1
Изобретение относится к технологическим приемам получения обрезиненного металлокорда и может быть использовано в шинной промышленности
Известен способ изготовления обрезиненного металлокордного полотна, включающий в себя наложение на «барабан слоя резины, стыковку его, промазку клеем, навивку на барабан металлокорда с заданным шагом, промазку его клеем, просушку, наложение второго слоя резины, стыковку его, прикатку ручным роликом, резку полученного браслета, съем его с барабана и передачу на раскрой 1,
Недостатком известного способа является его низкая производительность.
Наиболее близким к заявляемому по технической сущности является способ изготовления обрезиненного металлокордного полотна, при котором поступающие со шпулярника металлокордные нити собирают в полотно и обрезинивают одновременно с двух сторон между валками каландра 2.
Недостатком данного способа является наличие дефектов в кордном полотне после его обрезинивания (воздушные пузыри, недопрессовка) из-за
недостаточно высокой адгезии резины к металлу и затрудненного затекания резиновой смеси в межниточное пространство металлокорда, т.к. процесс обкладки происходит при температуре 80-85°С.
Целью изобретения является повышение качества обрезиненного металлокордного полотна.
0
Указанная цель достигается тем, что в способе изготовления обрезиненного металлокордного полотна, при котором поступающие со шпулярника металлокордные нити собирают в 5 полотно и обрезинивают одновременно с двух сторон между валками каландра, собранные в полотно металлокордт ные нити одновременно с обрезиниванием подвергают воздействию про0дольных колебаний.
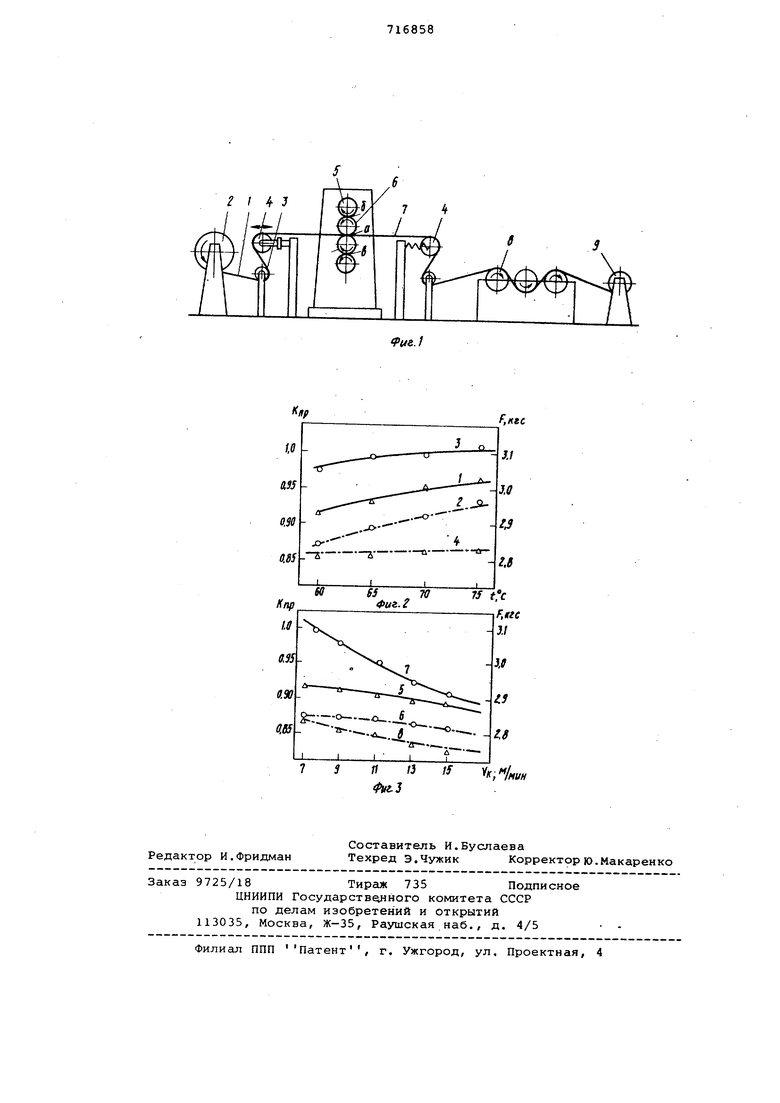
На фиг. 1 изображена технологическая схема изготовления обрезиненного металлокордного полотна; на фиг. 2 - изображены кривые зависимости коэффициента прессовки Кпри прочности F связи корда с резиной от температуры средних валков каландра; на фиг, 3 - изображены кривые зависимости Кпр и F от скорости ка0ландрования.
Способ осуществляется следующим образом.
Пучок нитей 4eтaллoкopдa 1 со шпулярника 2 подают на ширительноцентрирующее устройство 3, где нити собирают в полотно определенной ширины. Сформированные в полотно нити 1 подают сначала на виброустанойку 4, где их приводят в колебательное движение в продольном направлении, а затем - в средний зазор а каландра 5, куда одновременно с верхнего б и нижнего в зазоров подают предварительно сформ:ярованные бесконечные резиновые ,лисТЫ; б, В зазоре а каландра происходит двухстороннее положение резиновых листов 6 на вибрирующие нити металлокорда. Выходящее из прессующего зазора обрезиненное металлокордное полотно 7 охлаждают на холодильHbjx барабанах 8 и закатывают в бобины 9.
Пример. Проводились экспериментальные исследования процесса изготовления обрезиненного металлокордного полотна на пятивалковом каландре ВН2107, Использовался металлокорд 0,9-21Л15 ГОСТ 14311-69 и резиновая смесь на основе СКИ-3.
Технологические параметры процесса:
Температура нижнего и верхнего валков 80 С Температура двух
средних валков 60-75 С Скорость каландрования7-15 м/ми
Ширина металло,кордного полотна 0,500 м Величина прессующего зазора каландра1, 4 мм Частота колебаний виброустановки 20 Гц Амплитуда колебаний 3 мм Качество обрезиненного корда оценивалось двумя показателями: коэффициентом прессовки КПР и прочностью F связи корда с резиной в невулканизиванном полотне.Прочность Р связи опделялась методом выдергивания нити металлокорда из обрезиненного полотна на.разрывной машине со скоростью выдергивания 100 мм/мин.
Результаты сравнительных испытаний представлены в виде графиков на фиг. и 3, причем кривые (-) относятся к результатам исследования прцесса обрезинивания металлокорда
предложенным способом, а кривые
(---) - способом, взятым за прототип.
На фиг. 2 изображена зависимость коэффициента прессовки Кпр (кривые 1 и 2) и прочности F связи (кривые 3 и 4) от температуры средних валков каландра при скорости каландрования 9 м/мин. Из графиков видно, что на всем интервале изменения температуры валков качественные показатели металлокордного полотна, полученного предлагаемым способом, существенно выше, чем у полотна, полученного известным способом. Так, например, прочность F связи металлокорда с резиной возросла на 11%.
На фиг. 3 изобрах ена зависимость коэффициента прессовки Кпр (кривые 5 и 6) и прочности F связи (кривые 7 и В) от скорости каландрования при температуре средних валков каландра 60 С. Очевидно, что независимо от скорости каландрования коэффициен (Прессовки и прочность связи выше для образцов, изготовленных предлагаемым способом.
Предложенный способ дает возможность получать обрезиненное металлокордное полотно с высокой прочностью связи резины с металлом и хорошей изоляцией нитей друг от друга, что способствует увеличению долговечности резинокордного полотна в процессе эксплуатации и уменьшенню его брака.
Формула изобретения
Способ изготовления обрезиненного металлокордного полотна, при котором поступающие со шпулярника металлокордные нити собирают в полотно и обрезинивают одновременно с двух сторо между валками каландра, отличающийся тем, что, с целью повышения качества обрезиненного металлокордного полотна, собранные в полотно металлокордные нити одновременно с обрезиниванием подвергают воздействию продольных колебаний.
Источники информации, принятые во внимание при экспертизе
1.Машины и аппараты резинового производства, под ред Д.Н.Барскова, М., Химия, 1975, с. 271.
2,Машины и аппараты резинового производства, под ред, Д.Н;Барскова, М., Химия, 1975, с, 272, рис. 9,
(прототип) .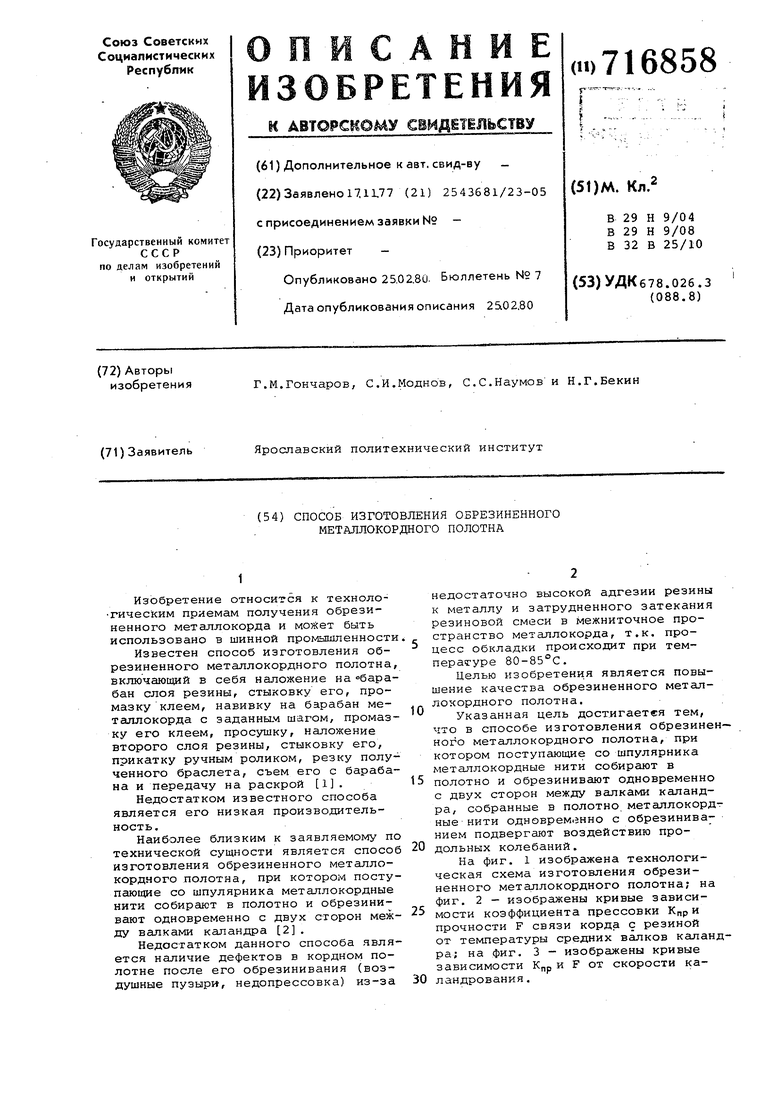

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU668181A1 |
| Способ регулирования процесса обрезинивания корда и устройство для его осуществления | 1990 |
|
SU1757904A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1986 |
|
SU1431946A1 |
| Способ двустороннего обрезинивания корда | 1981 |
|
SU1016199A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
| Пневматическая радиальная шина | 2022 |
|
RU2781520C1 |
| Способ настройки каландра | 1987 |
|
SU1701563A1 |
| Пневматическая радиальная легковая шина | 2022 |
|
RU2781519C1 |