10
15
20
Изобретение относится к оборудованию шинной промышленности и может быть использовано в линиях обрезинивания метал- локордного полотна при производстве покрышек пневматических шин и является дополнительным 10 основному авт. св. №415174.
Цель изобретения - повышение качества обрезиненного металлокордного полотна.
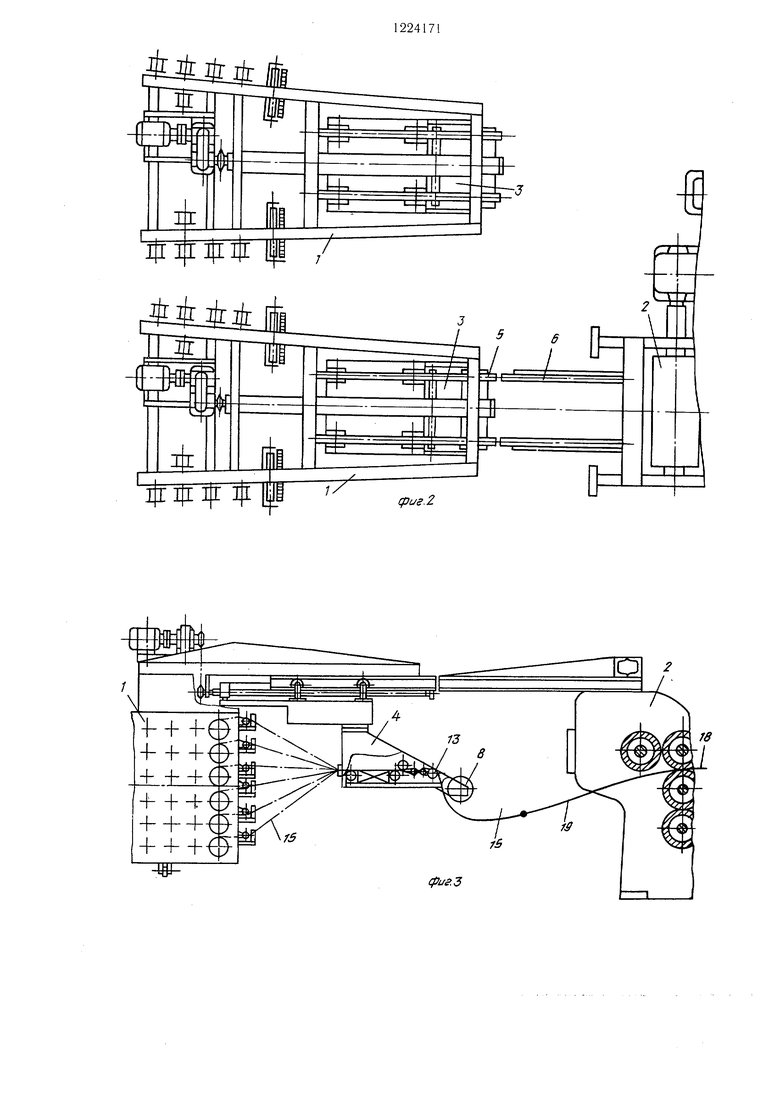
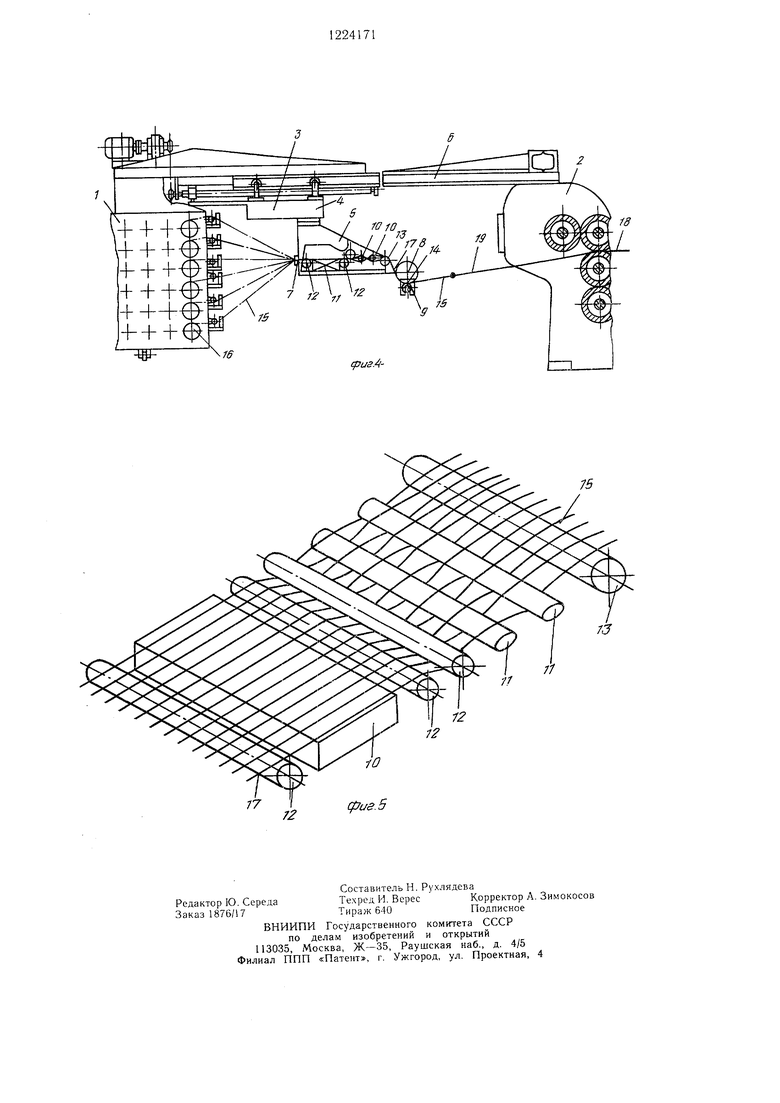
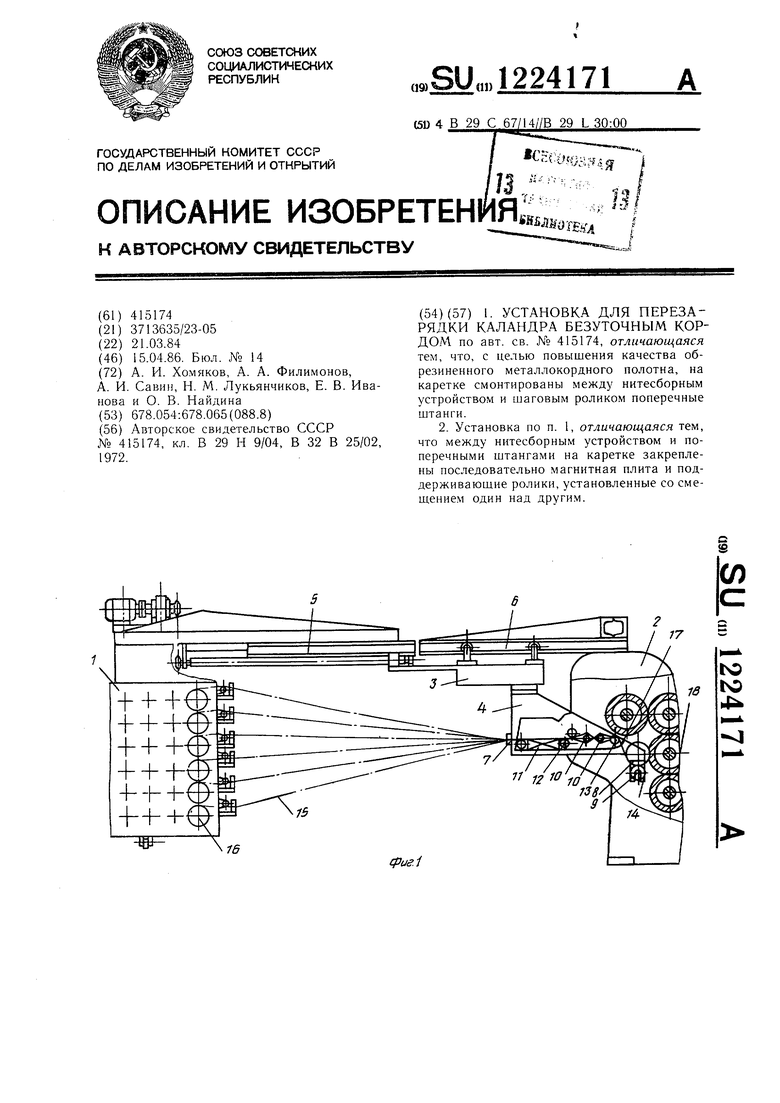
На фиг. 1 схематически показано предлагаемое устройство, общий вид; на фиг. 2 - то же, в плане; на фиг. 3-4 - то же, в позиции заправки металлокордных нитей; на фиг. 5 - схема расположения нитей в перезарядчике.
Установка для перезарядки каландра безуточным кордом содержит шпулярник 1, каландр 2, перезарядчик 3, выполненный в виде подвижной каретки 4 по копсольно укрепленным на шпулярнике 1 и станине каландра 2 направляющи.м 5 и 6. На каретке 4 смонтированы питесборочное устройство в виде гребенки 7 и шаговый ролик 8 с прижимным валиком 9. Между гребенкой 7 и шаговым роликом 8 установлены поперечные штанги 10 и магнитная плита 11, поддерживающие ролики 12, а также направляюш,ий ролик 13.
Магнитная плита 11 может быть оснап1,е- на элeктp,чecкими или постоянными магнитами. Прижимной валик 9 крепится на ка- ретКе 4 посредством кронштейнов 14. Направляющий ролик 13 выполнен с кольцевыми шаговыми канавками, глубина которых выбирается болыие диаметра металлокордных ни- 30 тей 15 для улучшения их фиксации. Расстояние между канавка.ми направляющего ролика 13 и шагового ролика 8 выбирается равным шагу металлокордных нитей в обрези- ненном металлокордном полотне.
Установка в свое.м составе может иметь два передвижных шпулярннка со шпулями 16, один из которых находится на рабочей нозиции, а другой на позиции зарядки (фиг. 2). При этом каждый шпулярник ос- наиден перезарядчико.м 3.
Установка работает следующим образом.
Для заправки металлокордных нитей 15 со шпуль 16, установленных на шпулярнике 1, перезарядчик 3 отводят в крайнее левое положение (фиг. 3) и вместе со шнулярником 1 перемеп1ают на позицию заправки (фиг. 2). Прижимной валик 9 находится в Нерабочем положении (фиг. 3). Шпулярник 1 заправляют шпулями 16 с металлокордными нитями 15. Далее производят заправку метал11 и через поддерживающие ролики 12 заправляют через поперечные штанги 10. Заправку металлокордных нитей 15 через штан ги 10 производят крестообразно (фиг. 5) та- ки.м образом, что нити поочередно огибают первую штангу сверху, а вторую штангу снизу, в то время как другие нити наоборот оги бают первую штангу снизу, а вторую - свер ху. При этом металлокордные 1шти 15 располагают так, что соседние нити находятся по разные стороны одной и той же штанги и образуют клестообразное перекрещивание друг с другом по всей ширине получаемого безуточного металлокордного полотна 17.
Благодаря этому исключается перехлестывание нитей друг с другом и их смешение в поперечном направлении, что обеспечивает лучшее удержание нитей в канавках ina- говых роликов 13 и 8 в процессе обрезнни- вания металлокордного полотна и повышает равномерность распределения нитей в обре- зиненном металлокордном полотне 18. что его качество.
Одновременно с этим металлокордные ни ти 15 укладывают в кольцевые канавки ролика 13. Затем шпулярник 1 перемепдают на 24 рабочую позицию. После этого нити 15 соединяются узлами или другим способом с со- ответствуюидими металлокордными нитями 19 обрезиненного металлокордного полотна 18, находящемся на каландре 2 от предыду- П1.ей заправки (фиг. 3). Включают каландр 2 и производят натяжение всех нитей 15, а затем их раскладывают в кольцевые канавки ролика 8 снизу (фиг. 4). Натяжение нитей позволяет удерживать их от выпадания из кольцевых канавок роликов 8 и 13. Затем устанавливают прижимной валик 9 и закрепляют в кронштейнах 14 и окончательно фиксируют нити 15 в канавках ролика 8. После этого при одновременном включении каландра 2 н привода каретки 4 перемешают ее вправо на рабочую позицию до сближения шагового ролика 8 со средним валко.м каландра 2 (фиг. 1).
В этом положении шаговый ролик 8 фиксируют на станине каландра 2, прижимной валик 9 вводят в рабочее положеь ие и производят обрезинивание металлокорда.
35
40
При обрезинивании металлокордные нити 15 перемещаются по магнитной плите 1 и под действием ее магнитного поля создается стабилизация их натяжения, благодаря
локордных нитей 15, которые проводят через CQ чему улучшается качество изготовления обгребенку 6, укладывают на магнитной плите
резиненного металлокордного полотна 18.
5
0
0
5
11 и через поддерживающие ролики 12 заправляют через поперечные штанги 10. Заправку металлокордных нитей 15 через штанги 10 производят крестообразно (фиг. 5) та- ки.м образом, что нити поочередно огибают первую штангу сверху, а вторую штангу снизу, в то время как другие нити наоборот огибают первую штангу снизу, а вторую - сверху. При этом металлокордные 1шти 15 располагают так, что соседние нити находятся по разные стороны одной и той же штанги и образуют клестообразное перекрещивание друг с другом по всей ширине получаемого безуточного металлокордного полотна 17.
Благодаря этому исключается перехлестывание нитей друг с другом и их смешение в поперечном направлении, что обеспечивает лучшее удержание нитей в канавках ina- говых роликов 13 и 8 в процессе обрезнни- вания металлокордного полотна и повышает равномерность распределения нитей в обре- зиненном металлокордном полотне 18. что его качество.
Одновременно с этим металлокордные нити 15 укладывают в кольцевые канавки ролика 13. Затем шпулярник 1 перемепдают на 4 рабочую позицию. После этого нити 15 соединяются узлами или другим способом с со- ответствуюидими металлокордными нитями 19 обрезиненного металлокордного полотна 18, находящемся на каландре 2 от предыду- П1.ей заправки (фиг. 3). Включают каландр 2 и производят натяжение всех нитей 15, а затем их раскладывают в кольцевые канавки ролика 8 снизу (фиг. 4). Натяжение нитей позволяет удерживать их от выпадания из кольцевых канавок роликов 8 и 13. Затем устанавливают прижимной валик 9 и закрепляют в кронштейнах 14 и окончательно фиксируют нити 15 в канавках ролика 8. После этого при одновременном включении каландра 2 н привода каретки 4 перемешают ее вправо на рабочую позицию до сближения шагового ролика 8 со средним валко.м каландра 2 (фиг. 1).
В этом положении шаговый ролик 8 фиксируют на станине каландра 2, прижимной валик 9 вводят в рабочее положеь ие и производят обрезинивание металлокорда.
0
При обрезинивании металлокордные нити 15 перемещаются по магнитной плите 1 и под действием ее магнитного поля создается стабилизация их натяжения, благодаря
чему улучшается качество изготовления обрезиненного металлокордного полотна 18.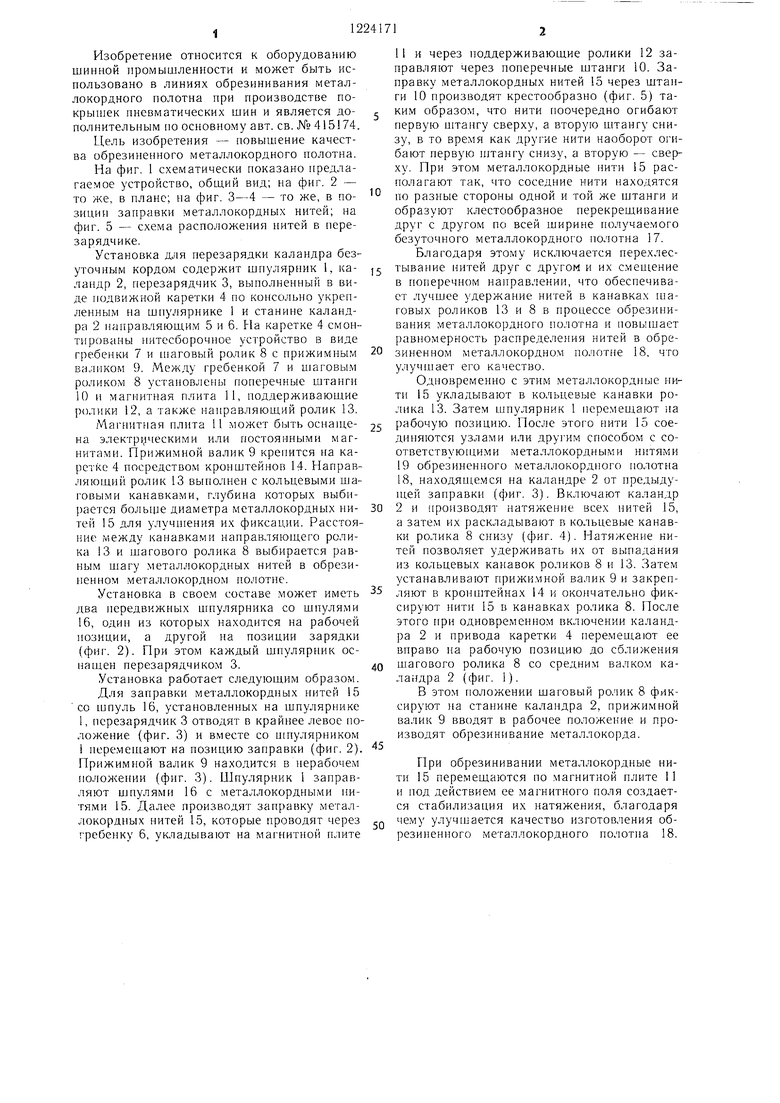
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления обрезиненного металлокордного полотна | 1977 |
|
SU758668A1 |
| Нитераспределительное устройство | 1987 |
|
SU1541067A1 |
| Устройство для перемотки нитевид-НОгО МАТЕРиАлА | 1979 |
|
SU848461A1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1976 |
|
SU599451A1 |
| Способ изготовления обрезиненного металлокордного полотна | 1977 |
|
SU668181A1 |
| Нитераспределительное устройство | 1979 |
|
SU861097A1 |
| УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИЯ МЕТАЛЛОКОРДА | 1965 |
|
SU171547A1 |
| Устройство для стабилизации натяжения длинномерного материала при его размотке | 1986 |
|
SU1388376A1 |
| Устройство для изготовления обрезиненного металлокордного полотна | 1991 |
|
SU1781081A1 |
| Шпулярник для размотки нитей металлокорда | 1987 |
|
SU1618716A1 |
сриг.А75
(.S
Составитель Н. Рухлядева
Редактор Ю. СередаТехред И. ВересКорректор А. Зимокосов
Заказ 1876/17Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| 1972 |
|
SU415174A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
