛОТНА, содержащая последовательно установленные шпулярник, шагораспределяющие устройства и шагонаправляющие ролики, два каландра, верхний валок первого из которых имеет шаговые канавки и над которым установлены обводные оолики с шаговыми канавKeiMH, и установленные перед вторым каландром дублировочные ролики, отличающаяся тем, что, с целью повышения качества обрезиненного металлокор;дного полотна с плотным шагом распределения в нем нитей за счет улучшения фиксации последних, один из дублировочных роликов выполнен с шаговыми канавками, шаг которых выбран равным удвоенному шагу между нитями в готовом полотне. 2. Установка по п.1, о т л и чающаяся тем, что обводные ролики и дублировочный ролик с шаговыми канавками смещены в горизонтальной плоскости относительно шагонаправляющих роликов на расстояние,равное одному шагу между нитями в готовом полотне. 3 . Установка по п.1, отличающаяся тем, что вершины выступов между шаговыми канавками 1З.пка перво(Л го каландра выполнены закругленными по радиусу, выбранному равнык радиусу поперечного сечения обрезиниваемых нитей металлокорда.
f1 fO
lit § /J /- J /4/ /J
ФигЛ
Фиг. 5
