Изобретение относится к термомеханической обрабртке металлов и может быть использовано в металлургии.
Наиболее близким к данному способу по технической сущности и достигаемому результату является способ изготовления алюминиевой безрезьбовой раструбной трубы, включающий литье полой заготовки, гомогенизацию, экструзию, в процессе которой прессуют охватываемую и охватывающую концевые части труб, обработку охватываемой и охватывающей концевых частей труб, термообработку, правку, обрезку и соединение труб.
Недостаток указанного способа-прототипа заключается в том, что из изготовленных по известному способу труб нельзя .непосредственно собрать колонну или трубопровод. Для этого наиболее широко используются или резьбовое или сварное
соединения. Оба процесса подаются автоматизации. Но ввиду сложности процессов сложны и малопроизводительны автоматы.
Цель изобретения - повышение технологичности и производительности при осуществлении процесса сборки труб.
Поставленная цель достигается тем, что обработку охватываемой и охватывающей частей труб осуществляют путем радиального обжатия охватываемой концевой части трубы и радиальной раздачи охватывающей концевой части трубы в условиях совместного нагрева на ползучесть и закалку под напряжением, равным эксплуатационному, с последующим быстрым охлаждением и разгрузкой, после чего охватываемую концевую часть трубы растачивают снаружи, а охватывающую концевую часть трубы растачивают соответственно охватываемой части трубы изнутри под переходную посадку.
VI
ю
4 Ю СЛ Ю
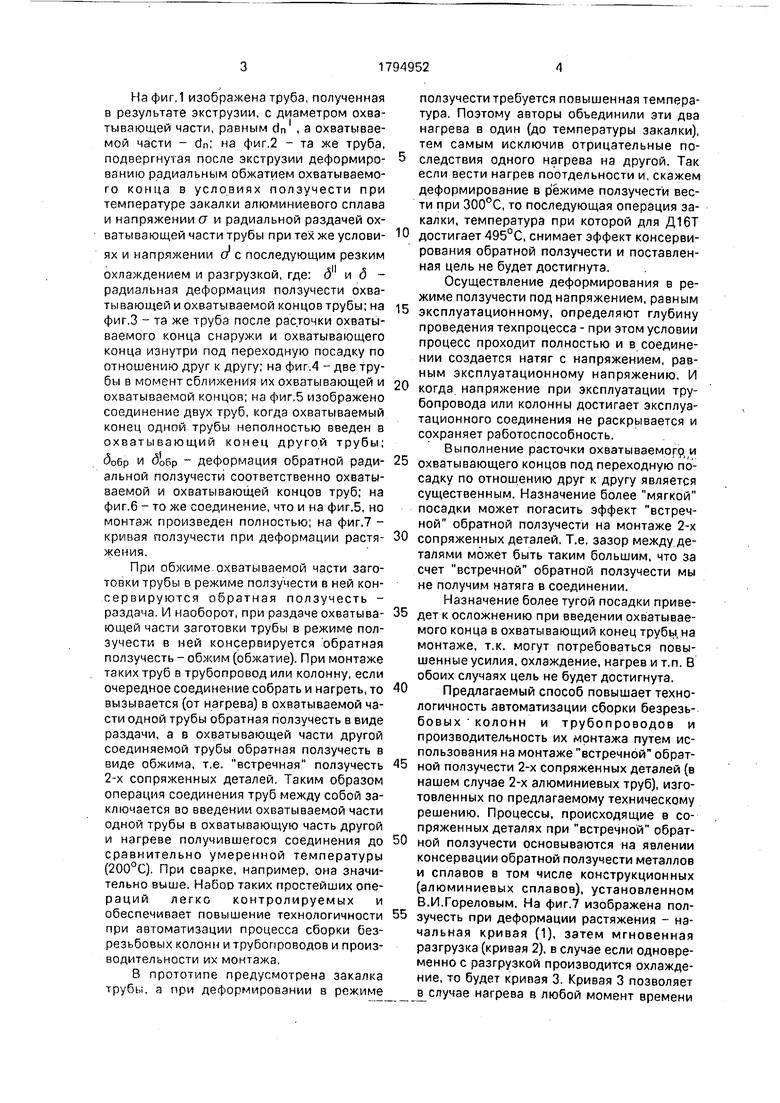
На фиг,1 изображена труба, полученная в результате экструзии, с диаметром охватывающей части, равным dn , а охватываемой части - dn: на фиг.2 - та же труба, подвергнутая после экструзии деформированию радиальным обжатием охватываемого конца в условиях ползучести при температуре закалки алюминиевого сплава и напряжении о и радиальной раздачей охватывающей части трубы при тех же условиях и напряжении о с последующим резким
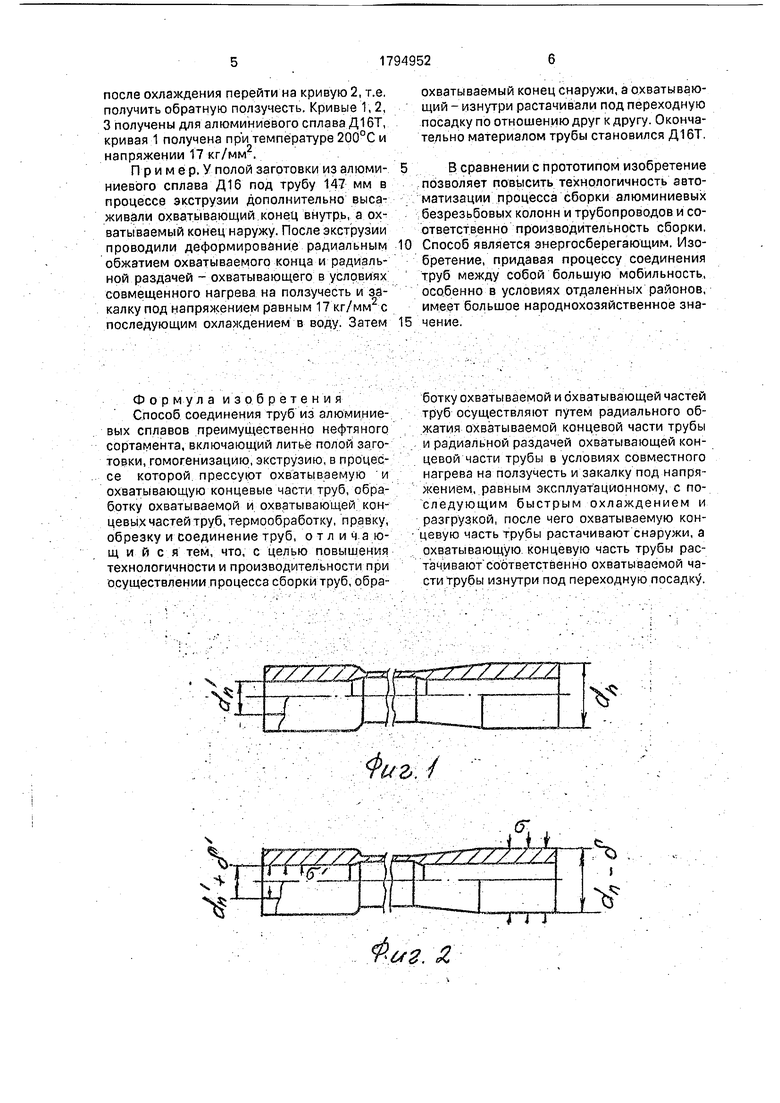
охлаждением и разгрузкой, где: б и 5 - радиальная деформация ползучести охватывающей и охватываемой концов трубы;на фиг.З - та же труба после расточки охватываемого конца снаружи и охватывающего конца изнутри под переходную посадку по отношению друг к другу; на фиг.4 - две трубы в момент сближения их охватывающей и охватываемой концов; на фиг.5 изображено соединение двух труб, когда охватываемый конец одной трубы неполностью введен в охватывающий конец другой трубы;
(50бр и - деформация обратной радиальной ползучести соответственно охватываемой и охватывающей концов труб; на фиг.б - то же соединение, что и на фиг.5, но монтаж произведен полностью; на фиг.7 - кривая ползучести при деформации растяжения.
При обжиме охватываемой части заготовки трубы в режиме ползучести в ней кон- сервируются обратная ползучесть - раздача. И наоборот, при раздаче охватывающей части заготовки трубы в режиме ползучести в ней консервируется обратная ползучесть - обжим (обжатие). При монтаже таких труб в трубопровод или колонну, если очередное соединение собрать и нагреть, то вызывается (от нагрева) в охватываемой части одной трубы обратная ползучесть в виде раздачи, а в охватывающей части другой соединяемой трубы обратная ползучесть в виде обжима, т.е. встречная ползучесть 2-х сопряженных деталей, Таким образом операция соединения труб между собой заключается во введении охватываемой части одной трубы в охватывающую часть другой и нагреве получившегося соединения до сравнительно умеренной температуры (200°С). При сварке, например, она значительно выше. Набор таких простейших операций легко контролируемых и обеспечивает повышение технологичности при автоматизации процесса сборки безрезьбовых колонн и трубопроводов и производительности их монтажа.
В прототипе предусмотрена закалка трубы, а при деформировании в режиме
ползучести требуется повышенная температура. Поэтому авторы объединили эти два нагрева в один (до температуры закалки), тем самым исключив отрицательные последствия одного нагрева на другой. Так если вести нагрев поотдельности и, скажем деформирование в режиме ползучести вести при 300°С, то последующая операция закалки, температура при которой для Д16Т
О достигает 495°С, снимает эффект консервирования обратной ползучести и поставленная цель не будет достигнута.
Осуществление деформирования в режиме ползучести под напряжением, равным
5 эксплуатационному, определяют глубину проведения техпроцесса - при этом условии процесс проходит полностью и в соединении создается натяг с напряжением, равным эксплуатационному напряжению. И
0 когда напряжение при эксплуатации трубопровода или колонны достигает эксплуатационного соединения не раскрывается и сохраняет работоспособность.
Выполнение расточки охватываемого и
5 охватывающего концов под переходную посадку по отношению друг к другу является существенным. Назначение более мягкой посадки может погасить эффект встречной обратной ползучести на монтаже 2-х
0 сопряженных деталей. Т.е. зазор между.де- талями может быть таким большим, что за счет встречной обратной ползучести мы не получим натяга в соединении.
Назначение более тугой посадки приве5 дет к осложнению при введении охватываемого конца в охватывающий конец трубы, на монтаже, т.к. могут потребоваться повышенные усилия, охлаждение, нагрев и т.п. В обоих случаях цель не будет достигнута,
0 Предлагаемый способ повышает технологичность автоматизации сборки безрезьбовых колонн и трубопроводов и производительность их монтажа путем использования на монтаже встречной обрат5 ной ползучести 2-х сопряженных деталей (в нашем случае 2-х алюминиевых труб), изготовленных по предлагаемому техническому решению. Процессы, происходящие в сопряженных деталях при встречной обрат0 ной ползучести основываются на явлении консервации обратной ползучести металлов и сплавов в том числе конструкционных (алюминиевых сплавов), установленном В.И.Гореловым. На фиг.7 изображена пол5 зучесть при деформации растяжения - начальная кривая (1), затем мгновенная разгрузка (кривая 2), в случае если одновременно с разгрузкой производится охлаждение, то будет кривая 3. Кривая 3 позволяет случае нагрева в любой момент времени
после охлаждения перейти на кривую 2, т.е. получить обратную ползучесть. Кривые 1,2, 3 получены для алюминиевого сплава Д16Т, кривая 1 получена при температуре 200°С и напряжении 17 кг/мм .
Прим е р. У полой заготовки из алюми- ниевого сплава Д16 под трубу 147 мм в процессе экструзии дополнительно высаживали охватывающий.конец внутрь, а охватываемый конец наружу. После экструзии проводили деформирование радиальным обжатием охватываемого конца и радиальной раздачей - охватывающего в условиях совмещенного нагрева на ползучесть и закалку под напряжением равным 17 кг/мм2 с последующим охлаждением в воду. Затем
охватываемый конец снаружи, а охватывающий - изнутри растачивали под переходную посадку по отношению друг к другу. Окончательно материалом трубы становился Д16Т.
В сравнении с прототипом изобретение позволяет повысить технологичность автоматизации процесса сборки алюминиевых : безрезьбовых колонн и трубопроводов и соответственно производительность сборки, Способ является энергосберегающим. Изобретение, придавая процессу соединения труб между собой большую мобильность, особенно в условиях отдаленных районов, имеет большое народнохозяйственное значение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальной раструбной безрезьбовой трубы нефтяного сортамента | 1990 |
|
SU1834781A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ БЕЗЗАМКОВОЙ КОНСТРУКЦИИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 1990 |
|
RU2087289C1 |
| Способ изготовления муфт обсадных труб | 1990 |
|
SU1834778A3 |
| Способ изготовления обсадных труб | 1990 |
|
SU1834777A3 |
| Способ изготовления конического безупорного резьбового соединения, преимущественно труб нефтяного сортамента | 1990 |
|
SU1816837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАРИРОВОЧНОГО СТАНДАРТНОГО ОБРАЗЦА | 1990 |
|
RU2036066C1 |
| Способ изготовления стальных бурильных труб для проходки термальных скважин с уплотнителями | 1990 |
|
SU1764923A1 |
| Способ изготовления муфт со стабилизирующим пояском насосно-компрессорных труб | 1990 |
|
SU1791093A1 |
| Способ обработки металлов и сплавов | 1990 |
|
SU1788077A1 |
| Способ изготовления стального протектора замка бурильных труб | 1990 |
|
SU1834780A3 |

Использование: может быть использовано в металлургии. Сущность: способ включает литье полой заготовки, гомогенизацию, экструзию, в процессе которой прессуют ох2 ватываемую и охватывающую концевые части труб, обработку упомянутых частей труб, термообработку, правку, обрезку и соединение труб. Отличительной особенностью спо- соба является то, что обработку охватываемой и охватывающей частей труб осуществляют путем радиального обжатия охватываемой концевой части трубы и радиальной раздачей охватывающей концевой части трубы в условиях совместного нагрева на ползучесть и закалку под напряжением, равным эксплуатационному с последующим быстрым охлаждением и разгрузкой. Затем охватываемую и охватывающую части труб растачивают соответственно снаружи и изнутри. 7 ил.
Формула изобретения Способ соединения труб из алюминиевых сплавов преимущественно нефтяного сортамента, включающий литьё полой заготовки, гомогенизацию, экструзию, в процессе которой, прессуют охватываемую и охватывающую концевые части труб, обработку охватываемой и охватывающей концевых частей труб, термообработку, правку, обрезку и соединение труб, от л и ч. а ю- щ и и с я тем, что, с целью повышения технологичности и производительности при осуществлении процесса сборки труб, обработку охватываемой и охватывающей частей труб осуществляют путем радиального обжатия охватываемой концевой части трубы
и радиальной раздачей охватывающей концевой части трубы в условиях совместного нагрева на ползучесть и закалку под напряжением, равным эксплуатационному, с последующим быстрым охлаждением и разгрузкой, после чего охватываемую концевую часть трубы растачивают снаружи, а охватывающую, концевую часть трубы растачивают соответственно охватываемой части трубы изнутри под переходную посадку.
W.7
Ф.иг. Z
ftsz. 3
Фиг У
Фиг.
Фиг, 6
5 з Ј
О
4
В12 Г5 @П/г.7
20 М #0
Г8
| Бурильные трубы из алюминиевых сплавов | |||
| М/ | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
