1
Изобретение относится к технологнн склеивания полимерных материалов, преимущественно к технологии склеивания полимеров с низкими адгезионными свойствами, таких как полиолефнны, сшитые и несшитые, фторопласты и др. Способ может найти применение в ряде отраслей народного хозяйства -(химической, нефтяной, газовой, машиностроительной и других), где требуется простая и эффективная технология крепления изделий из полимерных материалов друг к другу нли к изделиям из других материалов, например, при монтаже полимерных трубопроводов.
Известный способ сваривания полимерных изделий трением, который заключается в соединении свариваемых изделий, вращением одного изделия относительно другого прн постоянном поджиме изделий друг к другу и доведения трущихся поверхностей до оплавления. Известны разновидности сварки трением, в которых свариваемые поверхности сплавляются за счет вибрационного воздействия 1.
Однако сварка трением не применима дпя соединения разнородных материалов и для
сварки не сплавляющихся при нагревании полимеров. Сварке трением присущи следующие недостатки: образование грата, большие внутренние напряжения в щовной или около шовной зоне, неразъемность конструкции сразу же после охлаждения сварной зоны, что не позволяет исправлять допущенный в работе брак. Для оборудования необходимо предусмотреть возможность его резкой остановки, что приводит к его быстрому износу.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ склеивания полимерных материалов, предусматривающий нанесение клея на основе полимера, механическое воздействие ровместно на поверхность полимера и клей и затем соединение склеиваемых поверхностей 2.
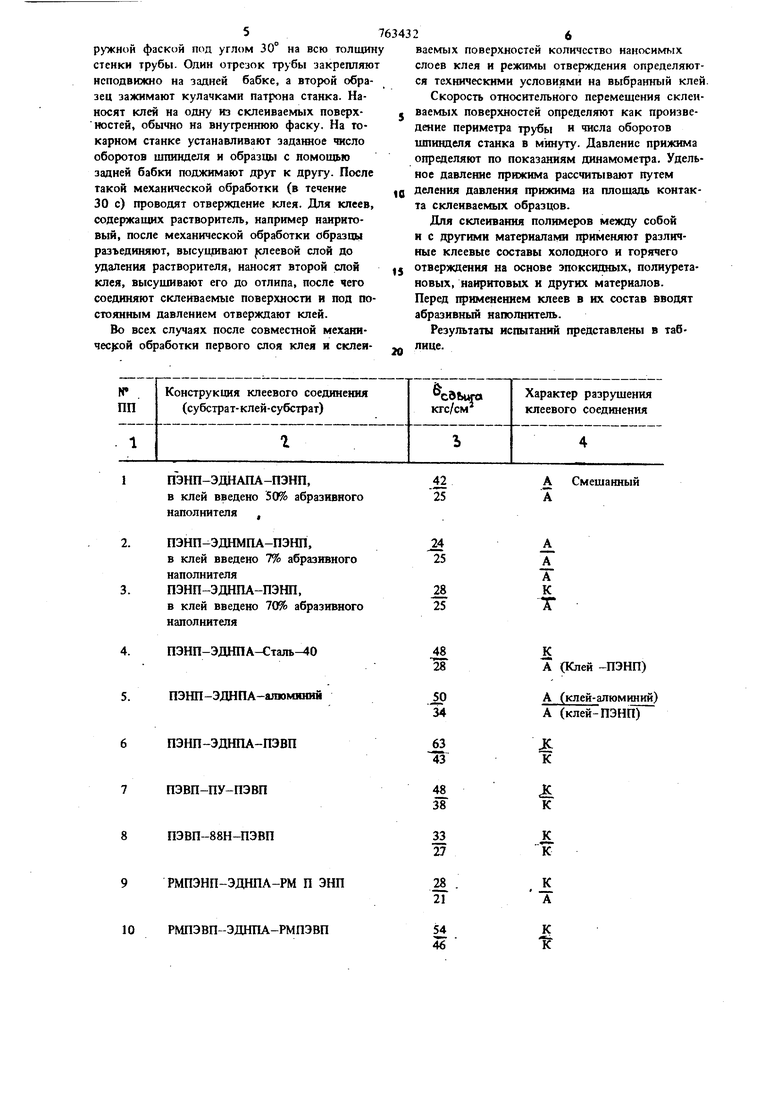
Однако прн этом способе активация клеевого слоя происходит ,в ряде случаев недостаточно эффективно, что сказывается на прочности клеевого соединения. Кроме того, он предусматривает раздельную механическую обработку инструментом каждой из склеиваемых поверх3нсх;тей. Это приводит к снижению производительности процесса склеивания и расходованию дорогостоящего инструмента. Целью изобретения является повышские проч ности клеевого соединения. Указанная цель достигается тем, что в известном способе, включающем операции нанесения клея на основе полимера на поверхности материала, механического воздействия на них и соединения склеиваемых поверхностей, в состай клея вводят абразивный наполнитель и механическое воздействие осуществляют после соединения склеиваемых поверхностей. Абразивга,1Й наполнитель вводят в количестве 8-70 об.%. В качестве абразивного наполнителя применяют различные порошкообразные материалы, имеющие твердость и форму частичек, обеспечивающую им возможность разруша.ть поверхность склеиваемого полимера. Размеры частичек абразива 0,01-0,5 мм. Хорошие результаты дают следующие абразивные наполнители: двуокись кремния, карбид кремния, корунд и др. Механические воздействия производят путем поджима и перемещения друг относительно дру га склеиваемых поверхностей. Практически наиболее удобно это перемещение склеиваемых поверхностей друг относитель но друга осуществлять с помощью вращения или вибрации одного из склеиваемых изделий. После прекращения механического воздействия соединенную систему выдерживают до отвержд ния клея. В зависимости от склеиваемых материалов и выбранных клеевых составов промазка поли мерной поверхности клеем при необходимости может производиться вторично, с последующим повторением механического воздействия или без него. Повторно наносимый клей может отличаться от первоначально нанесенного отсутствием абразивного наполнителя, составом или особыми свойствами, например электропроводностью При склеивании двух изделий, перемещение которых друг относительно по какимлибо причинам затруднено, перемещение производят при помощи специально вводимого мемсду склеиваемыми поверхностями третьего тела, например муфты или полого усеченного конуса, причем : это тело остается составным элементом в клеевой конструкции. Например, при склеивании труб между ними вводится муфта или для раструбного соединения - усеченный конус. Склеиваемые торцы обмазыва ются клеем с абразивным наполнителем, затем вся система соосно поджимается и введен ный элемент приводится во вращательное движение. Персмсшсине под дпв.чсином склеиваемых поверх1гостей привсишт к тому, что абразив, находящийся в клеевом слое, p;i-jpyuiaeT поверхность полимерного изделия. При этом на поверхности генерируются свободные макрорадикалы, способные химически взаимодействовать с компонентами клея. Это положение подтверждено методами ЭПР и ИК-спсктроскопами. В отличие от способа-прототипа клей с абразивным наполнителем при механическом воздейст вии активируется более эффективно, чем без наполнителя, что и обеспечивает большую прочность клеевому соединению, выполненному данным способом. Высокое качество клеевого соединения, полученного предлагаемым способом, достигается также и тем, что при перемещении под давлением поверхностей друг относительно друга с абразивным материалом между ними происходит их взаимная пришлифовка. В результате обеспечивается хорошее совпадение геометрических профилей склеиваемых поверхностей, устраняется разнотолщинность клеевого слоя, что приводит к уменьшению внутренних и более равномерному распределению в клеевом соединении внешних напряжений, и, как следствие - к повышению прочности и долговечности клеевого соединения. Все операции по склеиванию проводятся при температурах ниже температуры размягчения полимера, поэтому полимер сохраняет исходную структуру, а в зоне соединения отсутствует грат. Очевидно, что одновременная обработка двух склеиваемых поверхностей в одной операции выгодно отличает предлагаемый способ от способа-прототипа по производительности процесса склеивания и по энергозатратам. В отличие от способа-прототипа для предлагаемого способа не требуется применения какого-либо специального инструмента для воздействия на поверхность полимера, таким инструментом служит абразив, введенный в клей. Для выбранных материалов клеевого соединения существуют оптимальные режимы механического воздействия. Например, при склеивании политетрафторэтилена (Ф-4) эпоксидным клеем холодного отверждения со сталью линейная скорость перемещения составляет м/с, а удельное давление прижима 0,061,0 кгс/см ; для системы радиационномодифицированного полиэтилена низкой плотности (РМПЭНП) - эпоксидный клей - РМПЭНП линейная скорость перемещения составляет 0,01-5 м/с, удельное давление 0,2-3,0 кгс/см. Режим указан для процессов, проводящихся при нормальных внещних условиях. Пример 1. Эксперименты проводят на токарном станке. Образцы изготавливают в виде отрезков труб Ду 32, с внутренней и на5ружной фаской под углом 30° на всю толщин стенки трубы. Один отрезок трубы закрепляю неподвижно на задней бабке, а второй образец зажимают кулачками патрона станка. Наносят клей на одну из склеиваемых поверхностей, обычно на внуфешпою фаску. На токарном станке устанавливают задаш ое число оборотов цтинделя и образцы с помощью задней бабки поджимают друг к другу. После такой механической обработки (в течение 30 с) проводят отверждение клея. Для клеев, содержащих растворитель, например наириговый, после механической обработки сбразць разъединяют, высуишвают р1еевой слой до удаления растворителя, наносят второй слой клея, высуцювают его до отлипа, после чего соединяют склеиваемые поверхности и под постоянным давлением отверждают клей. Во всех случаях после совместной механнчес)ой обработки первого слоя клея и склейваемых поверхностей количество наносимых слоев клея и режимы отверждения определяются техническими условиями на выбранный клей. Скорость относительного перемещения склеиваемых поверхностей определяют как произведение периметра грубы и числа оборотов шпинделя станка в минуту. Давление прижима определяют по показаниям динамометра. Удельное давление прижима рассчитывают путем деления давления прижима иа площадь контакта склеиваемых образцов. Для склеивания полимеров между собой и с другими материалами применяют различные клеевые составы холодного и горячего отверждения иа основе эпоксидных, полиуретановых, накритовых и других материалов. Перед применением клеев в их состав вводят абразивный наполнитель. Результаты испытаний представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ склеивания полимерных материалов | 1980 |
|
SU1002338A1 |
| Способ склеивания полимерных материалов | 1979 |
|
SU876695A1 |
| Способ склеивания полимерных материалов | 1976 |
|
SU622831A1 |
| Способ изготовления окрасочного валика малярного инструмента | 1982 |
|
SU1065459A1 |
| Способ склеивания изделий | 1990 |
|
SU1784287A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПЕРЕД СКЛЕИВАНИЕМ | 1997 |
|
RU2126810C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| Клеевая композиция для полимерных композиционных материалов | 2020 |
|
RU2756173C1 |
| СКЛЕИВАНИЕ МНОГОСЛОЙНЫХ КРОМОК | 2012 |
|
RU2618049C2 |
| Состав для активации поверхности изделий из полимера формальдегида с диоксоланом | 1982 |
|
SU1134575A1 |
ПЭНП-ЭДНМПА-ПЭШ1,
в клей введено 7% абразивного наполнителя
ПЭНП-ЭДНПА-ПЭШ1,
в клей введено 70% абразивного наполнителя
ПЭНП-ЭДНПА-Сталь О
ПЭНП-ЭДНПА-ПЭВП
ПЭВП-ПУ-ПЭВП
8ПЭВП-88Н-ПЭВП
РМПЭНП-ЭДНПА-РМ П ЭНП
10 РМПЭВП-ЭДНПА-РМПЭВП
А А А К Т
J4
25
25
JC
А (Клей -ПЭНП)
А (клей-алюминий) А (клей-ПЭНП)
К К
Ж К
48 38
К
33
27
К А
28 21
К
54 46
-К
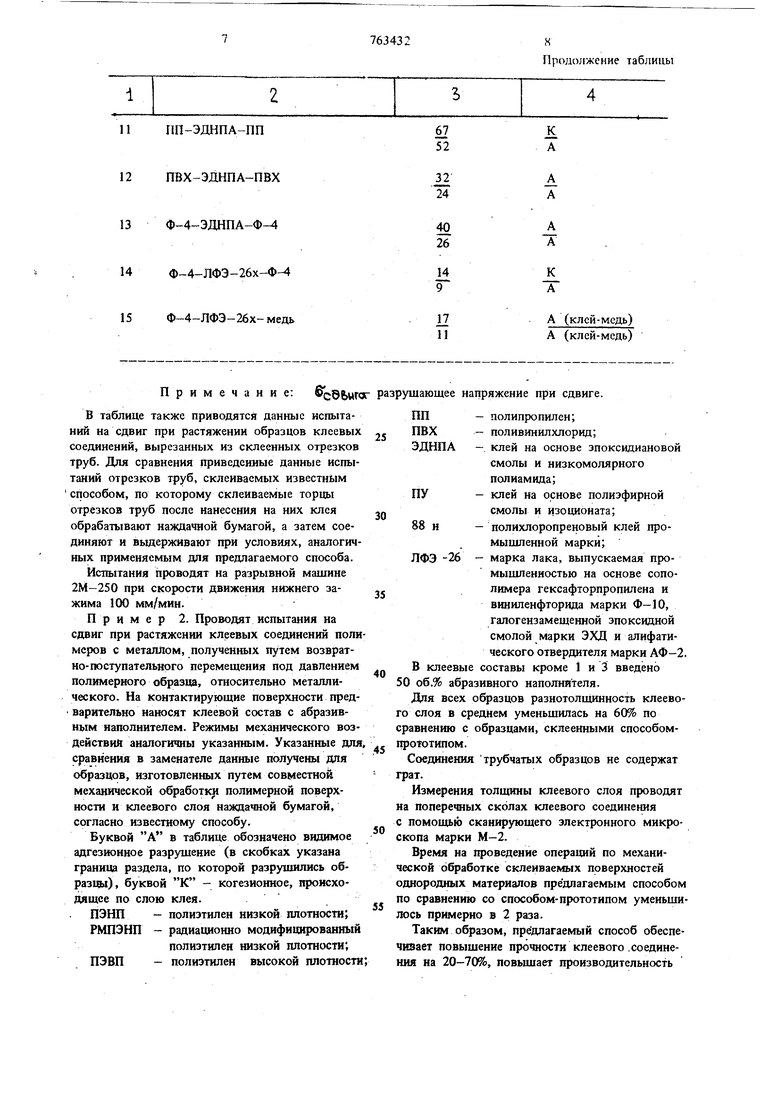
Примечание: б вЬигог разрушающее напряжение при сдвиге.
В таблице также приводятся данные испытаний на сдвиг при растяжении образцов клеевых соединений, вырезанных из склеенных отрезков труб. Для сравнения приведенные данные испытаний отрезков труб, склеиваемых известным способом, по которому склеиваемые торцы отрезков труб после нанесения на них клея обрабатывают наждачной бумагой, а затем соединяют и выдерживают при условиях, аналогичных применяемым для предлагаемого способа.
Ист1ытания проводят на разрывной машине 2М-250 при скорости движения нижнего зажима 100 мм/мин.
Пример 2. Проводят испытания на сдвиг при растяжении клеевых соединений полимеров с металлом, полученных путем возвратно-поступательного перемещения под давлением полимерного образщ, относительно металлического. На контактирующие поверхности предварительно наносят клеевой состав с абразивным наполнителем. Режимы механического возДействий аналогичны указанным. Указанные для сравнения в заменателе данные получены для образцов, изготовленных путем совместной механической обработки полимерной поверхности и клеевого слоя наяодачной бумагой, согласно известному способу.
Буквой А в таблице обозначено вндимое адгезионное разрушение (в скобках указана граница раздела, по которой разрушились образцы), буквой К - когезнонное, происходящее по слою клея.
ПЭНП - полиэтилен низкой плотности; РМПЭНП - радиационно модифицированный
полизтилен низкой плотности; ПЭВП - полиэтилен высокой плотности
ПП- полипропилен;
ПВХ- полнвинилхлорид;
ЭДНПА - клей на основе эпоксидиановой смолы и низкомолярного полиамида; ПУ- клей на основе полиэфирной
смолы и изоционата;
88 н- полихлоропреновый клей промышленной марки;
ЛФЭ -26 - марка лака, выпускаемая промышленностью на основе сополимера гексафторпропнлена и виниленфторида марки Ф-10, галогензамещенной эпоксидной смолой марки ЭХД и алифатического отвердителя марки АФ-2. В клеевые составы кроме 1 и 3 введено 50 об.% абразивного наполнителя.
Для всех образцов разнотолихинность клеевого слоя в среднем уменьшилась на 60% по сравнению с образцами, склеенными способомцрототипом.
Соединения трубчатых образцов не содержат грат.
Измерения толщины клеевого слоя проводят на поперечных сколах клеевого соединения с помощью сканирующего электронного микроскопа марки М-2.
Время на проведение операций по механической обработке склеиваемых поверхностей однородных материалов предпагаемым способом по сравнению со способом-прототипом уменьшилось примерно в 2 раза.
Таким образом, предлагаемый способ обеспечивает повышение прочности клеевого .соединения на 20-70%, повьццает производительность
процесса склеивания полимеров друг с другом в 2 раза, экономит дорогостоящий инструмент для обработки поверхности твердых тел.
При замене применяемого в настоящее врем одного металлического зажима для соединения труб из сшитого ПЭ экономическийэффект на одно клеевое соединение составит 47 коп. Эта цифра учитывает только стоимость самого соединения н не учитывает экономию от повышения пропускной cnocofeocTH трубопровода из-за отсутствия в стыке труб грата.
При использовании в полном объеме предлагаемого способа Щ1Я соединения труб из сшитых полимеров экономический эффект может составить более 1 мли. руб. в год. Формула изобретения
Способ склеивания полимерных материалов, включающий нанесение клея на основе полимера на поверхность материала с применением механического воздействия на поверхность с нанесенным клеем и соединения склеиваемых поверхностей, отличающийся тем, что, с целью повышения прочности клеевого соединения, используют клей, включающий абразивный наполнитель в количестве 8-70об.% а механическое воздействие осуществляют после соединения склеиваемых поверхностей.
Источники информации,, прикчтые во внимание при экспертизе
