Изобретение относится к радиоэлектронной Промышленности, в частности к технологии пайки выводов микросхем и элементов электронной аппаратуры на контактные площадки печатных плат.
Цель изобретения - повышение качества паяного соединений, исключение перегрева элементов и обеспечение пайки металлизированных термопластичных материалов..
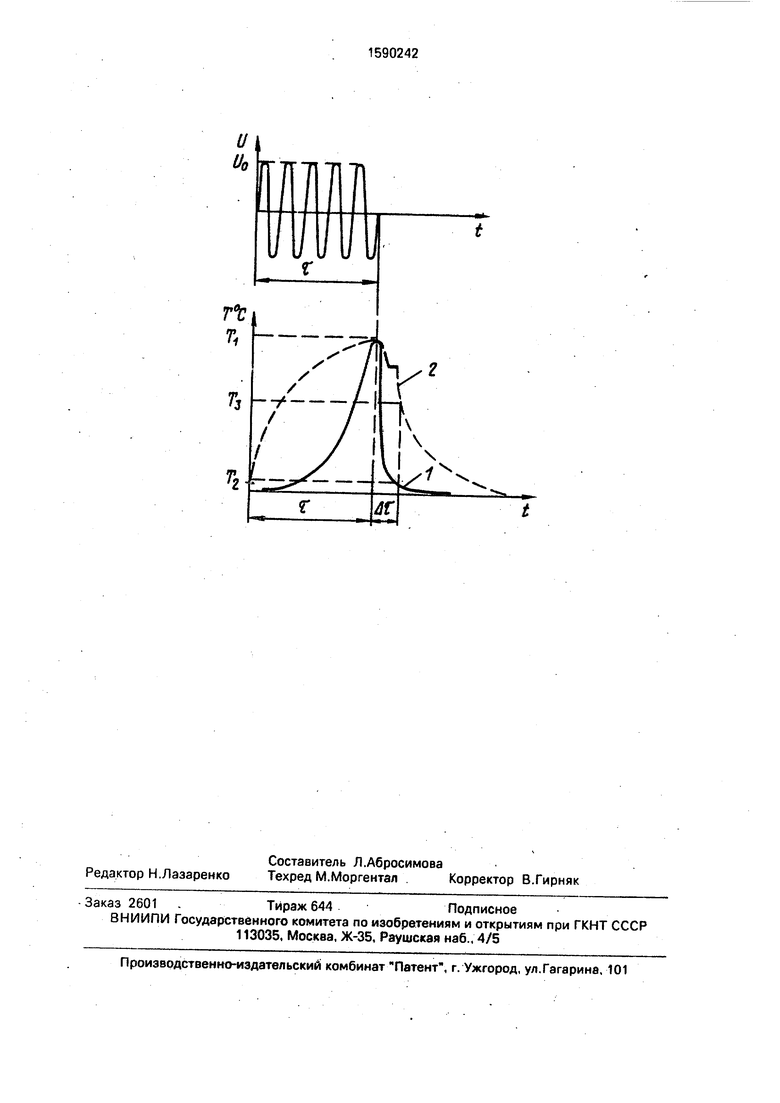
На чертеже представлены графики амплитуды и длительности импульса нагревающего тока и характеристики изменения температурного режима паяемого соединения при наличии хладагента в зоне пайки и без него.
Кривая 1 соответствует случаю применения хладагента, кривая 2 - без хладагента. Значение температуры Ti соответствует температуре пайки, а значения Т2 и Тз температуре соединений, находящихся в среде с хладагентом и без него через 100 мс после окончания действия импульса нагревающего тока.
Способ реализуется следующим обрй- зом.
Печатную плату с электронными элементами, выводы которых предварительно подготовлены к пайке к контактным площадкам печатной платы, помещают в среду с жидким хладагентом, имеющим температуру кипения ниже, чем температура плавления припоя. Далее производят пайку давлением с импульсным токовым нагревом соединяемых деталей, находящихся непосредственно в среде с жидким хладагентом,
В момент включения импульса нагревающего тока паяемый вывод и контактндя площадка печатной платы в зоне пайки разогреваются. Однако наличие в зоне пайки
ел ю
о
ю
N
Ч)
хладагента с высокой теплопроводностью препятствует интенсивному нагреву зоны пайки и близлежащих областей скрепляемых деталей за счет интенсивного отвода тепла. Такой процесс нагрева (кривая 1) продолжается до температуры кипения хладагента, например 100°С в случае применения в качестве хладагента воды.
При закипании хладагента в зоне кон: тактирования рабочей поверхности электрода нагревателя с поверхностью паяемого зывода (в зоне пайки) образуется паровая рубашка с низкой теплопроводностью, что обеспечит возможность интенсивного прогрева только зоны пайки до температуры Ti плавления припоя.
Затем процесс нагрева проходящим током прекращается. Парообразование в зоне пайки после снижения ее температуры ниже температуры кипения хладагента также прекращается, и паяное соединение интеи- сивно остывает за счет его охлаждения жидким хладагентом. Процесс пайки считается законченным, и оператор устанавливает электрод нагревателя на следующую позицию пайки..
П р и м е р. Пайка по предлагаемому способу осуществляется на установке ЭМ-429, в состав которой дополнительно вводят кювету с жидким хладагентом, куда помещают печатную плату с микросхемами в корпусах с планарными выводами. В качестве хладагента используют деионизован- ную воду с температурой 100°С. Пайку выполняют оловянно-свинцовым припоем ПОС-61. Длительность процесса нагрева 0,8 с. Кроме этого, через Дг 100 мс после прохождения импульса тока дополнительно контролируют температуру нагрева соединения в зоне пайки.
Максимальная температура Ti в зоне пайки 300°С. После окончания процесса нагрева и пайки через 100 мс температура материалов соединения составляла 40- 60°С при наличии хладагента (Тг) и 160- 180°С без хладагента (Тз).
Исследование микрошлифов соединений показало, что введение хладагента в зону пайки исключает возникновение в про- 0 цессе пайки дефектов на границах раздела Контактная площадка - печатная плата и контактная площадка - вывод радиоэлектронного элемента, характерных для известных способов пайки.
5 Наличие хладагента в зоне пайки обеспечивает интенсивное охлаждение близлежащих к зоне элементов и материалов, вследствие этого появляется возможность выполнения пайки выводов к контактным 0 площадкам плат из термопластичных материалов, интенсивное удаление из зоны пайки перегретым паром хладагента загрязнений и остатков флюса. Кроме того, .-увеличивается срок службы инструмента, 5 так ка-к время воздействия высоких температур на рабочую поверхность электрода для пайки существенно (в 5-6 раз) уменьшается.
Формулаизобретения 0Способ пайки элементов радиоэлектронной аппаратуры, включающий сборку паяемых элементов, приложение давления и нагрев до температуры пайки пропусканием тока через соединяемые элементы, о т - 5 ли чающийся тем, что, с целью повышения качества паяного соединения, исключения перегрева элементов и обеспечения пайки металлизированных термопластичных материалов, паяемые детали размеща- 40 ют в среде с жидким хладагентом с температурой кипения ниже температуры плавления припоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки выводов микросхем на печатные платы | 1989 |
|
SU1680452A1 |
| СПОСОБ ПАЙКИ СВЕТОВЫМ ЛУЧОМ | 1995 |
|
RU2082570C1 |
| СПОСОБ ПАЙКИ БЕЗВЫВОДНЫХ ЭЛЕКТРОРАДИОИЗДЕЛИЙ НА ПЕЧАТНУЮ ПЛАТУ | 2006 |
|
RU2311272C1 |
| Способ пайки дискретных электрорадиоэлементов и микросхем на печатных платах | 1987 |
|
SU1496937A1 |
| СПОСОБ МОНТАЖА РАДИОЭЛЕМЕНТОВ НА ПЛАТЕ | 1992 |
|
RU2047286C1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| Способ пайки световым лучом радиоэлементов на печатные платы с контролем температуры пайки | 1991 |
|
SU1816583A1 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2009 |
|
RU2400340C1 |
Изобретение относится к радиоэлектронной промышленности, в частности к технологии пайки выводов микросхем и элементов электронной аппаратуры на контактные площадки печатных плат. Цель изобретения - повышение качества паяного соединения, исключение перегрева и обеспечение пайки металлизированных термопластичных материалов. Плату с электронными элементами, выводы которых подготовлены к пайке к контактным площадкам платы, помещают в среду с жидким хладагентом, имеющим температуру кипения ниже, чем температура плавления припоя. Далее производят пайку давлением с импульсным токовым нагревом соединяемых деталей, находящихся непосредственно в среде с жидким хладагентом. Способ позволяет исключить в процессе пайки возникновение дефектов на границах раздела контактная площадка - печатная плата и контактная площадка - вывод элемента, а также увеличить срок службы инструмента из-за снижения в 5-6 раз времени воздействия высоких температур на рабочую поверхность электрода. 1 ил.
| Назаров Г.-В | |||
| и Гревцев Н.В | |||
| Сварка и пайка в микроэлектронике, - М.: Советское радио | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
