Изобретение относится к устройствам для обработки полимерных композиционных материалов и может быть использовано, например, при изготовлении стержневых изделий из угле- или стеклопластиков, получаемых методом протяжки однонаправленных волокнистых армирующих материалов через формующие фильеры.
Известно устройство для отжима связу- ощего, в котором предусмотрена автоматическая очистка фильеры от пуха. За счет остановки в отверстии фильеры переменно- о сечения по длине винтовой направляю- цей, вращающейся от привода вокруг своей эси и взаимодействующей с входящими с чей в зацепление иглами двух колес, смонтированный по обе стороны осевой плоскости в зоне разьема полуфильер. Однако экспериментальная проверка этого устройства при работе с углеродным жгутом показала недостаточную эффективность его работы, т.к. отжатое связующее, имеющее Обратный ток, не полностью выносит из фильеры оборванные волокна и пух. Давление, создаваемое обратным потоком жидкости, явно не достаточное для преодоления сил трения частиц пуха о стенки фильеры. К тому же короткая частица волокна тому же короткая частица волокна (пух) как бы охватывает поперечное сечение проволоки, из которой изготовлена винтовая направляющая, увеличивая сопротивление. И, наконец, удаление пуха из жгута приводит к снижению степени наполнения композиционного материала армирующими волокнами. Отсутствие автоматизации процесса очистка фильер повышает интенсификацию труда обслуживающего персонала и снижав
ет. качество и стабильность получаемых изделий. - - :
Целью изобретения является осуществление автоматизации процесса очистки отжимных фильер, повышение качества изделий.
Цель достигается тем, что устройство пропитки и отжима, содержащее пропиточную ванну, частично погруженный в связующее и принудительно вращаемый пропиточный ролик, имеющий на боковой поверхности радиальные канавки, для заглубления прямолинейно движущегося волокнистого материала и отжимных фильер, установленных на платформе, согласно изобретению, снабжено расположенной над платформой и соединенной с приводом возвратно-поступательното перемещения кареткой, несущей электромагнит, сердечник которого через подпружиненные вертикальные стержни связан с платформой, а также средства регулирования перемещения каретки с датчиками её положения, электрически связанными с приводом этой каретки и электромагнитом.
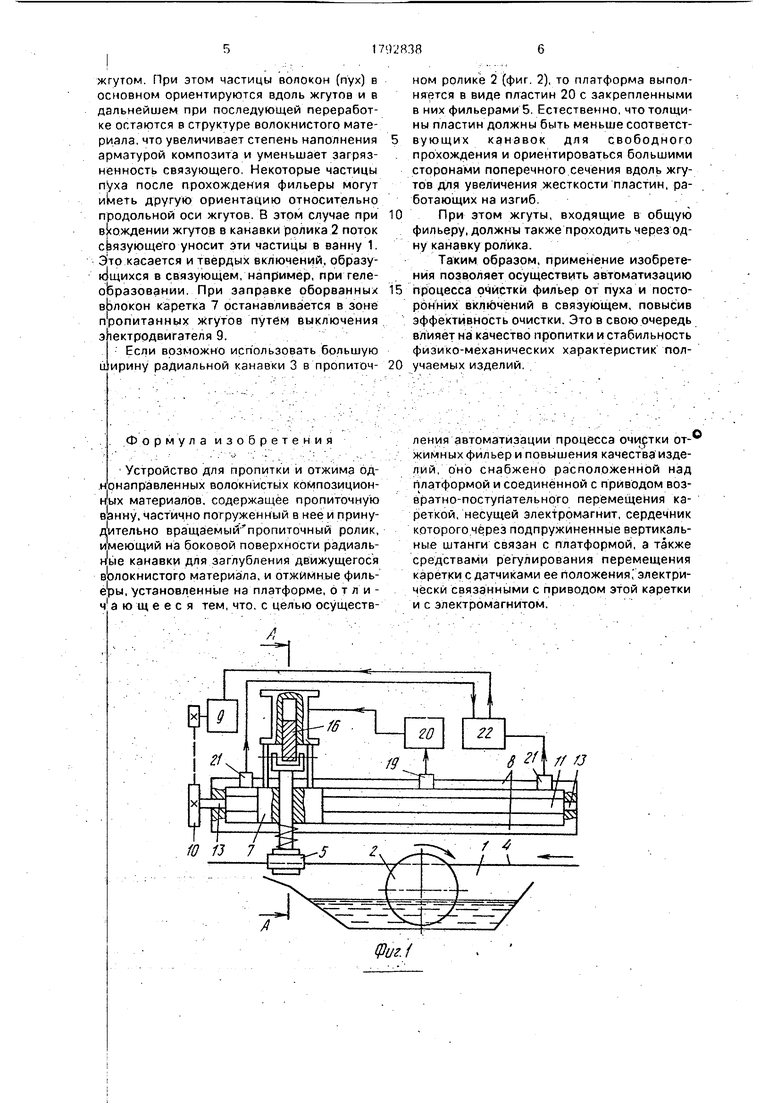
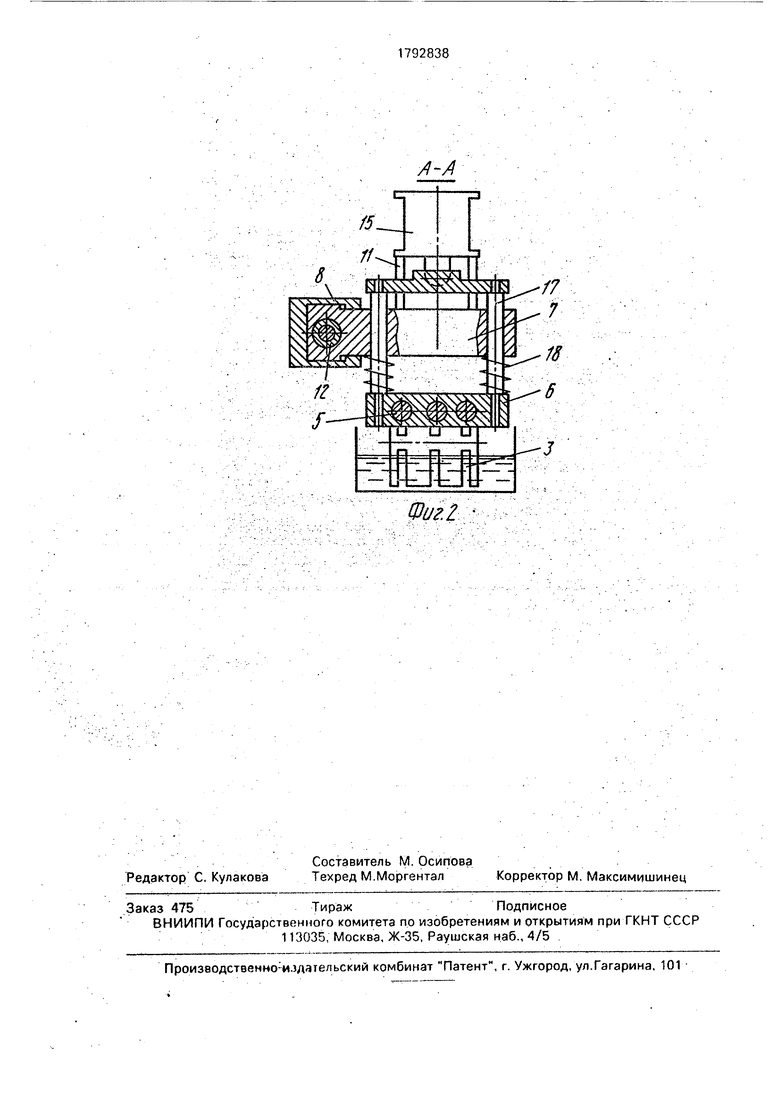
На фиг. 1 изображен общий-вид устройства; на фиг. 2 - сечение А-А на фиг,Л. :
Устройство содержит ванну 1 со связующим, частично погруженный в нее и принудительно вращаемый пропиточный ролик 2, имеющий на боковой поверхности канавки 3, в которые заглублён горизонтально расположенный и прямолинейно .движущийся волокнистый материал 4, отжимные . фильеры 5, установленные на платформе 6. Над платформой 6 расположена каретка 7, которая установлена на направляющих 8. Каретка 7 Соединена с приводом поступательного перемещения, включающего электродвигатель 9, ременную передачу 10 и винтовую пару 11 и 12. Винт 11 установлен в подшипниковых узлах 13. Гайка 12 жестко закреплена в каретке 7. На каретке 7 с помощью стоек 14 установлен электромагнит 15. Сердечник 16 электромагнита через два вертикальных штока 17 соединён с платформой 6. На штоках 17 расположены возвратные пружины 18.
Электромагнит 15 управляете с помощью датчика положения 19 и блока управления 20. Соответственно, реверсирование электродвигателя 9 производится датчиками положения 21 и блоком управления 22.
Устройство работает следующим образом.
Прямолинейно движущиеся жгуты 4, например, углеродные, поступают со шпуляр- ника (на фиг. не показан) в канавки 3 вращающегося пропиточного ролика 2.
и
Ю
15
25
30
Ширина радиальных канавок 3 ролика 2 определена из условий капиллярного удержания связующего в них при подъеме выше уровня жидкости в ванне, а также достаточной для свободного прохождения жгутов сквозь них. Пропитанные жгуты поступают в фильеры 5, в которых происходит отжатие излишка связующего, стекающего обратно в ванну 1. Далее пропитанные жгуты последовательно проходят технологическую цепочку изготовления композиционного изделия. Например, при изготовлении стержневых изделий жгуты проходят чередующиеся стадии термообработки и формования в фильерах.
Каретка 7 имеет возможность возвратно-поступательного движения по направляющим 8, расположенным параллельно направлению движения жгутов в ванне 1, 20- Движение каретка 7 получает от электродвигателя 9 через ременную передачу 10 и винт-гайки .11 и 12. Изменение направления движения каретки 7 осуществляется за счет реверсирования электродвигателя 9с помощью датчиков положения 21, закрепленных; на направляющих 8. Датчики 21 установлены таким образом, что охватывают зоны пропитанных и сухих жгутов. Платформа 6 с закреплёнными в ней отжимными фильерами 5 соединена через промежуточ- ; ныеэлементы с кареткой 7 и поэтому также У совершает возвратно-поступательное движение вдаль жгутов. При подходе платформы 6 к пропиточному ролику 2 срабатывает 35 датчик положения 19 и через блок управления 20 электрический сигнал подается на обмотку электромагнита 15, сердечник 16 которого связан штоками 17 с платформой 6. Штоки 17 свободно перемещаются в корпусе каретки 7, При втягивании сердечника 16 в корпус электромагнита 15 платформа 6 приподнимается выше уровня ролика 2. При этом жгуты выходят из канавок 3. После прохождения платформой 6 ролика 2 в датчике 19 исчезает электрический сигнал, обмотка электромагнита обеспечивается и платформа 6 под действием пружин 18 опускается в исходное положение, продолжая перемещаться горизонтально вдоль жгутов. При обратном ходе каретки 7 траектория движения платформы б повторяется.
Процесс очистки фильер при этом следующий.
После выхода фильер в зону непропитанных жгутов в пограничной зоне жгута уменьшается количество жидкости, что способствует увеличению сил трения между сухим жгутом и мокрым пухом, контактирующим со стенкой фильеры. В результате пух выносится из канала фильеры сухим
40
45
50
55
жгутом. При этом частицы волокон (пух) в основном ориентируются вдоль жгутов и в дальнейшем при последующей переработке остаются в структуре волокнистого материала что увеличивает степень наполнения арматурой композита и уменьшает загрязненность связующего. Некоторые частицы пуха после прохождения фильеры могут иметь другую ориентацию относительно продольной оси жгутов. В этом случае при вхождении жгутов в канавки ролика 2 поток срязующёго уносит эти частицы в ванну 1. Это касается и твердых включений, образующихся в связующем, например, при геле- образовании. При заправке оборванных вЬлокон каретка 7 останавливается в зоне пропитанных жгутов путем выключения э тектррдвигателя 9.
Если возможно использовать большую и ирину радиальной канавки 3 в пропиточном ролике 2 (фиг. 2), то платформа выполняется в виде пластин 20 с закрепленными в них фильерами 5. Естественно, что толщины пластин должны быть меньше соответствующих канавок для свободного прохождения и ориентироваться большими сторонами поперечного сечения вдоль жгутов для увеличения жесткости пластин, работающих на изгиб.
При этом жгуты, входящие в общую фильеру, должны также проходить через одну канавку ролика.
Таким образом, применение изобретения позволяет осуществить автоматизацию
процесса очистки фильер от пуха и посто- рбнних включений в связующем, повысив эффективность очистки. Это в свою очередь влияет на качество пропитки и стабильность физико-механических характеристик получаемых изделий. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Пултрузионная установка для изготовления стержней из полимерных композиционных материалов | 2022 |
|
RU2795809C1 |
| Пултрузионная установка для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов | 2022 |
|
RU2788167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ПРОПИТКИ АРМИРУЮЩЕГО МАТЕРИАЛА СВЯЗУЮЩИМ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2750827C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНЫХ ИЗОГНУТЫХ ПОЛИМЕРНЫХ КОМПОЗИТНЫХ СТЕРЖНЕЙ | 2017 |
|
RU2665536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2210501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2012 |
|
RU2505403C1 |
| Устройство для пропитки нитей и отжима связующего | 1978 |
|
SU876194A1 |
| Устройство для регулировки процентного содержания связующего вещества в движущейся ленте из жгутов армирующих волокон | 2016 |
|
RU2646010C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Устройство для пропитки непрерывно движущегося материала | 1981 |
|
SU1005946A1 |
ф о р м у л а и з о б р е т е н и я
Устройство для пропитки и отжима однонаправленных волокнистых композицион- н ых материалов, содержащее пропиточную ванну, частично погруженный в нее и принудительно вращаемый пропиточный ролик, имеющий на боковой поверхности радиальные канавки для заглубления движущегося волокнистого материала, и отжимные филь- , установленные на платформе, от л и - ч а ю щ е е с я тем, что, с целью осуществления автоматизации процесса очистки от- жимныхфильер и повышения качества изделий, оно снабжено расположенной над платформой и соединённой с приводом возвратно-поступательного перемещения кареткой, несущей электромагнит, сердечник которого через подпружиненные вертикальные штанги связан с платформой, а также средствами регулирования перемещения каретки с датчиками ее положения, электрически связанными с приводом этой каретки и с электромагнитом.
Фиг
