г
(Л
18 8 I
3.1507
ВИЙ механизации процесса сборки. Форма состоят из трех раскрывающихся металлических частей 1,2,3 с вставными быстросменными металлическими вкладышами 6 и 7 с термозащитной облицовкой, имеющих полости для оформления части звена цепи 9. Раскрывающиеся металлические части имеют выемки для знаковых частей целого внут- ризвенного песчаного стержня 8.Стержень 8 оформляет распорку звена цепи 9 и имеет выемки для частичного оформления поверхностей смежных звеньев цепи. Собранные смежные фор-
мы соединяются межзвенным плоским песчаным стержнем 12. Стержень 12 выполнен со сквозными полостями для частичного оформления поверхностей двух смежных звеньев цепи. Часть звена цепи оформляется песчаным стержнем 13 треугольного сечения, в котором выполнена основная часть питающей прибыли 14. Литниковая система выполнена в верхнем накрывном песчаном стержне 15. Применение данной формы повышает качество отливаемых цепей, уменьшает трудоемкость и себестоимость. 5 ил.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ В ПЕСЧАНЫХ ФОРМАХ | 1998 |
|
RU2123903C1 |
| СПОСОБ ОТЛИВКИ ЦЕПЕЙ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2270073C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ РЕБРИСТЫХ ЦИЛИНДРОВ | 1992 |
|
RU2038917C1 |
| Металлическая форма | 1989 |
|
SU1726114A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2670103C2 |
| Стопочная форма | 1981 |
|
SU988443A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |


Изобретение относится к литейному производству, а именно к формам для литья цепей с распорками для плавких средств всех типов, и может быть использовано для отливки любой длины смычек цепей различного калибра. Цель изобретения - повышение качества отлитых цепей, упрощение конструкции формы и создание условий механизации процесса сборки. Форма состоит из трех раскрывающихся металлических частей 1,2,3 с вставными быстросменными металлическими вкладышами 6,7 с термозащитной облицовкой, имеющих полости для оформления части звена цепи 9. Раскрывающиеся металлические части имеют выемки для знаковых частей целого внутризвенного песчаного стержня 8. Стержень 8 оформляет распорку звена цепи 9 и имеет выемки для частичного оформления поверхностей смежных звеньев цепи. Собранные смежные формы соединяются межзвенным плоским песчаным стержнем 12. Стержень 12 выполнен со сквозными полостями для частичного оформления поверхностей двух смежных звеньев цепи. Часть звена цепи оформляется песчаным стержнем 13 треугольного сечения, в котором выполнена основная часть питающей прибыли 14. Литниковая система выполнена в верхнем накрывном песчаном стержне 15. Применение данной формы повысит качество отливаемых цепей, уменьшит трудоемкость и себестоимость. 6 ил.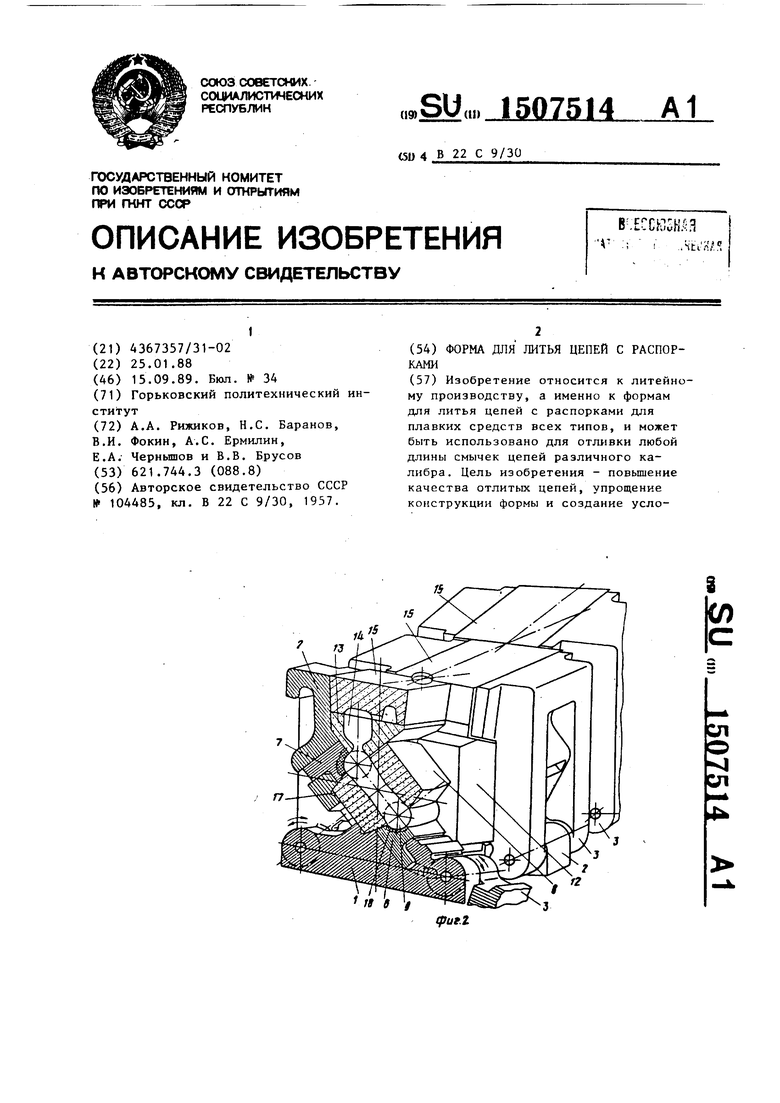
Изобретение относится к литейному производству, в частности к конструкции формы для литья якорных цепей с распорками для плавучих средств всех типов, и может быть использован для от1П1вки любой длины смычек цепей различного калибра.
Цель изобретения - повышение качества отлитых цецей, упрощение конструкции формы и создание условий механизации процесса сборки. , На фиг.1 показана форма в сборе, общий ВИД; на фиг.2 - линия собранных форм, разрез; на фиг.3 - форма в сборе, поперечньм разрез; на фиг.4 - внутризвенный стержень, общий вид; на фиг.5 - форма в сборе, вид сверху.
Форма состоит из основания 1, боковых металлических частей 2 и 3, шарнирно устаь овленных на основании с плоскостями 4 и 5 разъема. Форма снабжена металлическими вкладышами 6 и 7 с термоизоляционной облицовкой. Металлические части 2 и 3 имеют выем ку для установки внутризвенного песчаного стержня 8, оформляющего внутреннюю часть полости для звена цепи боковыми полостями 9 и центральным отверстием под распорку звена цепи. Движение верхней боковой металлической части 3 осуществляется в направлении стрелок 10. На основании 1 имеются упоры 11 для установки меж- звенного стержня 12, прижимаемого к стержню 8 и к верхнему песчаному стержню 13 оформления прибыли треугольного сечения, выполняющему основную часть питающей прибьи1и 14.
Межзвенный стержень 12 частично офорляет поверхности двух смежных звеньев цепи и соединяет смежные формы. Верхний накрывной песчаный стержень 15 имеет трапециевидное сечение и оформляет литниковую систему, питаемую через воронку 16. При сопряжении двух собранных смежных форм при поступательном движении стыкуются торцовые плоскости стержней двух внутризвенных песчаных стержней 8, двух верхних песчаных стержней 13 треугольного сечения, одного межзвен ного песчаного стержня 12 и двух верхних песчаных накрывных стержней 15 трапециевидного сечения.Звенья цепи при отливке в форме располагаются под углом к горизонтальной плоскости, который равен 45-50, и вытягиваются в линию по дуге.В знаковой выемке имеется канавка 17, служащая для точности сборки комплекта, для сборки мусора и для вывода газов. В основание 1 вставляется быстросменный металлический вкладьш 6, состоя- из двух половин, со сравнительно тонкой термоизоляционной облицовкой 18.
Использование быстросменных металлических вкладышей 6 и 7 с термоизоляционными облицовками создает направленное затвердевание металла снизу вверх, что увеличивает качество отливки, позволяет экономить формовочные материалы и упрощает процесс сборки и разборки форм.
Форма работает следующим образом.
В исходном положении металлические части 2 и 3 отведены по направляющим вправо и раскрыты по плоскостям 4 и 5. При сборке устанавливаются металлические вкладыши 6, Нижняя боковая металлическая часть 2 закрывается. В выемку основания 1 и нижней боковой металлической части 2 устанавливают внутризвенный песчаный стержень 8. Устанавливается металлический вкладьш 7. Верхняя боковая металли- ю ческая часть 3 опускается на нижнюю в направлении стрелок 10. Вниз слева на специальные упоры 11 нижней металлической части 1 формы ставят межзвенжается, металлические вкладьпии 6 и вместе с боковыми металлическими ча тями 2 и 3 отводятся вбок. Отлитую цепь извлекают из формы вверх вмест с песчаными стержнями и она поступа на выбивную решетку и далее на последу щую обработку. Металлические части и 3 очищают, металлические вкладыши если повреждена термоизоляционная облицовка, заменяют на новые. Форма готова к очередному циклу.
В форме благодаря последовательному сочетанию применяемых материаньй песчаный стержень 12, который при-|5 ° частей (песчаных, металлических
и термозащитных облицовок) создаютс благоприятные условия для посл дова тельного затвердевания жидкого метал ла. Создаются условия, уменьшающие сопротивление формы усадке звена по сравнению с цельнометаллическим коки ртем с термозащитной облицовкой, что ведет к устранению горячих трещин и улучшению питания отливки. Вследств направленного затвердевания и компактной прибыли уменьшается расход |металла. Значительно уменьшается ра ход формовочных материалов. Цепь мож но отливать практически любой длины Повышается возможность механизации трудоемких операций. Значительно уменьшается количество дефектов звеньев. Все комплекты форм монтируются на столе карусельной машины или литейном конвейере, что позволя собирать, заливать формы и выбивать отливки в определенных местах. Это упорядочивает технологический проце и концентрирует материалы в определенных местах.
жимается к раме поставленным стержнем 8 и металлическими вкладьпиами 6 и 7. Устанавливают верхний песчаный стержень 13. Вниз справа на упоры 11 ставят второй межзвенный песчаный стер- жень 12, который прижимается к внутри звенному песчаному стержню 8, только уже с правой стороны, к верхнему песчаному стержню 13 треугольного сечения и металлическим вкладышам 6 и 7, На верхний песчаный стержень 13 устанавливают верхний накрывной стержень 15. Собранная форма перемещается влево по направляющим и прижимается к раме собранной формы. Собранную форму нагружают для предотвращения подъема жидким металлом верхнего песчаного стержня 15, Следующая форма собирается аналогично, за исключением того, что здесь отсутствуют операции проста новки межзвенных стержней 12. Эти стержни оформляют участки звеньеЕ цепи смежных форм, соединяют их и размещаются на металлических упорах 11, находящихся по обе стороны металлического основания 1, причем для точности сборки и простоты конструкции упорами снабжена не каждая форма, а через одну. Получается, что межзвенные стержни 12 устанавливают через один комплект. Таким же образом происходит сборка остальных форм. Устанавливают литниковую воронку 16, через которую осуществляется заливка шести форм. Металл через литниковую воронку 16, стояк, литниковый ход 19 подается в прибыль 14 и только из прибыли - в полость, оформляющую звено цепи, что резко снижает брак по засорам, предотвращает размыв и, следовательно, улучшает качество отливки. После заливки и выдержки времени, необходимого для затвердевания смычки цепи, на позиции выбивки форм комплект разгру
жается, металлические вкладьпии 6 и 7 вместе с боковыми металлическими частями 2 и 3 отводятся вбок. Отлитую цепь извлекают из формы вверх вместе с песчаными стержнями и она поступает на выбивную решетку и далее на последующую обработку. Металлические части 2 и 3 очищают, металлические вкладыши, если повреждена термоизоляционная облицовка, заменяют на новые. Форма готова к очередному циклу.
В форме благодаря последовательному сочетанию применяемых материа ° частей (песчаных, металлических
и термозащитных облицовок) создаются благоприятные условия для посл дова- тельного затвердевания жидкого металла. Создаются условия, уменьшающие сопротивление формы усадке звена по сравнению с цельнометаллическим коки- ртем с термозащитной облицовкой, что ведет к устранению горячих трещин и улучшению питания отливки. Вследствие направленного затвердевания и компактной прибыли уменьшается расход |металла. Значительно уменьшается расход формовочных материалов. Цепь можно отливать практически любой длины. Повышается возможность механизации трудоемких операций. Значительно уменьшается количество дефектов звеньев. Все комплекты форм монтируются на столе карусельной машины или литейном конвейере, что позволяет собирать, заливать формы и выбивать отливки в определенных местах. Это упорядочивает технологический процесс и концентрирует материалы в определенных местах.
5
5
Возможность механизации процесса сборки обеспечивается конструкцией формы, предусматривающей наличие металлических вкладьпией, упрощающих сборку формы, и минимального числа стержней, оформляющих полости под звенья цепи. Для удобства сборки все формы имеют возвратно-поступательное перемещение по направляющим на кон- Q вейере или столе карусельной машины. Это улучшает организацию работ, устраняет переноску стержней вдоль линии сборки, повьщ|ает возможность ме ханизации процесса изготовления цепи. Расположение звеньев цепи и прибылей при изготовлении в предлагаемой фЬрме позволяет механизировать 1процесс отделения последних от стли- вок, так как прибыли-находятся на одном уровне и расположены вдоль смычек цепи с одной стороны.
Предлагаемая форма значительно уменьшает трудоемкость и себестои- Яость изготовления литьк цепей.
Формула изобре.те
НИИ
Форма для литья цепей с распорками, содержащая установленные на основании блоки песчаных стержней, оформляющих полости под звенья цепи, прибыли и литниковую систему, и боковые металлические стенки, отличающаяся тем, что, с целью повышения качества отлитых цепей, упрощения конструкции формы и возможности механизации процесса сборки, боковые металлические стенки щарнирно закVU2,1
реплены на основании, а блок песчаных стержней состоит из внутризвен- ного песчаного стержня с боковыми полостями для оформления внутренних поверхностей звена и отверстием для распорки, межзвенного песчаного стержня для оформления внешней полости звена, соединенного с внутризвен- ным стержнем и соседним блоком песчаных стержней, песчаного стержня для оформления прибыли, соединенного с внутризвенным стержнем, меж- звенным стержнем и межзвенным стержнем соседнего блока, песчаного стержня для оформления литниковой системы, расположенного сверху стержня для оформления прибыли, а также из металлических стержней-вкладышей с термоизоляцией, соединенных с основанием и внутризвенным стержнем.
/6
(}игЛ
Составитель Е. Буданов Редактор М. Петрова Техред И.Верес Корректор В. Кабаций
Заказ 549А/15
Тираж 711
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. Д/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Способ отливки металлом одной плавки связанной смычки якорной цепи | 1954 |
|
SU104485A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
