Изобретение относится к способам соединения изделий при помощи клея преимущественно из алюминиевых и магниевых сплавов, которые широко используются в технике вследствие их высокой удельной прочности.
Известен способ склеивания изделий. Он предусматривает введение в слой клея зерен абразива, нанесение данной композиции на поверхность склеиваемых деталей, перемещение поверхности одной детали относительно другой и сжатие склеиваемых поверхностей.
Однако данный способ нельзя применять для склеивания крупнйгабаритных изделий. Наличие абразивного наполнителя в клее приводит к увеличению его толщины, и как следствие, к снижению прочности. Этот способ может быть использован для склеивания неметаллов несилового назначения.
Известен способ склеивания изделий, когда на предварительно обезжиренную поверхность полимерного материала наносят раствор эпоксидной смолы в толуоле или бензоле, затем поверхность обрабатывают
абразивом и производит приклейку той же эпоксидной смолой с отвердителем. Прочность в этом случае достигается, главным образом, за счет растворения полимерной поверхности из-за наличия в смоле высокоактивных разбавителей толуола и бензола,
Данный способ не обеспечивает заметного повышения прочности склейки из алюминиевых и магниевых сплавов, ибо необходимо соблюдать выдержку по времени для удаления растворителя; открытая обработка поверхности на воздухе также не предохраняет от образования окисных пленок и других дефектов, вли$уощих на прочность соединений.
Наиболее близкий способ, принятый за прототип, заключается в том, что после нанесения эпоксидного клея на склеиваемые поверхности его охлаждают до температуры, при которой он становится твердым, т.е. ниже температуры стеклования. Затем механически воздействуют на поверхность и склеивают тем же клеем. Однако,данный способ обработки существенно отличается от предлагаемого. Соединение склеивавСО
С
XJ 00
4
ю
00 XI
мых поверхностей проводят тем же клеем с содержанием отвердителя в эквимолярном количестве. Подготовку поверхности проводят с охлажденным полимером, т.е. полимер имеет иное физическое состояние по сравнению с предлагаемым способом. Кроме того, прототип имеет существенные недостатки: невозможно склеивать большие
„. ft JTW «пЪверхнцстиГ контур инструмента должен быть жестким, чтЈ не позволяет использовать для склеи1а1 й1Гсложных и нежестких к6нст ук1дй1я, недостаточная прочность соединений,
Цель изобретения - повышение прочности клеевого соединения поверхностей изделий преимущественно из алюминиевых и магниевых сплавов.
Это достигается тем, что в способе склеивания изделий, включающем нанесение эпоксидного клея на поверхность изделия, механическое воздействие на поверхность, повторное нанесение эпоксидного клея с содержанием отвердителя в эквимолекулярном количестве, согласно изобретения нанесение эпоксидного клея на поверхность изделия осуществляют при содержании отвердителя а эпоксидном клее, равном 20-80% от его эквимолекулярного содержаниями одновременном механическом воздействии с последующим механическим удалением нанесенного слоя.
На чертеже изображена щетка для зачи- стки поверхности.
Щетка состоит из корпуса 1 и эластичного кожуха 2. Внутри корпуса находится втулка 3, которая имеет вОзвратно-продоль- ное перемещение. Во втулке 3 установлен вал 4 с кривошипом 5, на котором закреплена головка с рабочим органом 7 и парой штифтов 8. В головке б со стороны штифтов выполнены продольные лазы 9. Между торцами втулки 3 и головки б размещен диск 10 с парой штифтов 11 и продольными пазами 12. Пара штифтов 8 свободными концами расположена на пазах 12, а пара штифтов 11-е пазах 9. Внутренняя часть щетки защищена от попадания клея мембраной 13.
Пример. Осуществление способа включает следующие операции.
1.Обезжиривание поверхности.
2.Нанебение эпоксидного клея на поверхность изделия. Для этого заполняют со. ставом полость щетки, ограниченную кожухом и мембраной. Состав содержит отвердителя IB количестве 20-80% от эквимолекулярного количества без наличия абразивного наполнителя. Количество отвердителя подбирается таким образом, чтобы обеспечить жизнеспособность состава в
течение 2-4 часовни зависит от площади склеивания. При склеивании площади свыше 1 м2 целесообразно использовать количество отвердителя,близкое к нижнему
пределу. Заниженное количество отвердителя, отсутствие абразивного наполнителя приводит к снижению вязкости, увеличению жизнеспособности, позволяет проводить обработку больших поверхностей. Напро0 тив, при эквимолекулярном количестве отвердителя в составе при обработке больших , поверхностей наблюдается увеличение вязкости, что приводит в итоге к снижению прочности.
5 3. Механическое воздействие на поверхность изделия.
Для этого щетку, заполненную составом, прижимают к поверхности обрабатываемой детали. Включают привод, вращение
0 передается на вал. При этом каждая точка головки благодаря наличию диска со штырями, расположенными в пазах, описывает окружностьрадиуса,равного эксцентриситету, что обеспечивает равно5 мерное распределение клеевого состава по поверхности. Время зачистки л/1 минута на 100 см2 площади.
4. Удаление нанесенного клея с наполнителем, полученного в результате зачист0 ки, проводят механически, например, с помощью резинового шпателя.
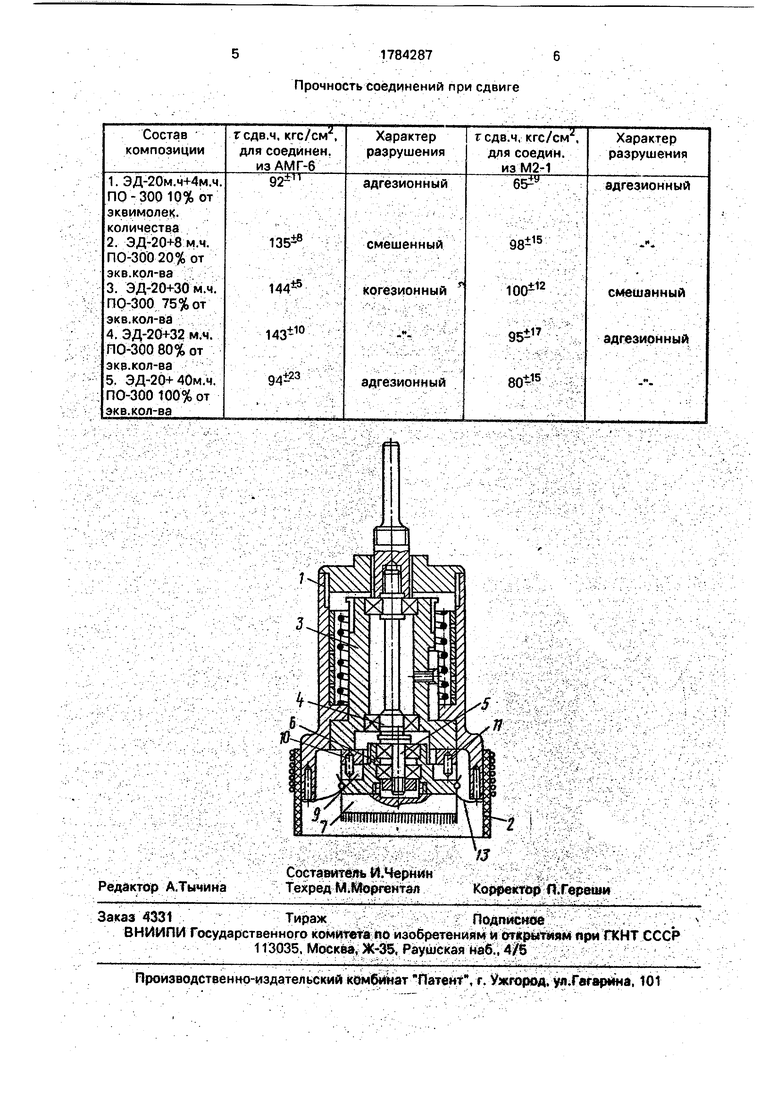
Эффективность предлагаемого способа поясняется данными, приведенными в таблице.
5 Клеящий состав - клей ВК-9.
Условия обработки и последовательность операции - согласно формуле изобретения.
Сопоставляя полученные данные, вид0 но, что прочность соединений (2,3,4) из магниевых и алюминиевых сплавов повышается в 1,5-2 раза.
;
Формула изобретения 5 Способ склеивания изделий преимущественно из алюминиевых и магниевых сплавов, включающий нанесение эпоксидного клея на поверхность изделия, механическое воздействие на эту поверхность, повторное 0 нанесение эпоксидного клея с содержанием отвердителя в эквимолярном количестве и соединение склеиваемых поверхностей,о т- личающийся тем, что. с целью повышения прочности соединения, нанесение зпок- 5 сидного клея на поверхность изделия осуществляют при содержании отвердителя в клее, равном 20-80% от его эквимолярного содержаниями одновременном механическом воздействии с последующим механическим удалением нанесенного клея.
Прочность соединений при сдвиге
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КЛЕЕВОГО СОЕДИНЕНИЯ ФРИКЦИОННОГО ЭЛЕМЕНТА В ОТВЕРСТИИ ТОРМОЗНОЙ ШИНЫ ВАГОННОГО ЗАМЕДЛИТЕЛЯ, ТОРМОЗНАЯ ШИНА, ВАГОННЫЙ ЗАМЕДЛИТЕЛЬ | 2022 |
|
RU2808583C1 |
| КОМПОЗИЦИЯ ДЛЯ ТЕПЛОПРОВОДНОГО КЛЕЕВОГО СОСТАВА | 2014 |
|
RU2561201C1 |
| Способ склеивания полимерных материалов | 1978 |
|
SU763432A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2275405C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2468055C1 |
| ТОКОПРОВОДЯЩАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2246519C2 |
| СПОСОБ СОЕДИНЕНИЯ СИЛОВЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 1993 |
|
RU2045799C1 |
| Способ склеивания полимерных материалов | 1980 |
|
SU1002338A1 |
| Композиционный материал для защиты от внешних воздействующих факторов и способ его получения | 2018 |
|
RU2721323C1 |
| КОМПОЗИЦИЯ ДЛЯ ЭЛАСТИЧНОГО ТЕПЛОПРОВОДНОГО КЛЕЯ | 2014 |
|
RU2568736C1 |
Изобретение относится к металлургии и позволяет повысить прочность соединения. Для этого на поверхность изделия наносят эпоксидный клей при содержании в нем от- вердителя 20-80% от эквимолярного содержания и одновременно механически воздействуют на эту поверхность.Затем ме-; ханически удаляют нанесенный клей. Повторно наносят эпоксидный клей с содержанием отвердителя в эквимолярном количестве и соединяют склеиваемые поверхности. 1 ил., 1 табл.
| Способ подготовки поверхности металла перед нанесением полимера | 1976 |
|
SU638611A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
