вышать расчетное. При этой необходимости в нагреве, а тем более снижении интенсивности продувки, не возникает. Применение в описанной ситуации известного способа приведет к неполучению заданного химиче- ского состава стали.
Таким образом, то, что известная технология не отвечает конкретным условиям производства, ведет к снижению доли плавок, выплавленных с заданным химическим составом стали.
Целью изобретения является увеличение количества металла, выплавленного с заданным химическим составом.
Поставленная цель достигается тем, что, по способу выплавки стали в двухван- ном сталеплавильном агрегате, включающем завалку и прогрев шихты, заливку чугуна, продувку ванны кислородом с одновременным нагревом расплава газокисло- родным факелом, расход природного газа устанавливают в зависимости от разности текущей и требуемой в момент выпуска температуры и разности текущей и требуемой к моменту выпуска концентрацией углерода по соотношению
Q(350...370)+(5...6)AT-(900...950) ,
где (350...370) - эмпирический коэффици- ент, м3/ч;
(5...6) - эмпирический коэффициент, м3/ч-°С;
(900...950) - эмпирический коэффициент, м3/ч- %;
ЛТ - разность между требуемой к моменту выпуска и текущей температурой, °С;
- разность текущего и требуемого к моменту выпуска содержания углерода в металле, %;
Q - расход природного газа, м3/ч; причем расход природного газа изменяют ступенчато с интервалом (10...20) мин синхронно с определением текущих значений температуры и содержания углерода. Рас- ход кислорода определяют по разности текущего и конечного содержания углерода по соотношению:
Р(12...14)ММШ , где Р - расход кислорода на продувку, м3/ч;
(12...14) - эмпирический коэффициент, м3/ч-т-%;
ММш масса металлошихты, т;
- разность между текущим и требуемым перед выпуском содержанием углерода в расплаве, %.
Наличие вышеперечисленных признаков позволяет классифицировать заявляемое изобретение, как соответствующее критерию новизна. В других известных технических решениях не обнаружены отличительные признаки, характеризующие заявляемое изобретение.
Проведенный анализ показал, что предлагаемое техническое решение обладает су- щественными отличиями, а указанная совокупность признаком обеспечивает повышение количества металла, выплавленного с заданным химическим составом.
Технической сущностью заявляемого изобретения является создание гибкой технологии выплавки стали в двухванном сталеплавильном агрегате, обеспечивающей получение заданных значений температуры металла и содержания в нем углерода к моменту начала выпуска, независимо от случайных параметров процесса (колебаний температуры и содержания углерода по рас- пла влении ванны) с учетом возможности выплавки стали любой марки.
Достижение этого возможно благодаря эмпирически определенным значениям соотношений между расходом природного газа, необходимым нагревом металла и количеством удаляемого углерода.
При значениях первого коэффициента в уравнении менее 350 м3/ч расход природного газа недостаточен для вывода температуры на заданный уровень за время, необходимое для удаления избытка углерода, т.е. плавка идет холодно, замякает, что не дает возможности получить требуемую марку стали. При величине первого коэффициента более 370 м3/ч расход газа превышает величину, достаточную для получения заданной температуры при заданном содержании углерода. Это ведет к перерасходу природного газа, увеличению продолжительности плавки и необходимости переназначения плавки на сталь с большим содержанием углерода, чем заказано.
При величине второго коэффициента менее 5 при достижении заданного содержания углерода не достигается требуемой температуры металла. При величине второго коэффициента более 6 возникает обратная ситуация - при достижении заданной температуры содержание углерода превышает необходимое. В обоих случаях не получается стали с заданным химическим составом.
При величине третьего коэффициента менее 9QO температура к моменту выпуска превышает заданную, а при величине более 950 достаточный нагрев обеспечивается при содержании углерода меньшем, чем
требуемое. В обоих случаях снижается количество металла с заданным химическим составом.
При интервале изменения расхода менее 10 мин снижается эффективность корректировки теплового режима вследствие недостаточной достоверности (стабильности) информации о тепловом состоянии ванны и содержании углерода в металле. При интервале изменения расхода газа более 20 мин снижается эффективность корректировки теплового режима вследствие инерционности процесса нагрева.
При этом при возникновении отклонений в нормальном ходе плавки изменение расхода газа не успевает произвести адекватное изменение в режиме плавки.
В обоих случаях снижается количество металла, выплавленного с заданным химическим составом. -
Для более полной реализации возможностей воздействия управляющих факторов на получение плавки с заданной температурой стали и содержанием углерода необходима регламентация расхода кислорода в зависимости от количества удаляемого углерода, т.е. разности между текущим и конечным содержанием углерода.
При величине коэффициента пропорциональности между расходом кислорода и произведением массы металлошихты и углерода менее 12 возрастает вероятность превышения содержания углерода относительно заданной величины к моменту начала выпуска. При величине этого коэффициента более 14 содержание углерода в конце продувки оказывается меньшим, чем заданное. В обоих случаях снижается количество металла, выплавленного с заданным химическим составом.
Пример. Сталь марки Зпс выплавляли в двухванном сталеплавильном агрегате 2x300 т. Расход чугуна составлял 210т, расход металлолома 125 т. После завалки металлошихты и ее прогрева производили слив чугуна и начинали продувку кислородом. По ходу продувки осуществляли прогрев металла сводовыми газокислородными горелками. Расход природного газа и кислорода устанавливали по соотношениям:
А Т-С
Р°2 Д-ММШ , где Qnr - расход природного газа, м /ч;
5С;
А - эмпирический коэффициент, м /ч; В - эмпирический коэффициент, м /ч
AT - разность между требуемой к моменту выпуска и текущей температурой, °С; С - эмпирический коэффициент, м /ч
э02
м3/ч;
расход кислорода на продувку,
0
5
Д - эмпирический коэффициент, м /ч-т
%;
Ммш масса металлошихты, т; - разность между текущим и требуемым перед выпуском содержанием углерода в расплаве, %.
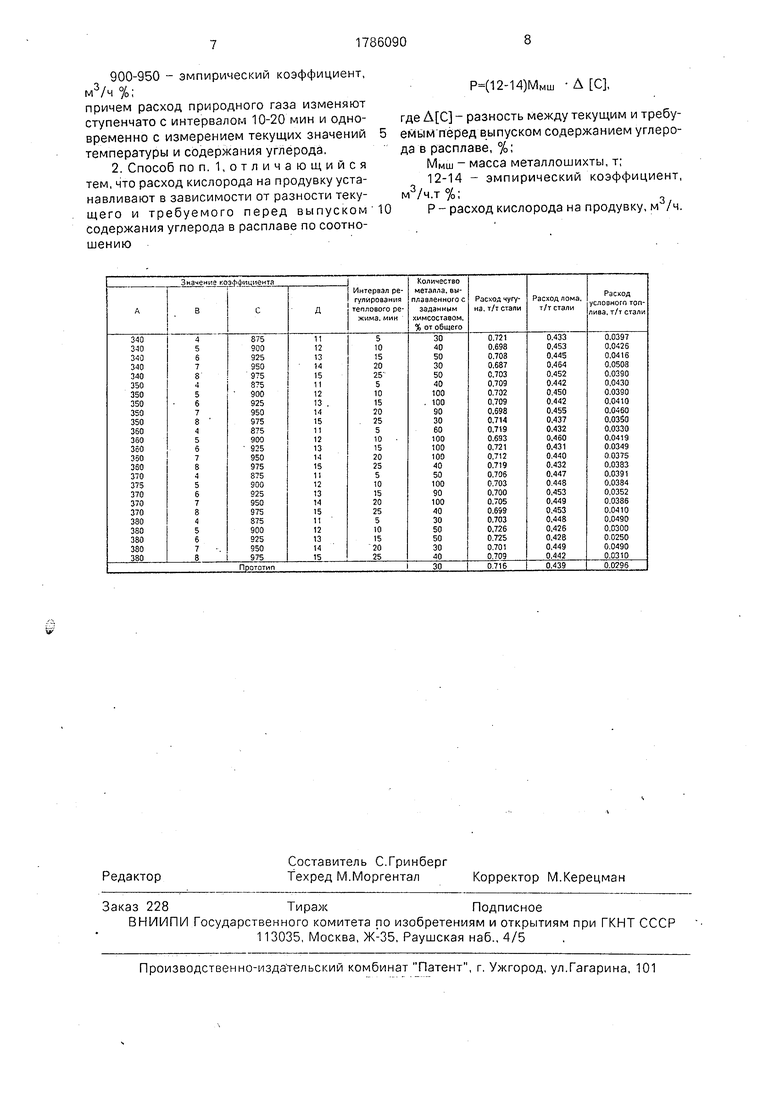
Корректировку теплового режима осуществляли через различный интервал вре- мени. По каждому варианту было проведено по 10 плавок и определена доля плавок, выплавленных с заданным химическим составом, к общему количество плавок по данному варианту.
Результаты приведены в таблице.
Как следует из результатов эксперимента, использование предлагаемого способа при заявляемых значениях режимных параметров обеспечивает практически 100% выпуск плавок с заданным химическим составом.
Формула изобретения
1. Способ выплавки стали в двухванном сталеплавильном агрегате, включающий завалку и прогрев шихты, заливку чугуна, продувку ванны кислородом с одновременным нагревом расплава газокислородным факелом, определение текущих значений содержания углерода в расплаве и его температуре, отличающийся тем, что, с целью повышения выплавленного с заданным химическим составом количества металла, расход природного газа устанавливают в зависимости от разности текущей и требуемой в момент выпуска температурой и разности текущей и требуемой к моменту выпуска концентрацией углерода по соотношению
Q(350-370)+(5-6) ДТ-(900-950) А С,
о
где Q - расход природного газа, м /ч; дт - разность между требуемой к моменту выпуска и текущей температурой, °С;
А С - разность текущего и требуемого к моменту выпуска содержания углерода в металле, %;
350-370 - эмпирический- коэффициент,
м3/ч;
°С;
5-6 - эмпирический коэффициент, м /ч
900-950 - эмпирический коэффициент, м3/ч %;
причем расход природного газа изменяют ступенчато с интервалом 10-20 мин и одновременно с измерением текущих значений температуры и содержания углерода.
2. Способ по п. 1,отличающийся тем, что расход кислорода на продувку устанавливают в зависимости от разности текущего и требуемого перед выпуском содержания углерода в расплаве по соотношению
Р(12-14)ММШ Д С,
где - разность между текущим и требу- емым перед выпуском содержанием углерода в расплаве, %;
Ммш - масса металлошихты, т; 12-14 - эмпирический коэффициент, м3/ч.т %; Р-расход кислорода на продувку, м /ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали в двухванном сталеплавильном агрегате | 1990 |
|
SU1774958A3 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1991 |
|
RU2031960C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Способ производства высокоуглеродистой стали | 2022 |
|
RU2804742C1 |
| Способ раскисления стали | 1990 |
|
SU1731827A1 |
| Способ выплавки стали в дуговой электросталеплавильной печи | 2022 |
|
RU2778340C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2184154C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1993 |
|
RU2123052C1 |
| Способ ведения плавки в двухванной сталеплавильной печи | 1983 |
|
SU1130611A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2013 |
|
RU2543658C1 |
Использование: в черной металлургии при выплавке стали в двухванных сталеплавильных печах. Сущность изобретения: в двухванных сталепла.вильных агрегатах с продувкой ванны кислородом и одновременным нагревом расплава газокислородным фак-елом, устанавливают расход природного газа в зависимости от разности текущей и требуемой к моменту выпуска Изобретение относится к черной металлургии, в частности, к выплавке стали вдвух- ванных сталеплавильных агрегатах, в том числе и работающих в прямоточном режиме. Известен способ выплавки стали, по которому производят завалку, прогрев шихты, слив чугуна и нагрев расплава топливно- кислородным факелом. Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ выплавки низко- и среднеуглеродистой стали в двухванном концентраций углерода в металле по соотношению: 0(350...370)+(5...6) ДТ-(900...960) (АС), где Q - расход природного газа, м3/ч: AT - разность между требуемой к моменту выпуска и текущей температурой, °С; Л С - разность текущего и требуемого к моменту выпуска содержания углерода в металле, %:
| Миляев А.Ф | |||
| и др | |||
| Усвоение кислорода по ходу плавки в двухванных печах | |||
| - Сталь, 1978, № 10, с.897-899 | |||
| Способ выплавки низко- и среднеуглеродистой стали в двухванном сталеплавильном агрегате | 1987 |
|
SU1544813A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
