Изобретение относится к текстильной промышленности и касается способа обслуживания рабочих мест прядильных и крутильных машин и устройство для его осуществления.
Целью изобретения является повышение качества обслуживания и исключения простоя рабочих мест машины.
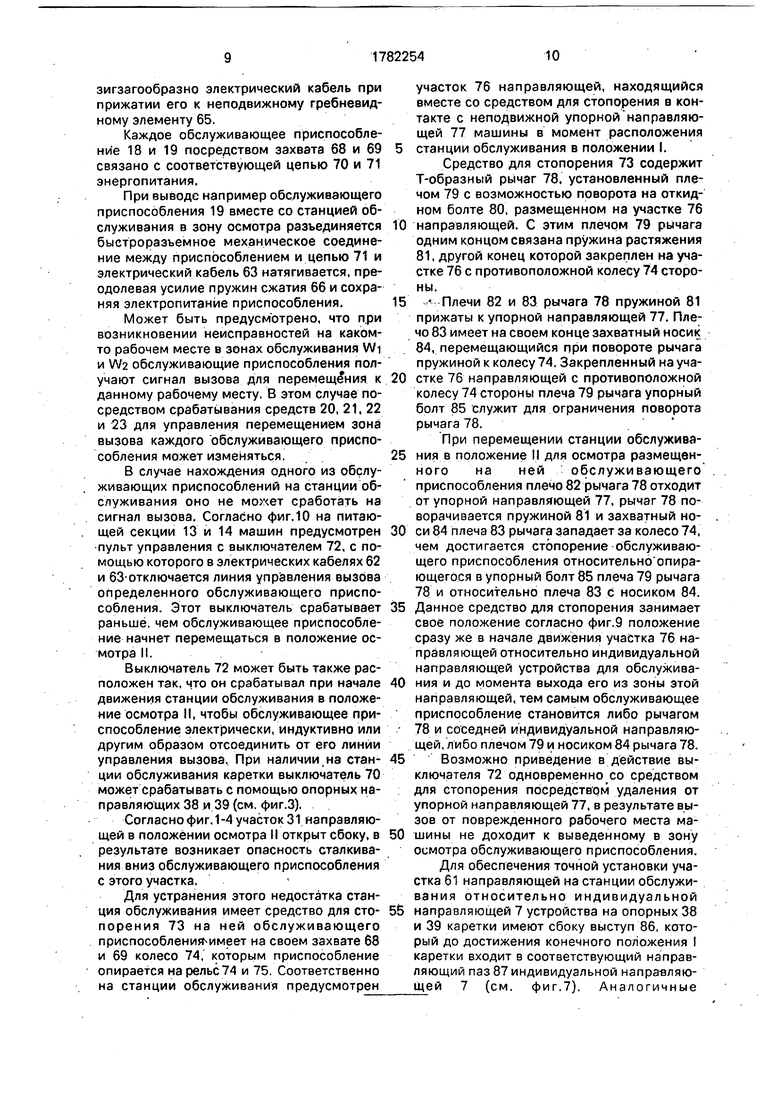
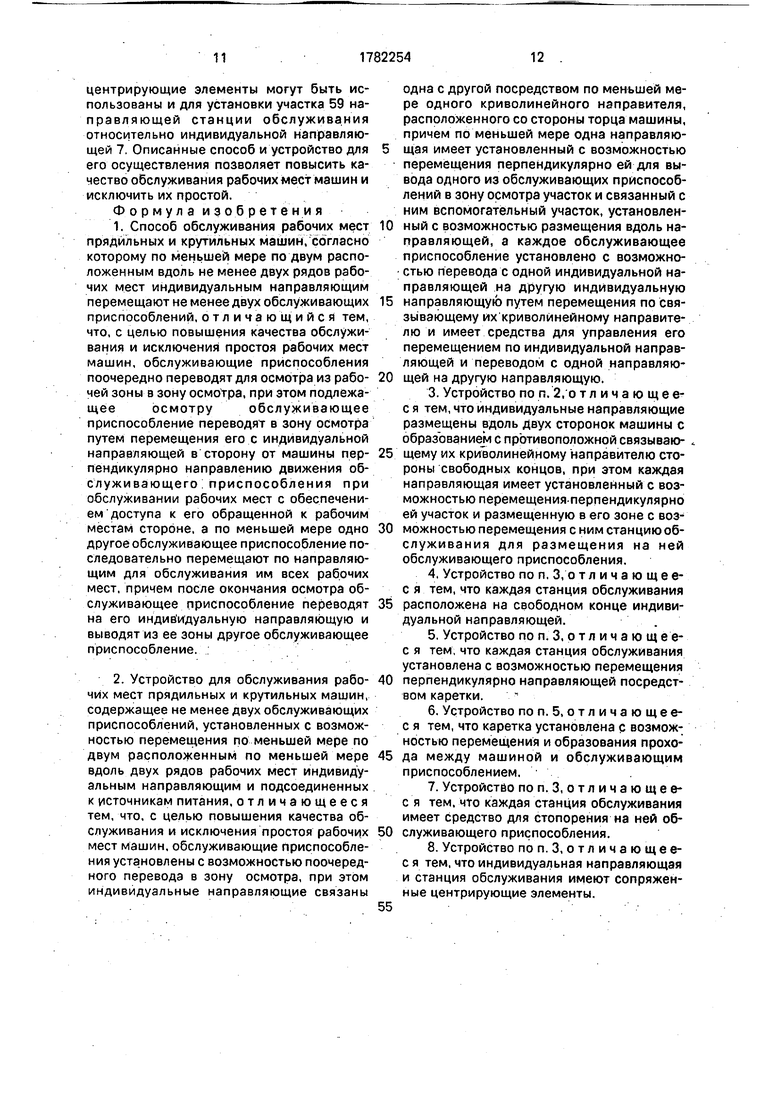
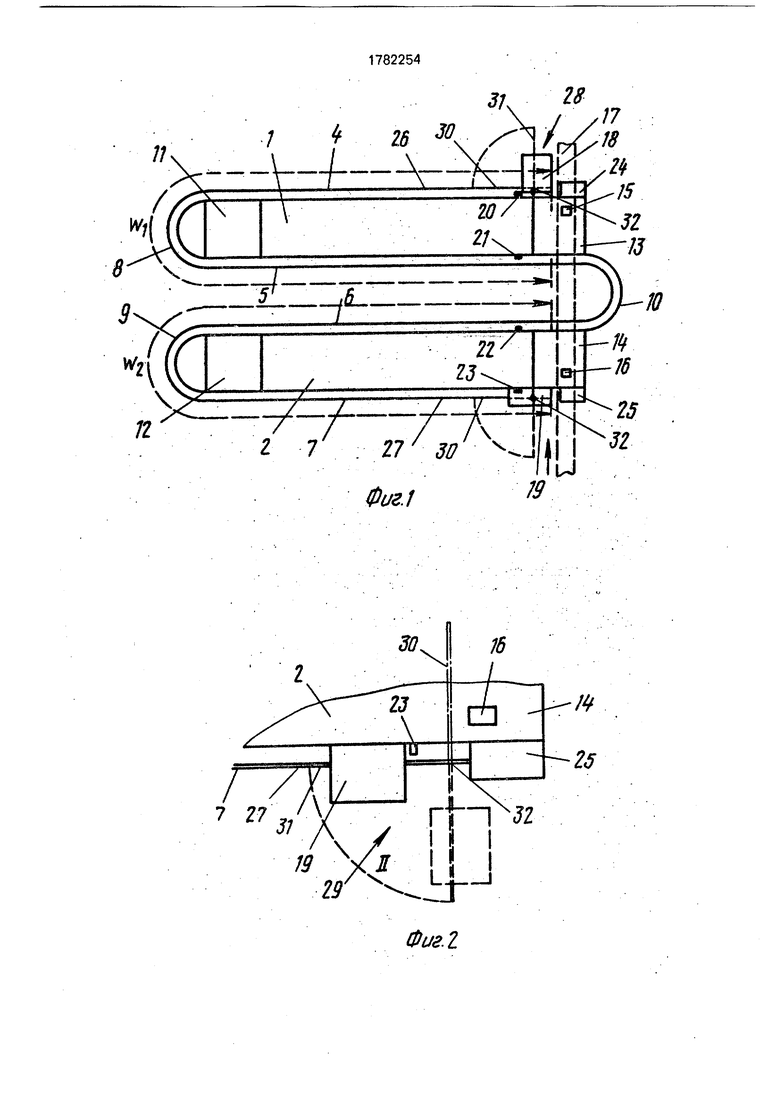
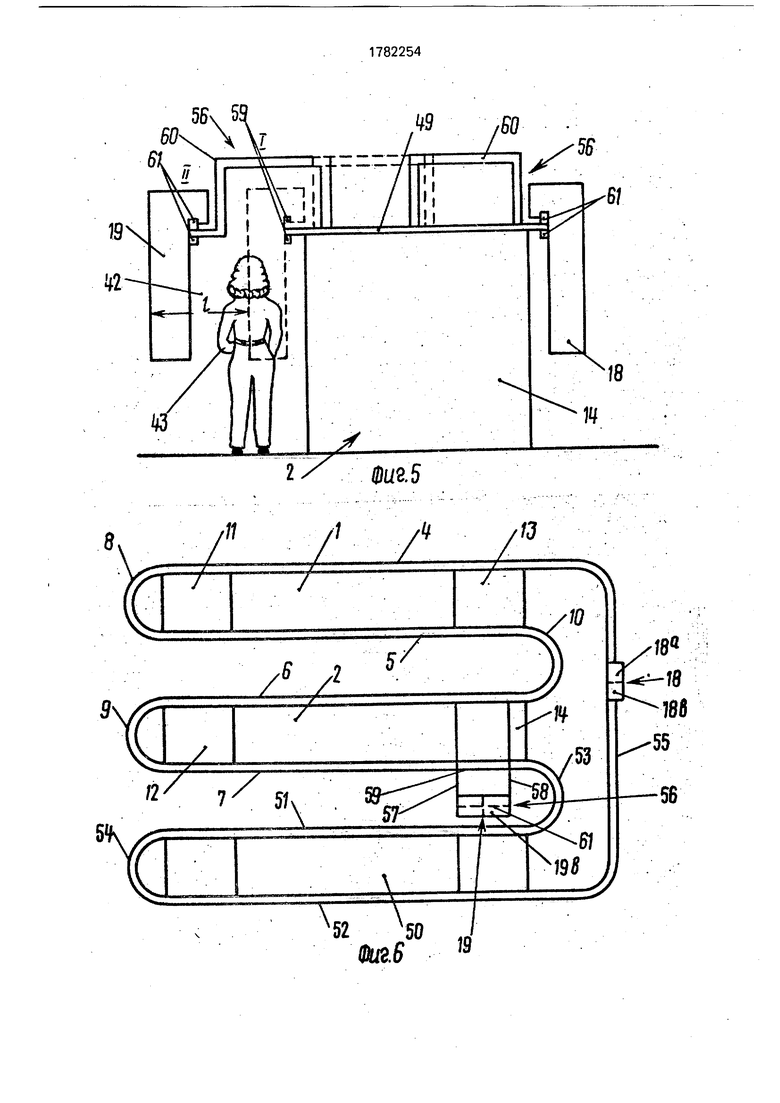
На фиг.1 изображена схема устройства для обслуживания рабочих мест двух прядильных или крутильных машин, вид сверху; на фиг.2 - часть устройства; на фиг.З - станция обслуживания, вид сверху; на фиг.4 - вариант выполнения устройства на одной прядильной или крутильной машине, вид сверху; на фиг.5 - то же, вид сбоку; на фиг.6 - вариант выполнения устройства на трех
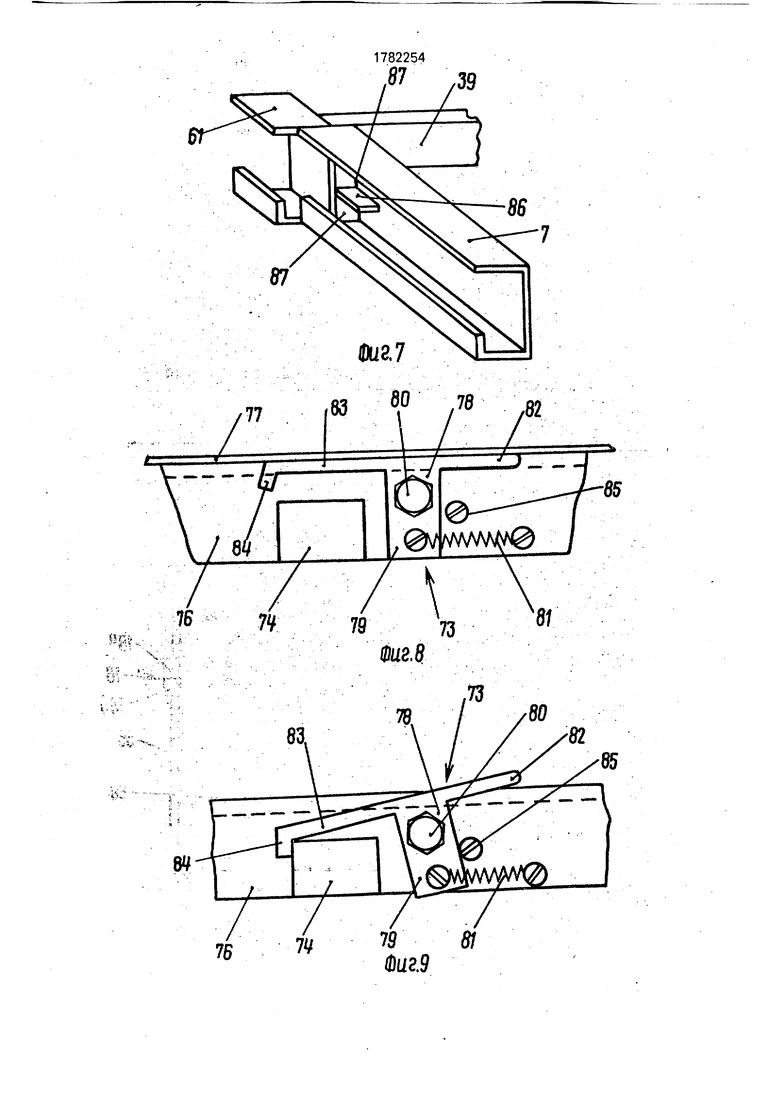
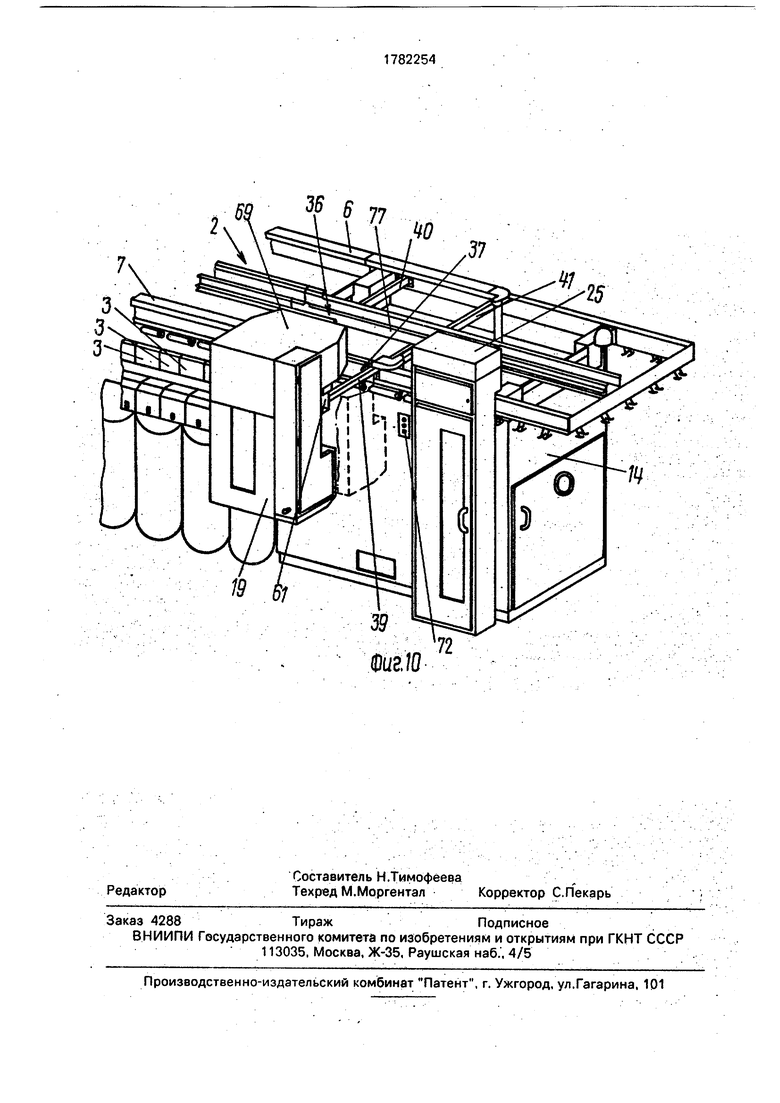
прядильных или крутильных машинах, вид сверху; на фиг.7 - центрирующие элементы станции обслуживания и индивидуальной направляющей; на фиг.З-средство для сто- порения на станции обслуживания обслуживающего приспособления, вид сверху в нерабочем положении; на фиг.9 - то же, в рабочем положении; на фиг. 10 - концевая часть пневмомеханической прядильной машины со станцией обслуживания в изомет- рии.
Установленные параллельно одна другой две прядильные или крутильные маши- ны 1 и 2 имеют на каждой стороне последовательно расположенные в ряд рабочие места 3 (см. фиг.10). Вдоль рядов рабочих мест машин размещены
1 00
го ю
Ј
ы
индивидуальные направляющие 4, 5, 6 и 7, из которых направляющие 4 и 5 связаны одна с другой переходным криволинейным направителем 8, а направляющие 6 и 7 - переходным криволинейным направителем 9. Направляющие 5 и 6 обеих машин связаны одна с другой соединительным криволинейным направителем 10. На одном конце машин расположены головные секции 11 и 12, а на его другом конце - хвостовые секции 13 и 14, к которым подсоединены каналы 15 и 16 для отвода от рабочих мест 3 машин отработанного воздуха, связанные с отсасывающим оздуховодом 17. К воздуховоду 17 подсоединено несколько прядильных или крутильных машин.
Устройство содержит по меньшей мере два установленных на индивидуальных направляющих 4, 5, 6 и 7 обслуживающих приспособления 18 и 19. Приспособление 18 имеет возможность перемещения по направляющим 4 и 5 и их переходному криво- линейному направителю 8 в зоне обслуживания Wi машины 1, а приспособление 19 имеет возможность перемещения по направляющим 6 и 7 и их переходному криволинейному направителю 9 в зоне обслуживания W2 машины 2.
На обоих концах обеих зон обслуживания Wi и Wz размещены средства 20, 21,22 и 23 для управления перемещением обслуживающих приспособлений по индивидуальным направляющим 4, 5, б и 7 путем их реверсирования и переводом их с одних направляющих по криволинейному направителю 10 на другие направляющие.
Машины 1 и 2 имеют устройства 24 и 25 для автоматической подачи патронов, расположенные в концевой части одной из сторонок на высоте хвостовых секций 13 и 14 и имеющие габариты, препятствующие прохождению мимо них обслуживающих приспособлений. Поэтому устройства 24 и 25 установлены вблизи свободного конца 26 и 27 направляющих 4 и 7. На этих концах 26 и 27 направляющих 4 и 7 расположены станции обслуживания 28 и 29 для размещения на них обслуживающего приспособления при его осмотре (см. фиг.1). Каждая станция обслуживания имеет участок 30, расположенный перпендикулярно участку 31 направляющих 4 и 7. Участки 30 и 31 могут поворачиваться на оси 32 (см. фиг.2),
Способ обслуживания рабочих мест машин осуществляют следующим образом.
В процессе работы обеих машин 1 и 2 их рабочие места 3 обслуживают приспособлениями 18 и 19 путем перемещения приспособления 18 по направляющих 4 и 5 в зоне Wi, между средствами 20 и 21, обеспечивающими его реверсирование в этих местах, а приспособление 19 перемещают по направляющим 6 и 7 в зоне Wa между средствами 22 и 23, также обеспечивающими реверсирование его в этих местах (см. фиг.1).
В случае появления неисправности в одном из этих приспособлений, например в приспособлении 18, отключают средство 20
и приспособление 18 переводят на участок 31 направляющей из рабочей зоны, после чего поворачивают участки 30 и 31 на 90° из положения I в положение II, располагая участок 31 с находящимся на нем приспособлением 18 в зоне осмотра в стороне от машины, а участок 30 - вдоль направляющей 4. Затем включают средство 20 и отключают средства 21 и 22 путем срабатывания коммутационного элемента в случае выполнения этих средств электрическими, а в случае выполнения их механическими их выводят из зоны перемещения обслуживающего приспособления 19. При отключен- .ных средствах 21 и 22 приспособление 19
после прохождения им зоны обслуживания W2 машины 2 переводят по криволинейному направителю 10 на направляющую S и обслуживают им машину 1 в зоне Wi до места установки средства 20, с помощью которого
обеспечивают реверс приспособления 19 и его движения в обратном направлении.
В это время приспособление 18 осматривают на участке 31 в отведенном от направляющей 4 в сторону от машины
положении и устраняют его неисправность, после чего поворачивают участки 30 и 31 в исходное положение, при котором участок 31 располагают вдоль направляющей 4, а участок 30 - внутри машины. После перёвода приспособления 19 в зону обслуживания W2 включают средства 21 и 22, которые устраняют возможность попадания приспособления 19 в зону обслуживания Wi, a приспособления 18 - в зону обслуживания
W2.
В случае необходимости осмотра приспособления 19 отключают средство 23 и переводят приспособления 19 на участок 31, после чего участки 30 и 31 поворачивают
на оси 32 и отводят приспособление 19 в сторону от машины для его осмотра. Затем включают средство 23, отключают средства 21 и 22 и обслуживают рабочие места обеих машин в обоих зонах Wi и W2 однйм приспособлением 18 в течение времени осмотра другого приспособления.
Поочередный вывод обслуживающих приспособлений в сторону от машины позволяет обеспечить обслуживание всех раjx 4Hx мест обеих машин без необходимости
сьема с машины устройств 24 и 25 для автоматической подачи патронов и обслуживающих приспособлений, чем обеспечивается качественное обслуживание машины и исключается простой их рабочих мест.
В варианте выполнения устройства согласно фиг.З индивидуальные направляющие 6 и 7 установлены вдоль сторонок машины 2 с образованием с противоположной связывающему их криволинейному на- правителю 9 стороны свободных концов 33 и 27. На противоположной месту размещения устройства 25 для автоматической подачи патронов стороны машины на направляющей 34 расположенной вдоль индивидуальной направляющей б, стационарно смонтирована вне хвостовой секции 14 машины станция обслуживания 35 для осмотра вышедшего из строя и перемещающегося по индивидуальной направляющей 6 для обслуживания рабочих мест только одной сторонки машины приспособления 18.
Для осмотра перемещающегося по индивидуальной направляющей 7 обслуживающего приспособления 19 со стороны устройства 25 на свободном конце 27 направляющей 7 установлена станция обслуживания 36, содержащая каретку 37, имеющую опорные направляющие 38 и 39, посредством которых каретка имеет возможность перемещения в двух направляющих 40 и 41 машины перпендикулярно индивидуальной направляющей 7. На каретке расположен параллельно направляющей 7 участок 31 для приема приспособления 19с размещенным на этом участке средством 23 для управления перемещением обслуживающего приспособления 19.
При необходимости вывода приспособления 19 из зоны обслуживания рабочих мест на стороны машины его переводят на участок 31 на каретке 37 после переключения средств 22 и 23, выводят приспособление из рабочей зоны в зону осмотра в сторону от машины путем выдвигания каретки с приспособлением в направляющих 40 и 41 машины за пределы ее сторонки, а приспособление 18 перемещают с направляющей 6 на направляющую 7 и обратно для обслуживания рабочих мест обеих сторонок машины в течение времени осмотра приспособления 19.
Возможно использование вместо средств 20,21,22 и 23 (см. фиг. 1) для управления перемещением обслуживающих приспособлений 18 и 19 размещаемого на каждом из них счетчика, считывающего количество рабочих мест, мимо которых прошло
приспособление. Например, при наличии в каждой из зон Wi и W2 216 рабочих мест счетчик в конце одной из них, обращенном к другой зоне, регистрирует это число и по- 5 дает сигнал на реверс приспособления. В случае вывода одного из приспособлений в зону осмотра, то счетчик другого приспособления устанавливается на число 432 для его перевода в рабочую зону обслуживания вы0 веденным из строя приспособлением рабочих мест машины, При вводе осмотренного приспособления в рабочую зону счетчик другого приспособления вновь устанавливается на число 216.
5 Осматриваемое приспособление отводят в сторону от машины на расстояние I для образования прохода 42 для рабочего 43 (см. фиг.5 и 10).
В случае размещения с торца хвостовой
0 секции 14 машины станционного или перемещающегося устройства 44 для ориентирован кой укладки в транспортную тележку патронов, подаваемых маточным транспортером (на фиг. не показаны) для каждого
5 обслуживающего приспособления на обеих сторонах машины устанавливаются станции обслуживания 36 и 45 (фиг.4). Станция обслуживания 45 выполнена подобно станции обслуживания 36 и имеет установленную на
0 опорных направляющих 46 и 47 с возможностью их перемещения в направляющих 48 и 49 машины, смещенных вдоль нее относительно ее направляющих 40 и 41. При достаточно большой ширине машины
5 направляющие 46 и 47 могут быть расположены на продолжении направляющих 40 и 41.
Перевод обслуживающего приспособления из рабочей зоны в зону осмотра мо0 жет быть осуществлен путем его поворота или перемещения в сторону от машины, причем поворот вместо вокруг вертикальной оси возможен и относительно горизонтальной оси (см. фиг,1), а в варианте
5 выполнения устройства согласно фиг.З каретка станции обслуживания может перемещаться горизонтально или вертикально, или наклонно относительно этих направлений,
0 Количество обслуживаемых машин и количество используемых на них обслуживающих приспособлений могут быть более двух, а путем соответствующей наладки средств для управления перемещением обслужива5 ющих приспособлений можно определять зоны обслуживания ими рабочих мест машин и распределять их для обслуживания оставшимися приспособлениями при выво- .де из рабочей зоны в зону осмотра одного из них.
Например, при обслуживании трех машин тремя приспособлениями при выводе одного из них в зону осмотра каждое из двух находящихся в работе приспособлений обслуживает полторы машины.
В варианте выполнения согласно фиг.б три параллельно установленные прядильные или крутильные машины 1, 2 и 50 обслу- живаются двумя обслуживающими приспособлениями 18 и 19. Расположенные вдоль рядов рабочих мест машины индивидуальные направляющие 4, 5, 6, 7, 51 и 52 попарно связаны одна с другой криволинейными направителями 8, 9 и 54, а направляющие 5, 6, 7 и 51 попарно связаны криволинейными направителями 10 и 53. Крайние индивидуальные направляющие 4 и 52 подсоединены одна к другой со стороны направителей 10 и 53 - направителем 55, в результате чего образуется замкнутая система направляющих.
В случае выхода одного из приспособлений 18 и 19 из строя его можно останавливать на направителе 55 и обслуживать. Однако другое приспособление необходимо при этом постоянно перемещать последовательно по направляющим и направителям 4, 8, 5, 10, 6, 9, 7, 53, 51, 54 и 52, кроме направителя 55, в результате чего затрачивается много времени на перемещение обслуживающего приспособления к нужному рабочему месту, поскольку, например, при нахождении приспособления 19 на направляющей 52 в момент поступления сигнала для ликвидации обрыва нити на рабочем месте в зоне направляющей 4 приспособление 19 не может пройти кратчайшим путем по направителю 55 вследствие нахождения на нем на осмотре приспособления 18.
В связи с этим предусмотрена станция обслуживания 56, опорные направляющие 57 и 58 которой несут направляющий участок 59, располагающийся в продолжении направляющей 7 при нахождении станции обслуживания в рабочем положении II осмотра. Опорные направляющие 57 и 58 посредством опорных направляющих 60 с направляющим участком 61, находящимся на одной линии с направляющей 7 в нерабочем положении I станции обслуживания (см, фиг.5). Опорные направляющие 60 изогнуты таким образом, что создается свободное пространство для прохода под ними перемещающегося по участку 59 обслуживающего приспособления 18 и 19 при нахождении одного из них на станции обслуживания при осмотре. В результате этого обеспечивается перемещение обслуживающего приспособления в заданную зону при минимальных затратах времени,
Обслуживающие приспособления 18 и 19 согласно фиг.б состоят из двух частей:
узла 18а и 19а для обдувки и очистки машины и узла 18в и 19в для заправки рабочего места машины. Так как очистка рабочего места машины должна осуществляться до его заправки, то узел 18а и 19а должен опе0 режатьузел 18ви 19в. что определяет собой направление движения приспособлений 18 и 19. В случае установки приспособления 18 в положение осмотра на направителе 55 другое приспособление 19 из своего поло5 жения на направляющей 52 при своем движении по направляющим и направителям 54, 51, 53, 7, 9, 6, 10, 5, 8 и 4 не сможет обслужить рабочие места машин, что приводит к большим затратам времени. Обслужи0 вание рабочих мест приспособлением 19 возможно при его движении только в обратном направлении. Отсюда следует, что при наличии замкнутой системы направляющих достаточно наличие одной станции обслу5 живания 56, а при выполнении индивидуальных направляющих со свободными концами согласно фиг.1, 3 и 4 на каждое обслуживающее приспособление необходима одна станция обслуживания. Станция об0 служиваниясогласнофиг.б,
обеспечивающая свободный проход обслуживающего приспособления может размещаться в любой секции машины. При выполнении направляющих согласно фиг.1
5 обе станции обслуживания могут быть размещены на одной сторонке машины одна рядом с другой или на обеих сторонках машины одна напротив другой или со смещением одна относительно другой - в разных
0 секциях машины.
В положение осмотра каждое обслуживающее приспособление переводят не только в случае его выхода из строя, но и для переналадки при изменении партии волок5 на, линейной плотности формируемой пряжи или диаметра прядильного ротора, при этом необходимо, чтобы сохранялось электропитание обслуживающего приспособления, осуществляемого от главных
0 электрических шин посредством скользящих контактов и подсоединенных к обслуживающим приспособлениям 18 и 19 электрических кабелей 62 и 63. накапливаемых при переводе приспособлений в поло5 жение осмотра в кабельном магазине 64 станции обслуживания (см. фиг.З). Магазин 64 содержит неподвижный гребневидный элемент 65 и подпружиненный двумя пружинами сжатия 66 подвижный гребневидный элемент 67, изгибающий
зигзагообразно электрический кабель при прижатии его к неподвижному гребневидному элементу 65.
Каждое обслуживающее приспособление 18 и 19 посредством захвата 68 и 69 связано с соответствующей цепью 70 и 71 энергопитания.
При выводе например обслуживающего приспособления 19 вместе со станцией обслуживания в зону осмотра разъединяется быстроразъемное механическое соединение между приспособлением и цепью 71 и электрический кабель 63 натягивается, преодолевая усилие пружин сжатия 66 и сохраняя электропитание приспособления.
Может быть предусмотрено, что при возникновении неисправностей на каком- то рабочем месте в зонах обслуживания Wi и Л/2 обслуживающие приспособления получают сигнал вызова для перемещения к данному рабочему месту. В этом случае посредством срабатывания средств 20, 21, 22 и 23 для управления перемещением зона вызова каждого обслуживающего приспособления может изменяться.
В случае нахождения одного из обслуживающих приспособлений на станции обслуживания оно не сработать на сигнал вызова. Согласно фиг. 10 на питающей секции 13 и 14 машин предусмотрен пульт управления с выключателем 72, с помощью которого в электрических кабелях 62 и 63-отключается линия управления вызова определенного обслуживающего приспособления. Этот выключатель срабатывает раньше, чем обслуживающее приспособление начнет перемещаться в положение осмотра II.
Выключатель 72 может быть также расположен так, что он срабатывал при начале движения станции обслуживания в положение осмотра II, чтобы обслуживающее приспособление электрически, индуктивно или другим образом отсоединить от его линии управления вызова. При наличии,на стан- ции обслуживания каретки выключатель 70 может срабатывать с помощью опорных направляющих 38 и 39 (см. фиг.З).
Согласно фиг, 1-4 участок 31 направляющей в положении осмотра II открыт сбоку, в результате возникает опасность сталкивания вниз обслуживающего приспособления с этого участка.
Для устранения этого недостатка станция обслуживания имеет средство для сто- порения 73 на ней обслуживающего приспособления имеет на своем захвате 68 и 69 колесо 74, которым приспособление опирается на рельс 74 и 75. Соответственно на станции обслуживания предусмотрен
участок 76 направляющей, находящийся вместе со средством для стопорения в контакте с неподвижной упорной направляющей 77 машины в момент расположения станции обслуживания в положении I.
Средство для стопорения 73 содержит Т-образный рычаг 78, установленный плечом 79 с возможностью поворота на откидном болте 80, размещенном на участке 76 направляющей. С этим плечом 79 рычага одним концом связана пружина растяжения 81, другой конец которой закреплен на участке 76 с противоположной колесу 74 стороны.
Плечи 82 и 83 рычага 78 пружиной 81 прижаты к упорной направляющей 77. Плечо 83 имеет на своем конце захватный носик 84, перемещающийся при повороте рычага пружиной к колесу 74. Закрепленный на участке 76 направляющей с противоположной колесу 74 стороны плеча 79 рычага упорный болт 85 служит для ограничения поворота рычага 78.
При перемещении станции обслуживания в положение II для осмотра размещенного на ней обслуживающего приспособления плечо 82 рычага 78 отходит от упорной направляющей 77, рычаг 78 поворачивается пружиной 81 и захватный носи 84 плеча 83 рычага западает за колесо 74, чем достигается стопорение обслуживающего приспособления относительно опира- ющегося в упорный болт 85 плеча 79 рычага 78 и относительно плеча 83 с носиком 84. Данное средство для стопорения занимает свое положение согласно фиг.9 положение сразу же в начале движения участка 76 направляющей относительно индивидуальной направляющей устройства для обслуживания и до момента выхода его из зоны этой направляющей, тем самым обслуживающее приспособление становится либо рычагом 78 и соседней индивидуальной направляющей, либо плечом 79 и носиком 84 рычага 78.
Возможно приведение в действие выключателя 72 одновременно со средством для стопорения посредством удаления от упорной направляющей 77, в результате вызов от поврежденного рабочего места машины не доходит к выведенному в зону осмотра обслуживающего приспособления.
Для обеспечения точной установки участка 61 направляющей на станции обслуживания относительно индивидуальной направляющей 7 устройства на опорных 38 и 39 каретки имеют сбоку выступ 86, который до достижения конечного положения I каретки входит в соответствующий направляющий паз 87 индивидуальной направляющей 7 (см. фиг.7). Аналогичные
центрирующие элементы могут быть использованы и для установки участка 59 на- правляющей станции обслуживания относительно индивидуальной направляющей 7. Описанные способ и устройство для его осуществления позволяет повысить качество обслуживания рабочих мест машин и исключить их простой.
Формула изобретения
1.Способ обслуживания рабочих мест прядильных и крутильных машин, согласно которому по меньшей мере по двум расположенным вдоль не менее двух рядов рабочих мест индивидуальным направляющим перемещают не менее двух обслуживающих приспособлений, отличающийся тем, что, с целью повышения качества обслуживания и исключения простоя рабочих мест машин, обслуживающие приспособления поочередно переводят для осмотра из рабочей зоны в зону осмотра, при этом подлежащее осмотру обслуживающее приспособление переводят в зону осмотра путем перемещения его с индивидуальной направляющей в сторону от машины перпендикулярно направлению движения обслуживающего приспособления при обслуживании рабочих мест с обеспечением доступа к его обращенной к рабочим местам стороне, а по меньшей мере одно другое обслуживающее приспособление последовательно перемещают по направляющим для обслуживания им всех рабочих мест, причем после окончания осмотра обслуживающее приспособление переводят на его индивидуальную направляющую и выводят из ее зоны другое обслуживающее приспособление.
2.Устройство для обслуживания рабочих мест прядильных и крутильных машин, содержащее не менее двух обслуживающих приспособлений, установленных с возможностью перемещения по меньшей мере по двум расположенным по меньшей мере вдоль двух рядов рабочих мест индивидуальным направляющим и подсоединенных к источникам питания, отличающееся тем, что, с целью повышения качества обслуживания и исключения простоя рабочих мест машин, обслуживающие приспособления установлены с возможностью поочередного перевода в зону осмотра, при этом индивидуальные направляющие связаны
одна с другой посредством по меньшей мере одного криволинейного направителя, расположенного со стороны торца машины, причем по меньшей мере одна направляющая имеет установленный с возможностью перемещения перпендикулярно ей для вывода одного из обслуживающих приспособлений в зону осмотра участок и связанный с ним вспомогательный участок, установленный с возможностью размещения вдоль направляющей, а каждое обслуживающее приспособление установлено с возможностью перевода с одной индивидуальной направляющей на другую индивидуальную
направляющую путем перемещения по связывающему их криволинейному направите- лю и имеет средства для управления его перемещением по индивидуальной направляющей и переводом с одной направляющей на другую направляющую.
3.Устройство по п. 2, о т л и ч а ю щ е е- с я тем, что индивидуальные направляющие размещены вдоль двух сторонок машины с образованием с противоположной связывающему их криволинейному направителю стороны свободных концов, при этом каждая направляющая имеет установленный с возможностью перемещения-перпендикулярно ей участок и размещенную в его зоне с возможностью перемещения с ним станцию об- служивания для размещения на ней обслуживающего приспособления.
4.Устройство по п, 3, о т л и ч а ю щ е е- с я тем, что каждая станция обслуживания
расположена на свободном конце индивидуальной направляющей.
5.Устройство по п. 3, о т л и ч а ю щ е е- с я тем, что каждая станция обслуживания установлена с возможностью перемещения
перпендикулярно направляющей посредством каретки.
6.Устройство поп. 5, отличающее- с я тем, что каретка установлена с возможностью перемещения и образования прохода между машиной и обслуживающим приспособлением.
7.Устройство по п. З.отличающее- с я тем, что каждая станция обслуживания имеет средство для стопорения на ней обслуживающего приспособления.
8.Устройство по п. 3, о т л и ч а ю щ е е- с я тем, что индивидуальная направляющая и станция обслуживания имеют сопряженные центрирующие элементы.
Фиг.1
Использование: текстильная промышленность, прядильные и крутильные машины. Сущность изобретения: вдоль не менее двух рядов рабочих мест машины расположены по меньшей мере две индивидуальные направляющие. По этим направляющим перемещают не менее двух обслуживающих приспособления. Обслуживающие приспособления поочередно переводят для осмотра из рабочей зоны в зону осмотра путем перемещения их с индивидуальной направляющей в сторону от машины перпендикулярно направлению движения обслуживающего приспособления при обслуживании рабочих мест с обеспечением доступа к его обращенной к рабочим местам стороне. Другое обслуживающее приспособление последовательно перемещают по направляющим для обслуживания им всех рабочих мест. После окончания осмотра обслуживающего приспособления его переводят на его индивидуальную направляющую и выводят из ее зоны другое обслуживающее приспособление. 2 с.п. и 6 з.п. ф-лы, 10 ил. &
16
Фиг.1
6V
x
Ж «X
/9 ШигЛ
w
25
.
95
uBl
01
/
U Ґ/И/
/9 5S
X
09
7
s
/
5 l/ 7
f
f
8
17522811
87
нп.
76
Ч
83,
84
76
Фиг 7
78
,82
7973
Фиг, б
7
Ю
40
37
41
25
Фиг/0
| ПАРОМЕХАНИЧЕСКАЯ ФОРСУНКА ПОЛИГРАДОВА Б.Г. | 2007 |
|
RU2350840C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
