сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 1970 |
|
SU261267A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ | 1972 |
|
SU332135A1 |
| Способ автоматического управления процессом первой сатурации в одноступенчатом сатураторе в сахарном производстве | 1990 |
|
SU1784644A1 |
| Способ автоматического управления процессом экстракции сахара из свекловичной стружки в диффузионном аппарате | 1985 |
|
SU1293221A1 |
| Способ автоматического управления процессом экстракции сахара из свекловичной стружки в диффузионном аппарате | 1987 |
|
SU1602870A2 |
| Способ автоматического управления процессом получения и проработки свекловичного сока в свеклосахарном производстве | 1981 |
|
SU1134595A1 |
| Способ управления рециркуляционным технологическим процессом | 1980 |
|
SU891140A1 |
| Свеклоперерабатывающее отделение с колонным диффузионным аппаратом | 2023 |
|
RU2798054C1 |
| Ротационный диффузионный аппарат непрерывного действия | 1960 |
|
SU135425A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СОКА ИЗ САХАРНОЙ СВЕКЛЫ | 1998 |
|
RU2146708C1 |
Использование: автоматическое управление технологическим потоком свекловичного сока в сахарном производстве. Сущность изобретения: способ заключается в регулировании расхода сока по технологическим участкам, для чего на границах технологических участков в каждом буферном сборнике, содержащем запас сока, среднюю зону нечувствительности разделяют на три зоны сглаживания расхода сока: нижнюю, среднюю и верхнюю, с различными по величине настроечными коэффициентами зависимости расхода сока от уровня, а затем дополнительно задают значение уровней, разграничивающих все зоны между собой и значения настроечных коэффициентов в каждой зоне сглаживания. При этом настроечный коэффициент средней зоны меньше коэффициентов двух других зон. 2 ил.
Изобретение относится к автоматизации сахарного производства, в частности к управлению потоком полупродуктов на технологических участках от диффузионных аппаратов до вакуум-аппаратов.
Целью из обретения является улучшение показателей повышения технической мощности производственного оборудования, снижения расхода топлива и увеличения выхода сахара за счет повышения ритмичности потока сока.
Способ автоматического управления технологическим потоком свекловичного сока заключается в регулировании расхода сока по технологическим участкам, на границах которых предусмотрены буферные запасы сока. Для этого в каждом буферном сборнике, содержащем запас сока, среднюю зону нечувствительности разделяют на
три зоны сглаживания расхода сока - нижнюю, среДнюю и вёрхйюю с различными по величине настроечными коэффициентами зависимости расхода от уровня. Затем дополнительно задают значения уровней, разграничивающих все зоны между собой и значения настроечных коэффициентов в каждой зоне сглаживания, при этом настроечный коэффициент средней зоны меньше коэффициентов двух других зон.
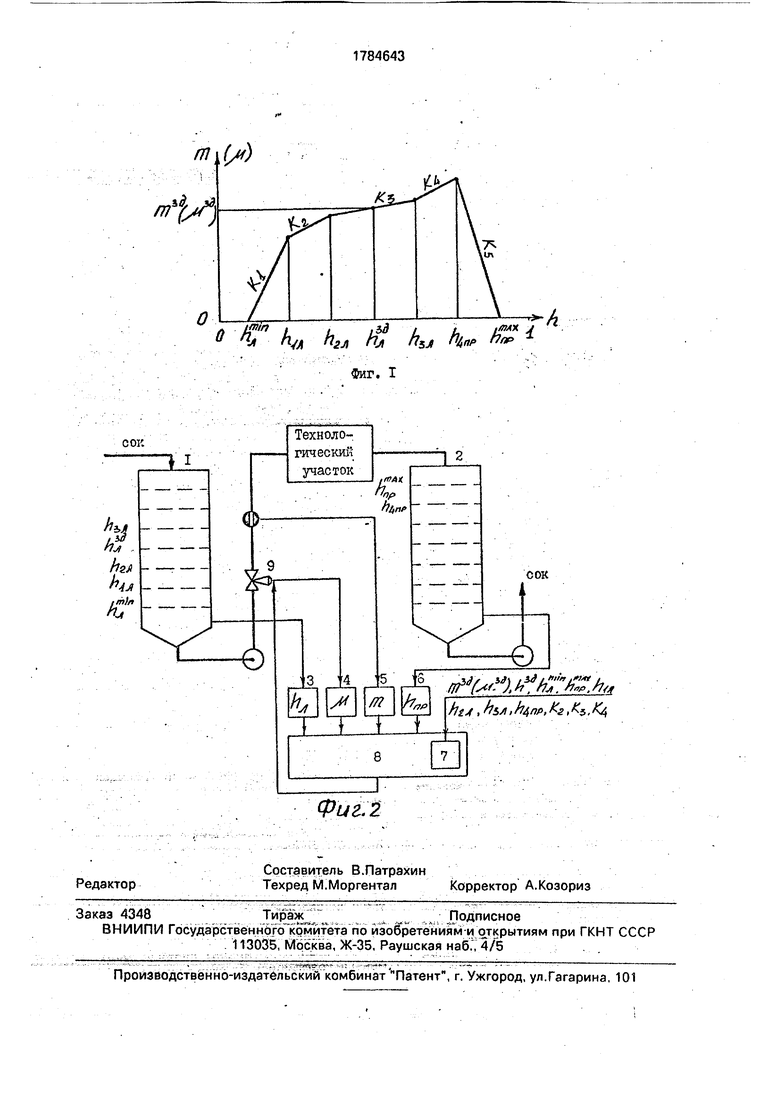
На фиг.1 представлена статическая характеристика изменения расхода сока на технологическом участке в зависимости от уровней в сборниках, сборник в начале участка условно назван левым (его параметры имеют индексы л), а в конце участка правым (индексы пр); на фиг.2 - схема управления потоком сока в пределах одного технологического участка.
XJ 00 4 О 4 СО
На фиг.1 обозначены:
тзд-заданный расход сока на технологическом участке (при отсутствии расходомера на технологическом участке вместо тзд может быть задано положение регулирующего органа //зд);
плзл - заданный уровень в левом сборнике;
плмин минимальный Уровень в левом сборнике; .-- - .
Ппр с - ма ксШ§Явнь)й уровень в правом Јборни ёг I
Пл - П1л - границы нижней зоны ограничения стока из левого сборника;
hifl - пал - границы нижней зоны сглаживания;
П2л Ьзл - границы средней зоны сглаживания;
Изл - Мпр - границы верхней зоны сглаживания;
h4np - ппрмакс - границы верхней зоны ограничения притока в правый сборник;
«2. Кз, «4 - задаваемые значения настроечных коэффициентов зависимости расхода сока от уровня по зонам;
Ki, Ks - автоматически формируемые значения настроечных коэффициентов зависимости расхода сока от уровня по зонам.
Перечисленные параметры являются параметрами настройки системы управления, реализующей предлагаемый способ,
На фиг.2 обозначены: 1 - левый буферный сборник; 2 - правый буферный сборник: 3 - датчик и преобразователь уровня Ьл в левом сборнике; А - датчик и преобразователь положения регулирующего органа /4; 5 -датчик и преобразователь расхода потока т; б - датчик и преобразователь уровня hnp в правом сборнике; 7 - блок введения заданных и настроечных параметров вычислительного устройства 8; 8 - вычислительное устройство; 9 - регулирующий орган.
Способ осуществляется следующим образом.
Каждый шаг контроля и управления начинается с формирования базы данных, куда поступает текущая информация (пли hnpi, mi, /л), и настроечные значения параметров и коэффициентов, поступающие в базу данных с пульта оператора (т3д/,|«зд ), плзд, ЬЛММН, Гил, П2л, лзл, Ыпр. hnpM3KC, К2, Кз, К4). Настроечные значения параметров коэффициентов формируют статическую характеристику изменения расхода сока на технологическом участке в зависимости от уровней в сборниках.
Для расчета значения расхода (положения регулирующего органа) на управляемом участке материального потока вычислительное устройство вначале определяет в какой из зон управления находится уровень в правом и левом сборниках согласно условиям:
и«н
5(hnpi ЫлР)и(11л ); (1)
(hnpi П4пр)и(гцл5 hni П2л); (2)
10
(hnpl П4пр)и(п2л Пл1 ПЗл);(3)
(hnpt Ыпр) и 013л hni h4np); (4) ЫпР hnpi hnPM8KC;(5)
Условие (1) соответствует ситуации, когда уровень находится в нижней зоне ограничения стока из левого сборника; условие (2) - соответствует нижней зоне сглаживания левого сборника; условие (3) - средней
зоне с лаживания левого сборника; условие (4) - условие, когда уровень находится в верхней зоне сглаживания; условие (5) соответствует ситуации, когда уровень находится в верхней зоне ограничения притока в
правый сборник.
Вычислительное устройство в каждом шаге контроля и управления, после формирования базы данных, по текущим значениям пл| и hnpi путем анализа и перебора
выбирает условие из ряда (1)-(5). соответствующее сложившейся в данный момент вре- мени ситуации на управляемом участке материального потока.
В зависимости от выбранного вычислительным устройством логического условия расчитывается расход полупродукта или положение регулирующего органа (если участок не имеет расходомера) по одной из приведенных зависимостей:
mip К1Кобл 1(пЛ| - плмин), если существует условие (1).(б)
mtp гпнрг + К2Кобл 1(Ьл - hiл), если существует условие (2)-(7)
т,Р тЗД + КзКобл (НЛ| - Ьлзд). если существует условие (3);(8)
mip тврг + К4Кобл 1(ЬЛ| пзл), если существует условие (4):(9)
mip K5Ko6np 1(hnPMaKC - hnpi), если существует условие (5), (10)
где тнрг - нижняя регламентная граница расхода полупродукта на управляемом участке технологического потока, рассчитывается по следующей зависимости;
тнрг тзд - КзКобл 1р1лзд -h2«)- K2Ko6n W-hU- (11) тврг - верхняя регламентная граница расхода полупродукта на управляемом участке технологического потока, рассчитывается по следующей зависимости:
тврг т тэд K3Ko6/1-1(h3/) ьдЭД) +
-г
+K/J Кобл (h4np Г13л);
(12)
Кобл - коэффициент передачи объекта по каналу m - пл;
Коблр - коэффициент передачи объекта по каналу m - hnp.
Из ряда статических настроечных коэффициентов зависимости Ki, K2, Кз, ICj, Кб задаются Кз, Ю| и . Значения настроечных коэффициентов Ki и КБ автоматически формируются вычислительным устройством по формулам:
m
ирг.
Кобл
П1л Пл
К5
m
врг.
Коб
пр
Ллр ГЦпр
Это сделано для простоты и удобства настройки, а также для того, чтобы при изменении оператором плзд (мзд) статическая характеристика автоматически перестроилась согласно новым требованиям.
Если технологический участок материального потока имеет расходомер полупродукта, то после того, как вычислительное устройство рассчитает необходимый расход полупродукта на управляемом участке материального потока в 1-м шаге (mip) по формулам (6)-(10), производится сравнение текущего и расчетного значения расхода и по ПИД закону формируется положение регулирующего органа на трубопроводе управляемого участка. Рассчитанное вычислительным устройством по отклонению текущего значения расхода (mi) от расчетного в 1-м шаге контроля и управления (mip) положение регулирующего органа /4Р выдается на исполнительный механизм и на этом 1-й шаг расчета заканчивается.
Значения, полученные в i-м шаге расчета в следующем шаге, становятся значениями в предыдущем шаге и расчет выполняется в следующем шаге.
Для технологического участка, не оснащенного расходомером,расчет выполняется по тем же формулам, в которых вместо расходов полупродукта m ставятся значения положения регулирующего органа//.
Пример. Исходные данные: заданные значения - глзд 125 т/ч; ПЛЗА 0,40 отн. ед.,
настроечные параметры -Ьлмин 0,10; гпл 0.20; Г12л 0,30; пзя 0,50; гипр 0,70; hnpMai c - 0,90; Кг - 0.20; Кз - 0; К4 0,30. Результаты управления: при ЬЛ| 0,305 0,50; mip 125 т/ч; при hn 0,20-0,30; mip ,5-125 т/ч; при Ьл( 0.10-0,20. mip 0-122.5 т/ч; при Ьй 0.50-0.70; mip - 125132.5 т/ч; при .70-0.90; mnpip 132,5-0.
Таким образом, при изменении уровня
10 в пределах трех зон сглаживания потока Ьл 0.20-0.70 (20-50) расход сока изменяется в диапазоне 122,5-132,5 т/ч (98-106%). Изменение уровня на 50% обуславливает изменение расхода сока лишь на 8%. при
15 этом нижняя и верхняя зоны сглаживания потока способствуют стабилизации расхода за счет действия обратной связи между уровнем и расходом сока.
Данный способ управления технологи20 ческим потоком свекловичного сока посрав- нению с известным повышает устойчивость управления, ритмичность потока сока, а также в значительной степени позволяет снизить требования к величине объемов
25 буферных сборников.
За счет повышения ритмичности технологического потока сока увеличивается производительность завода и соответственно сокращается длительность производства.
30 уменьшаются потери сахара при хранении свеклы.(
Формула изобретения Способ автоматического управления
35 технологическим потоком свекловичного сока в сахарном производстве, заключающийся в регулировании расхода сока по технологическим участкам, на границах которых предусмотрены буферные запасы
40 сока, отличающийся тем, чти, с целью улучшения показателей повышения технической мощности производственного оборудования, снижения расхода топлива и увеличения выхода сахара за счет повыше45 ния ритмичности потока сока, на границах технологических участков в каждом буферном сборнике, содержащем запас сока, среднюю зону нечувствительности разделяют на три зоны сглаживания расхода сока:
50 нижнюю, среднюю и верхнюю с различными по величине настроечными коэффициентами зависимости расхода сока от уровня, а затем дополнительно задают значения уровней, разграничивающих все зоны меж55 ду собой и значения настроечных коэффициентов в каждой зоне сглаживания, при этом настроечный коэффициент средней зоны меньше коэффициентов двух других зон.
т
и
ft ff n L L L Ь 4
о h h Ь,л fa fa h 4
ЧА пгл rijt HSJ
Фиг. I
сок
5 - / tftff:i%.h
SSf
htj , 65/1,hjnp,Кг,Ј5.Ј4
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ | 0 |
|
SU261267A1 |
| Насос | 1917 |
|
SU13A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
