Изобретение относится к методам подготовки (разупрочнения поверхностного слоя деталей) преимущественно из нержавеющих сталей, и может быть использован в машиностроении при механической обработке деталей резанием.
Известен способ повышения стойкости инструмента при обработке деталей из нержавеющей стали марки 12Х18Н9Т, обладающей пластичностью и вязкостью, заключающийся в уменьшении вязкости материала и повышения его твердости путем предварительной обработки деталей в жидком азоте при низкой температуре (-283°С) в течение 45-50 мин, а затем выдержки в металлической таре до восстановления у деталей нормальной температуры (+20°С) в течение 2.,,3ч.
Однако известный способ имеет следующие недостатки: неравномерность азотирования поверхностного слоя, сложность регулирования глубины упрочненного слоя, недостаточная эффективность для вязких, сдожнолегированных сталей и сплавов.
Наиболее близким по технической сущности к предлагаемому является способ
подготовки поверхности нержавеющей и жаропрочной сталей к обработке их резанием, включающий омеднение материала и по: следующее воздействие на его поверхностный слой влажной и химически активной среды (водяных паров и аммиака) для разупрочнения последнего до образования пористости (коррозийных питтингов) глубиной, меньшей глубины резания.
Недостатками указанного способа является длительность процесса подготовки ввиду наличия предварительного гальванического омеднения деталей с последующим насыщением азотом поверхностного слоя и разупрочнением его в среде, не обеспечивающей высокую степень насыщения поверхностного слоя, а также недостаточная интенсивность процесса разупрочнения. В результате удаляемый при резании поверхностный слой является вязким, при этом снимаемая стружка плохо дробится на отдельные элементы, а при контакте ее с передней поверхностью резца происходит значительное тепловыделение, вследствие чего стойкость резца и производительность сил резания невысоки.
ел
с
v| ЧХ СА) О О
ел
Цель способа - уменьшение трудоемкости изготовления деталей из нержавеющих сталей за счет интенсификации процесса подготовки поверхностного слоя.
Указанная цель достигается тем, что в способе подготовки поверхности деталей к обработке резанием,-преимущественно из нержавеющих сталей, в качестве предварительной обработки используют азотирование, а в качестве разупрочняющей обработки - обработку в цианид-цианатном расплаве,, содержащем, мас.%: цианид натрия 42-44; цианид калия 44-46; ферроциа- нид 0,3-0,6 и натрий углекислый остальное при температуре 580 ±10°С в течение 55-65 мин,
Способ осуществляют следующим образом.
Детали из нержавеющей стали предварительно подвергают азотированию, например, в ванне с расплавом цианистых солей. После насыщения поверхностного слоя азотом детали загружают в ванну для разупрочнения; в расплав цианистых солей с.повышенным (0,3-0,6 мас.%) содержанием комплексных соединений железа-ферро- цианидов.
Для наплавки ванн применяют комплексные соли; 40-45 мас.% NaCH, 42-48 мас.% KCNO, 10-15 мас.% №СОз. Повышение температуры расплава до 580 ±10°С и наличие высокой концентрации цианита калия способствуют увеличению химической активности расплава,.,его окисляющей способности. В результате химического взаимодействия расплава с поверхностью деталей образуются комплексные соединения железа Na4Fe(CN)6 - ферроцианиды. Накопление ферроцианидов в расплаве в пределах 0,3-0,6 мас.% способствует образованию в карбонит-ридной (наружной) зоне поверхностного слоя - пористости, разупрочняющей его, до образования коррозийных питтингов. Одновременно лежащая под карбонитридной зоной диффузионная, зона полнее насыщается азотом.
Температуру расплава контролируют ХА-термопарой и поддерживают при заданном значении 580 ±10°С. Концентрацию ферроцианидов определяют методом анализов проб через 1,0-1,5 ч.
После окончания разупрочнения детали вынимают из ванн, охлаждают аммиаком,
промывают, замеряют (для контроля) твердость поверхностного слоя, оценивают по величине коррозийных питтингов характер разупрочнения поверхностного слоя и передают на обработку резанием.
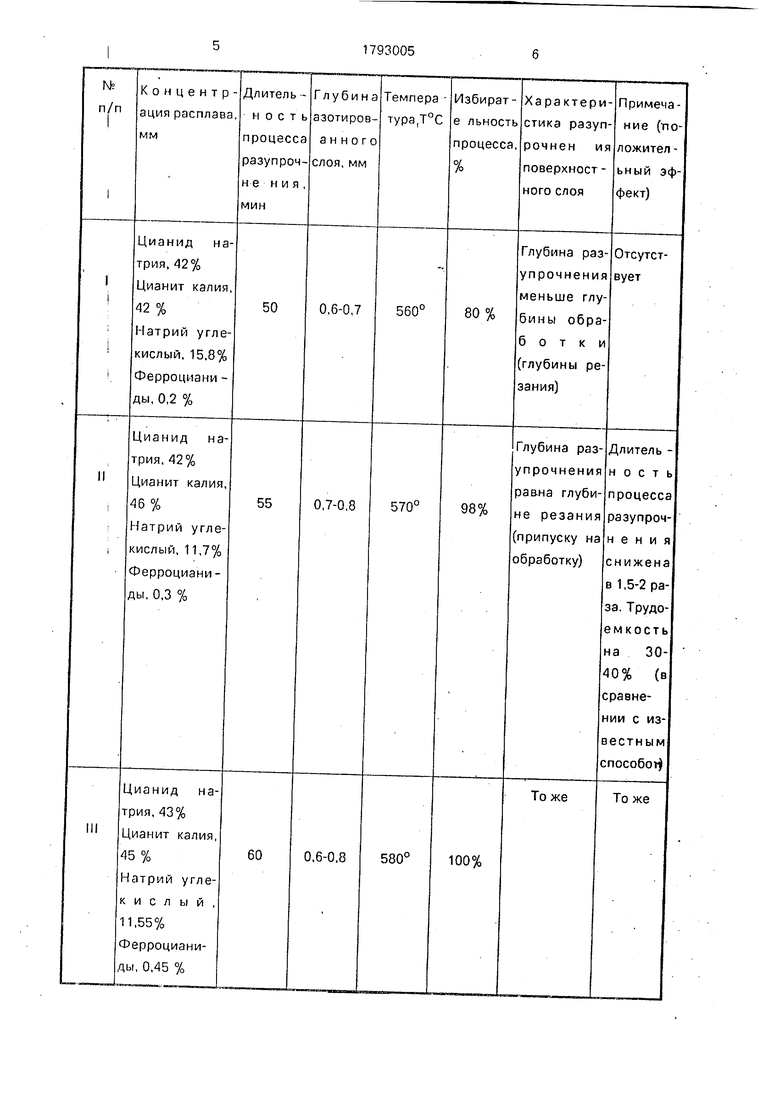
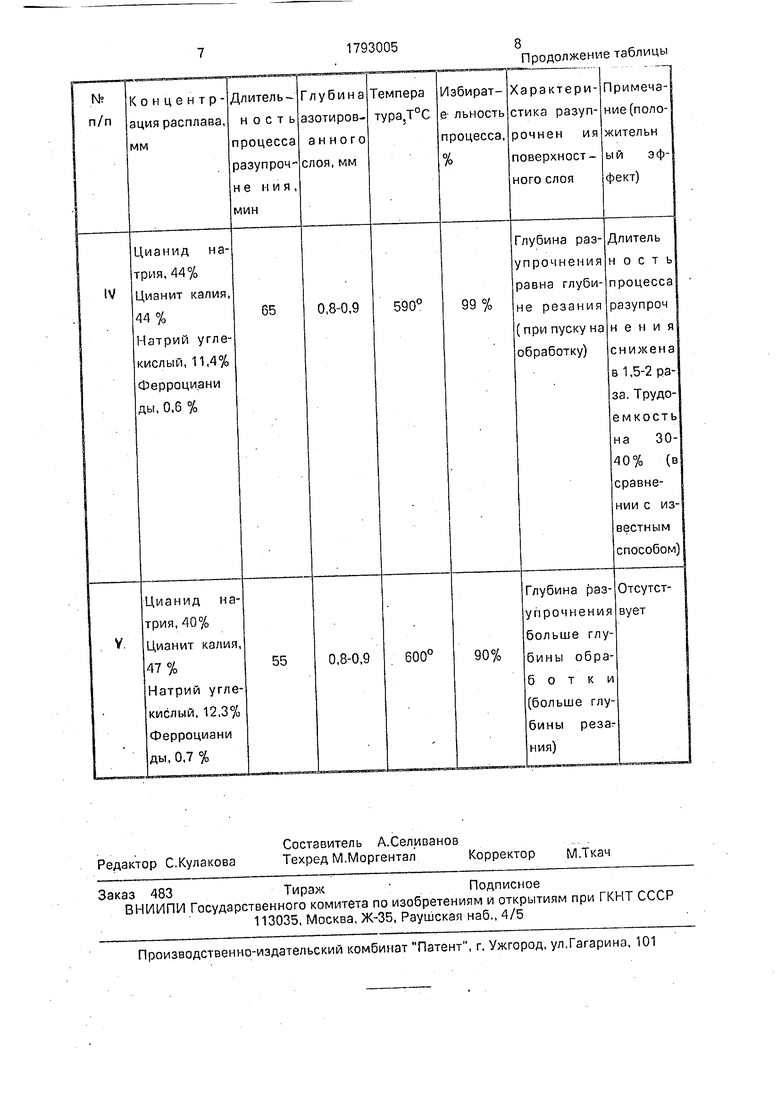
Результаты опытов приведены в таблице.
В таблице отражена избирательность процесса разупрочнения по степени дробления снимаемой при обработке резанием
стружки и стойкости инструмента в соответствии с зависимостью характера разупрочнения поверхностного слоя от воздействия на него расплава определенной температуры и концентрации расплава, а так же длительности процесса.
Как видно из приведенных примеров, предлагаемый способ позволяет интенсифицировать процесс подготовки (разупрочнения) поверхностного слоя деталей из
нержавеющих сталей к обработке их резанием, а так же повысить степень дробления стружки на отдельные элементы и повысить стойкость инструмента за счет уменьшения тепловыделения при контакте дробящейся
(хрупкой) стружки с передней поверхностью резца.
Таким образом, при выполнении способа подготовки поверхностного слоя деталей из нержавеющих сталей путем разупрочне
ния его в расплаве цианистых солей с повышенным содержанием ферроциэнидов
интенсивность процесса разупрочнения
возрастает (повышается), а трудоемкость
изготовления деталей из нержавейки сиижается.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки поверхности нержавеющей и жаропрочной сталей к обработке их резанием | 1978 |
|
SU773157A1 |
| СОСТАВ ВАННЫ ДЛЯ АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2019 |
|
RU2714271C1 |
| Способ химико-термической обработки изделий из стали и чугуна | 1979 |
|
SU922176A1 |
| Способ обработки заготовок из нержавеющих и жаропрочных сталей | 1990 |
|
SU1738472A1 |
| ВАННА РАСПЛАВЛЕННЫХ СОЛЕЙ ДЛЯ АЗОТИРОВАНИЯ МЕХАНИЧЕСКИХ ДЕТАЛЕЙ ИЗ СТАЛИ И СПОСОБ ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2590752C2 |
| Способ химико-термической обработки стальных деталей | 1981 |
|
SU981447A1 |
| ИЗОЛИРУЮЩАЯ ПАСТА ПРИ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКЕ СТАЛИ | 1991 |
|
RU2034090C1 |
| Способ подготовки поверхности нержавеющих и жаропрочных сталей к обработке резанием | 1989 |
|
SU1798382A1 |
| СОСТАВ ВАННЫ ДЛЯ СУЛЬФОЦИАНИРОВАНИЯ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ И ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ | 2021 |
|
RU2764098C1 |
| Расплав для азотирования стальных деталей | 1977 |
|
SU697603A1 |
Сущность изобретения: способ включает азотирование и разупрочняющую обработку в цианид-цианатном расплаве, содержащем, ма.с.%: цианид натрия 42-44; цианит калия 44-46; ферроцианид 0,3-0,6 и натрий углекислый остальное при температуре 580 ±10°С в течение 55-65 мин. 1 табл.
Формула изобретения
Способ подготовки поверхности деталей к обработке резанием, преимущественно из нержавеющих сталей, включающий предварительную обработку и последующую разупрочняющую обработку до образования пористости, о т л и ч а ю щ и и с я тем, что, с целью снижения трудоемкости изготовления за счет интенсификации процесса
подготовки, в качестве предварительной обработки используют азотирование, а в качестве разупрочняющей обработки - обработку в цианид-цианатном расплаве, содержащем 42-44 мас.% цианида натрия, 44-46 мас.% цианита калия, 0,3-0,6 мас.% ферроцианида и остальное - натрий углекислый при температуре 580 ±10°С в течение 55-65 мин,
| Способ подготовки поверхности нержавеющей и жаропрочной сталей к обработке их резанием | 1978 |
|
SU773157A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
