ел С

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический ткацкий станок | 1986 |
|
SU1344829A1 |
| ЗЕВООБРАЗУЮЩЕЕ УСТРОЙСТВО ТКАЦКОГО СТАНКА С ВОЛНООБРАЗНО ПОДВИЖНЫМ ЗЕВОМ | 2000 |
|
RU2173358C1 |
| Автоматический ткацкий станок | 1988 |
|
SU1606545A1 |
| ПАТРОННАЯ ЛЕНТА | 2017 |
|
RU2709254C2 |
| СТАБИЛИЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ДОЗАПРАВКИ В ПОЛЕТЕ | 1998 |
|
RU2198829C2 |
| Устройство для сборки пластинчатых цепей | 1988 |
|
SU1542694A1 |
| Ремизоподъемная каретка к ткацкому станку | 1979 |
|
SU861422A1 |
| Форма для литья цепей с распорками | 1988 |
|
SU1507514A1 |
| УДАРНО-СПУСКОВОЙ МЕХАНИЗМ МНОГОСТВОЛЬНОГО САМОВЗВОДНОГО ПИСТОЛЕТА | 1992 |
|
RU2018776C1 |
| ОТСЕК ДЛЯ ХРАНЕНИЯ МАСЛА В ХОЛОДИЛЬНОМ АППАРАТЕ | 2008 |
|
RU2455588C2 |
ш тя
за тр
н К
и
(к
Д
Изобретение относится к области ма- нрстроения, а именно к производству овых цепей, используемых преимуще- енно в качестве тяговых средств конвей- ов, транспортеров в бутылкомоёчных, аточных, разливочных машинах и т.п. ус- яствах аналогичного назначения.
Известна приводная крючковая разбор- i цепь, выполненная из ковкого чугуна, ждое звено этой цепи на одном конце
ет валик, а на другом - открытую втулку ючок), обеспечивающую свободное вхож- в нее при определенном положении гика следующего звена. При сборке цепи 1ик одного звена вставляют в крючок дру- о звена сбоку, причем между звеньями лжен быть угол около 60°. При всяком угом положении звенья нельзя нисоеди- ть, ни разъединить.
Известна также тяговая цепь, содержащая звенья в виде рамок; имеющих крючки с открытым зёвом и цилиндрические перемычки с лысками, соответственно расположенные на их противоположных концах для соединения с соседними звеньями цепи. Сборка указанной тяговой цепи заключается во взаимной ориентации ее звеньев, введение перемычки одной рамки в зев крючка другой рамки и их развороте до требуемого положения в ветвях цепи. Быстрота сборки цепи достигается благодаря выполнению на цилиндрических перемычках лысок и приданию перемычкам геометрии, обеспечивающей вхождение их в зев крючка и беспрепятственный разворот в шарнирной части крючка.
Тяговая цепь и способ ее сборки по патенту США № 2695095 выбраны в качестве
vi ю
Сл
кэ о
прототипа, поскольку их общие существенные признаки являются Частью сбвоку Кно- сти существенных признаков заявляемых технических решений. Преимущество тяговой цепи по патенту США № 2695095 заключается в удобстве ее сборки и разборки, например в случае ремонта.
Однако эта цепь имеет существенный недостаток, заключающийся в отсутствии надежности соединения ее звеньев, следствием чего является возможность их самопроизвольного расцепления при повороте звеньев на угол, при котором производилась их сборка, что имеет место при провисании цепей, резкомтрогании и торможении и в других эксплуатационных случаях.;
Цель изобретения - повышение эксплу-, атационной надежности цепи за счет исключения самопроизвольного расцепления ее звеньев, упрощение процесса сборки цепи и снижение эксплуатационных нагрузок, увеличение ресурса работы цепи.
Указанная- цель достигается тем, что предложенная тяговая цепь содержит звенья, каждое из которых представляет со-, бой рамку, с одной стороны которой распб-. ложен крючок с открытым зевом, а с другой - цилиндрическая перемычка с лысками, зацепляющаяся за крючок соседнего звена, причем с целью исключения самопроизвольного расцепления звеньев последние выполнены литыми из пластмассы с коэффициентом усадки, лежащим в пределах от 0.5 до 2%. .
Достижению указанной цели способстг вует также и то, что процесс сборки отлитых звеньев в цепь, включающий в себя их взаимную ориентацию, введение цилиндрической перемычки с лысками одного звена в открытый зев соседнего звена и последующий разворот звеньев, совмещен с процессом их отливки таким образом, что
Формула изобретения 1. Тяговая цепь, содержащая звенья, выполненные в виде рамок, крючков, с открытым зевом и цилиндрических перемычек с лысками, установленными с возможностью зацепления с открытым зевом сосед - него звена, отличающаяся тем, что, с целью повышения надежности цепи путем исключения самопроизвольного расцепления звеньев, звенья выполнены литыми из
температура звеньев в процессе сборки цепи лежит в пределах температур от 50° до 150°С, а последующее их остывание происходит в собранном виде.
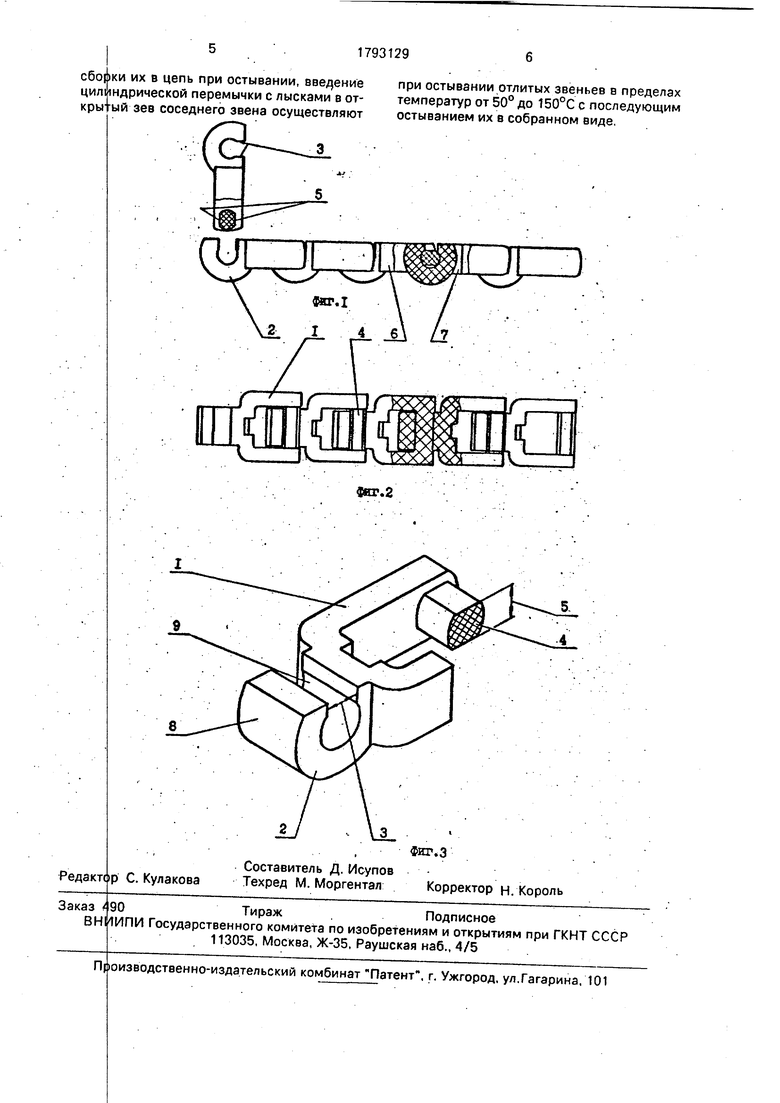
На фиг. 1 изображена цепь в сборе, ориентация звена цепи при сборке, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - звено цепи. . Тяговая цепь (фиг.1 и 2} содержит
звенья 1-в виде рамок, имеющих крючки 2 с открытым зевом 3 и цилиндрические перемычки 4 с лысками 5, соответственно расположенные на. противоположных концах звеньев, для соединения с соседними
звеньями 6и7 цепи.
Сборка тяговой цепи производится в следующей последовательности: сначала осуществляют взаимную ориентацию ее звеньев, затем перемучку 4 одного звена
вводят в зев 3 крючка 2 другого звена и производят их. взаимный разворот, причем сборку цепи осуществляют при температуре
звеньев, равной 50.Л150°С с последующим
их остыванием в собранной цепи. Конкретная тяговая цепь, звенья кото рой (фиг. З) выполнены из стеклонаполнен- ног.о полиамида ПА6-211-ДС ОСТ 6-11-498-79 с коэффициентом усадки 0,6% и представляют собой. рамки. 1, имеющие расположенные с противоположных сторон крючки 2 с цилиндрической наружной 8 vi внутренней 9 поверхностью и открытым зевом.3 и цилиндрические перемычки 4 с параллельными лысками 5. Ширина зева крючка в остывшем состоянии -.10,5 js8, расстояние между лысками 5-11,5js8. Их отношение, таким образом, составляет 0,91, что позволяет легко осуществить сборку
цепи в нагретом состоянии и повысить ее эксплуатационную надежность за счет исключения самопроизвольного расцепления звеньев даже-с учетом упругих деформаций крючка..
. . -.--
.. пластмассы с коэффициентом усадки ее при остывании в пределах от 0,5% до. 2 %.
сборки их в цепь при остывании, введение цилиндрической перемычки с лысками в от- крыый зев соседнего звена осуществляют
при остывании отлитых звеньев в пределах температур от 50° до 150°С с последующим остыванием их в собранном виде,
