Устройство относится в основном к металлургии и может быть использовано для автоматического бесконтактного измерения профиля поперечного сечения сложнопро- фильного движущегося холодного и горячего проката на металлургических заводах (для измерения уголка, двутавровой балки, швеллера, рельса и т.д.), на кабельных заводах, заводах производящих протекторную ленту, вообще на всех производствах, применяющих прокатную технологию.
Известно фотоэлектрическое устройство для измерения диаметра изделий (1), содержащее последовательно установленные источники света, оптическую систему, предназначенную для переноса изображения в плоскость анализа, дискретную линейку фотоприемников. Основной недостаток аналога - пригодность его только для измерения сечения проката круглой формы.
Известно устройство (2) для измерения размеров шестигранного профиля, содержащее поворотный механизм, связанный с ним датчик угла поворота и измеритель размеров,
Основные недостатки аналога - в нем реализованы механический и контактный принципы проведения измерений, ограничивающие производительность измерений, температуру измеряемого объекта и номенклатуру измеряемых профилей.
Известен способ (3) измерения диаметров цилиндрических обьектов заключающийся в том, что объект сканируют пучком света и определяют диаметр по углу перекрытия пучка объектом и расстоянию от оси поворота пучка до точек касания пучком объекта. Основной недостаток аналога - пригоден только для измерения объекта имеющего круглое поперечное сечение.
Известно устройство для контроля формы изделия (4). Устройство рассматривается в качестве прототипа и содержит:
-источник света и вращающееся зеркало, установленные с одной стороны контролируемого изделия;
-два световода, установленные с другой стороны контролируемого изделия, два фотоприемника, соединенные с соответствующими световодами; - измеритель временных интервалов.
Основные недостатки прототипа - пригоден только для измерения габаритных размеров измеряемого профиля, но не формы профиля (например, рельса).
Цель изобретения - создание такого устройства, которое позволит осуществить автематические измерения поперечного сечения движущегося горячего проката любого профиля.
Изобретение иллюстрируется следующим примером.
На фиг.1 изображена принципиальная
схема устройства: на фиг.2 - принципиальная схема углоизмерительного модуля; на фиг.З - диаграмма работы устройства; на фиг.4 - схема взаимного расположения аналитической и измерительной систем координат.
На вертикальной панели 1 (фиг.1) расположено отверстие 2 для прохода измеряемого проката 3. На панели 1 установлен
лазер 4, отражающее зеркало 5 и призматический зеркальный модулятор с электродвигателем 6. По радиальнЬ-круговой схеме на панели установлены зеркала 7 и 8, на тыльной стороне панели 1 установлены углоизмерительные оптико-электронные модули 9...14, ориентированные в измерительной системе координат ОХУ - 15. Углоизмерительные модули смещены, вдоль продольной оси проката, относительно плоскости
развертки луча. Вдоль контура измеряемого профиля стрелками 16...20 показаны во временной последовательности образования расчетные участки измерительных траекторий лазерного пятна. Угол поворота 21 лазерного луча за период развертки информационной строки разбит на 3 сектора - 22,23 и 24, характеризующиеся особенностями проекции пятна на измеряемый контур: сектора 22 и 24 связаны с проекций
отраженного луча от зеркал 7 и 8, сектор 23 связан с прямым проектированием луча на измеряемый контур. Выходы модулей вклю- на 1-е входы блоков аналого-цифровых
преобразователей (АЦП) 25, на 2-е входы которых включены выходы генератора тактовых импульсов 26. Выходы АЦП включены на входы ЭВМ 27.
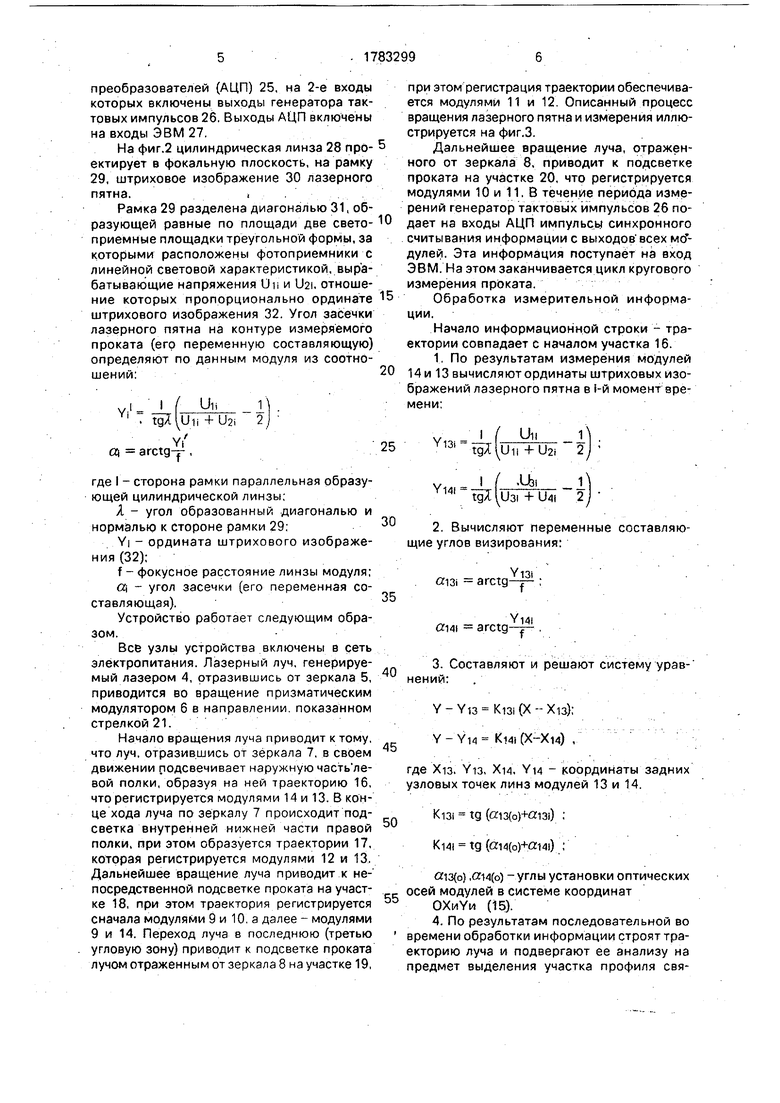
На фиг.2 цилиндрическая линза 28 про- ектирует в фокальную плоскость, на рамку 29, штриховое изображение 30 лазерного пятна.,
Рамка 29 разделена диагональю 31, образующей равные по площади две свето- приемные площадки треугольной формы, за которыми расположены фотоприемники с линейной световой характеристикой, вырабатывающие напряжения Uii и U2I, отношение которых пропорционально ординате штрихового изображения 32. Угол засечки лазерного пятна на контуре измеряемого проката (его переменную составляющую) определяют по данным модуля из соотно
шении:
Y,
Ui.
I
tgllUn+ (J2,
Yf OK arctg-jпри этом регистрация траектории обеспечивается модулями 11 и 12 Описанный процесс вращения лазерного пятна и измерения иллюстрируется на фиг.З.
Дальнейшее вращение луча, отраженного от зеркала 8, приводит к подсветке проката на участке 20, что регистрируется модулями 10 и 11. В течение периода измерений генератор тактовых импульсов 26 подает на входы АЦП импульсы синхронного считывания информации с выходов всех дулей. Эта информация поступает на вход ЭВМ. На этом заканчивается цикл кругового измерения проката.
Обработка измерительной информации.
Начало информационной строки - траектории совпадает с началом участка 16.
1. По результатам измерения модулей 14 и 13 вычисляют ординаты штриховых изображений лазерного пятна в i-й момент времени;
Yi3i
Un
jl
tgIlUii+U2, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ДАТЧИКА ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТИ ОБЪЕКТА И СПОСОБ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО КОНТРОЛЯ | 1998 |
|
RU2186372C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ПРОСТРАНСТВЕННОГО РАСПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК ВОСПРИИМЧИВОСТИ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ В СОСТАВЕ СОЛНЕЧНЫХ БАТАРЕЙ К ОПТИЧЕСКОМУ ИЗЛУЧЕНИЮ | 2013 |
|
RU2565331C2 |
| ОПРЕДЕЛИТЕЛЬ ПОЛЯРНЫХ КООРДИНАТ ОГНЕВЫХ СРЕДСТВ, ОБНАРУЖИВАЮЩИХ СЕБЯ БЛЕСКОМ ВЫСТРЕЛА | 2003 |
|
RU2252442C2 |
| Антропометр | 1990 |
|
SU1799264A3 |
| Способ лазерной защиты воздушного судна | 2023 |
|
RU2805094C1 |
| СПОСОБ КОНТРОЛЯ НЕГАБАРИТНОСТИ РАЗМЕЩЕНИЯ ОБОРУДОВАНИЯ В ТУННЕЛЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2456544C2 |
| СПОСОБ ОЦЕНКИ ПАРАМЕТРОВ СТАБИЛИЗАЦИИ ОПТИКО-ЭЛЕКТРОННЫХ СИСТЕМ | 2024 |
|
RU2827493C1 |
| СПОСОБ КОНТРОЛЯ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2008 |
|
RU2393970C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| УСТРОЙСТВО КОНТРОЛЯ ЗАПРАВКИ САМОЛЕТА ТОПЛИВОМ В ПОЛЕТЕ | 1997 |
|
RU2111154C1 |
Изобретение относится к измерительной технике. Цель изобретения - повышение информативности. В сечении технологической линии (прокатного стана), связанном с контрольной операцией, установлена вертикальная панель, имеющая отверстие для прохода измеряемого проката. На панели установлен излучатель (лазер), устройство для развертки лазерного луча в плоскости измерения профиля проката, зеркала 7, 8, обеспечивающие подсветку отраженным лучом теневой части профиля проката. Относительно области расположения центра измеряемого профиля, по радиально-круго- вой схеме, установлены оптико-электрон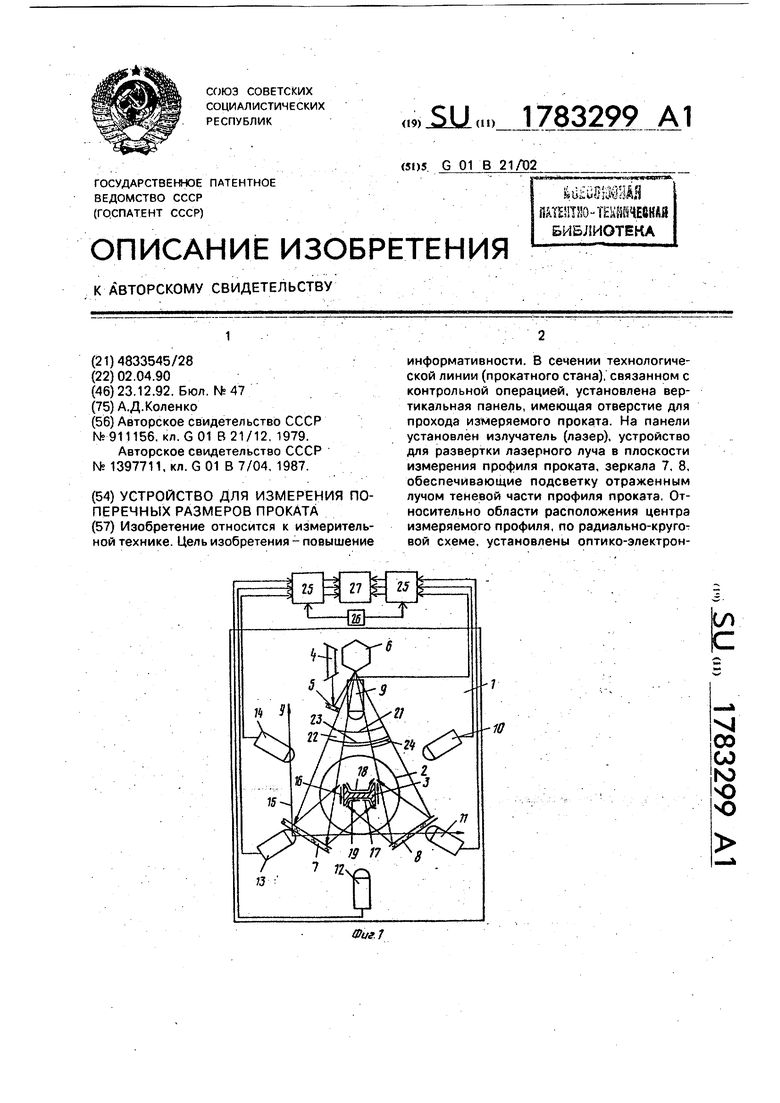
где I - сторона рамки параллельная образующей цилиндрической линзы;
Я - угол образованный диагональю и нормалью к стороне рамки 29;
YI - ордината штрихового изображения (32);
f - фокусное расстояние линзы модуля;
а - угол засечки (его переменная составляющая).
Устройство работает следующим образом.
Все узлы устройства включены в сеть электропитания. Лазерный луч, генерируемый лазером 4, отразившись от зеркала 5, приводится во вращение призматическим модулятором 6 в направлении показанном стрелкой 21.
Начало вращения луча приводит к тому, что луч. отразившись от зеркала 7, в своем движении подсвечивает наружную часть ле- вой полки, образуя на ней траекторию 16, что регистрируется модулями 14 и 13. В конце хода луча по зеркалу 7 происходит подсветка внутренней нижней части правой полки, при этом образуется траектории 17, которая регистрируется модулями 12 и 13. Дальнейшее вращение луча приводит к непосредственной подсветке проката на участке 18, при этом траектория регистрируется сначала модулями 9 и 10 а далее - модулями 9 и 14. Переход луча в последнюю (третью угловую зону) приводит к подсветке проката лучом отраженным от зеркала 8 на участке 19,
I
AJbi
1
tglSU3i+U4i 2
Yi3i Ci3i arctg-p- ;
«141 arctg-
Y-Yi3 Ki3,(); Y-Yu- Ki4i(X-Xi4) ,
где Xi3, Yi3, Xi4, Yi4 - координаты задних узловых точек линз модулей 13 и 14.
К131 tg (cti3(o)+ai3i) : К141 tg (ai4(o)+ai4i) ;
#13(0} ,at4(o) -углы установки оптических осей модулей в системе координат ОХиУи (15).
Ось ОХд строят как нормаль к оси ОХ проведенную через участок контура, характеризующийся изгибом траектории на краю
нижней полки, используя признак .
иЛ
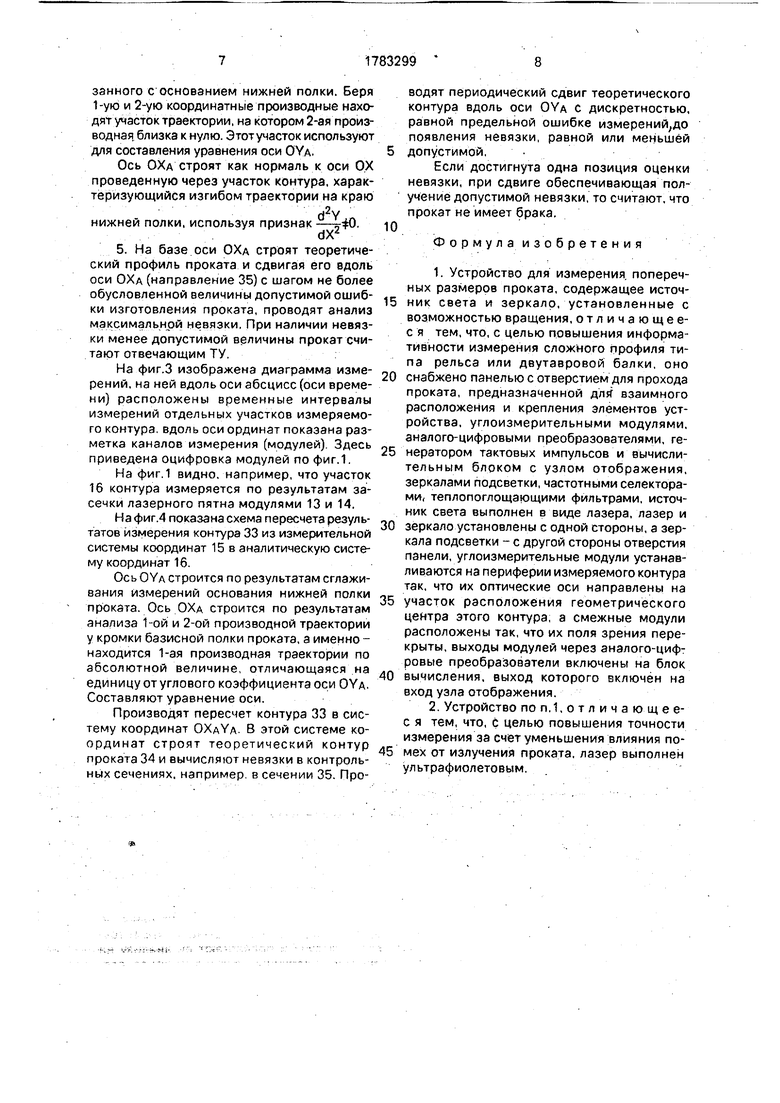
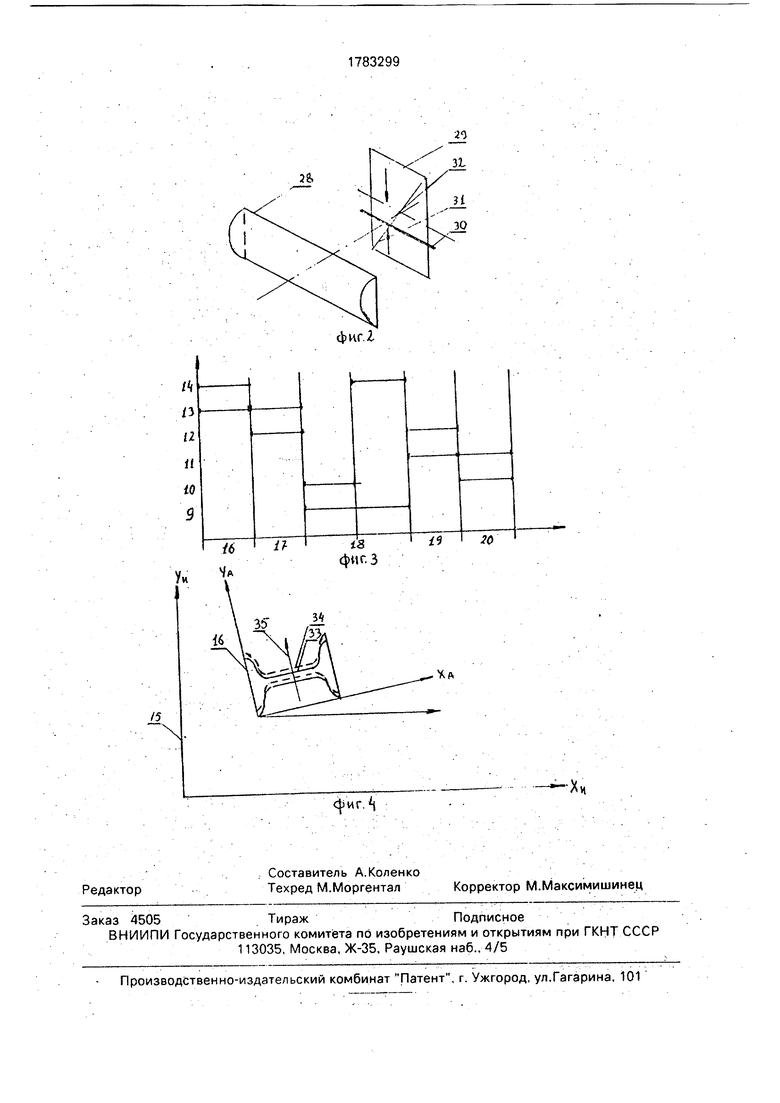
На фиг.З изображена диаграмма изме- рений, на ней вдоль оси абсцисс (оси времени) расположены временные интервалы измерений отдельных участков измеряемого контура вдоль оси ординат показана разметка каналов измерения (модулей) Здесь приведена оцифровка модулей по фиг.1.
На фиг.1 видно, например, что участок 16 контура измеряется по результатам засечки лазерного пятна модулями 13 и 14.
На фиг.4 показана схема пересчета резуль- татов измерения контура 33 из измерительной системы координат 15 в аналитическую систему координат 16.
Ось О YA строится по результатам сглаживания измерений основания нижней полки проката. Ось ОХд строится по результатам анализа 1-ой и 2-ой производной траектории у кромки базисной полки проката, а именно - находится 1-ая производная траектории по абсолютной величине, отличающаяся на единицу от углового коэффициента оси ОУд. Составляют уравнение оси.
Производят пересчет контура 33 в систему координат ОХдУд В этой системе координат строят теоретический контур проката 34 и вычисляют невязки в контрольных сечениях, например в сечении 35. Про
Q
,-
п с
п
,-
t-
0
водят периодический сдвиг теоретического контура вдоль оси ОУд с дискретностью, равной предельной ошибке измерений до появления невязки, равной или меньшей допустимой,
Если достигнута одна позиция оценки невязки, при сдвиге обеспечивающая получение допустимой невязки, то считают, что прокат не имеет брака.
Формула изобретения
34
/5
Ч
| Способ бесконтактного измерения диаметров цилиндрических объектов | 1977 |
|
SU911156A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля размеров изделия на прокатном стане | 1987 |
|
SU1397711A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
