Изобретение относится к биметаллическому литью, а точнее к нанесению слоя бронзы на плоскую стальную основу.
Целью изобретения является повышение качества наплавляемых заготовок и улучшение условий эксплуатации.
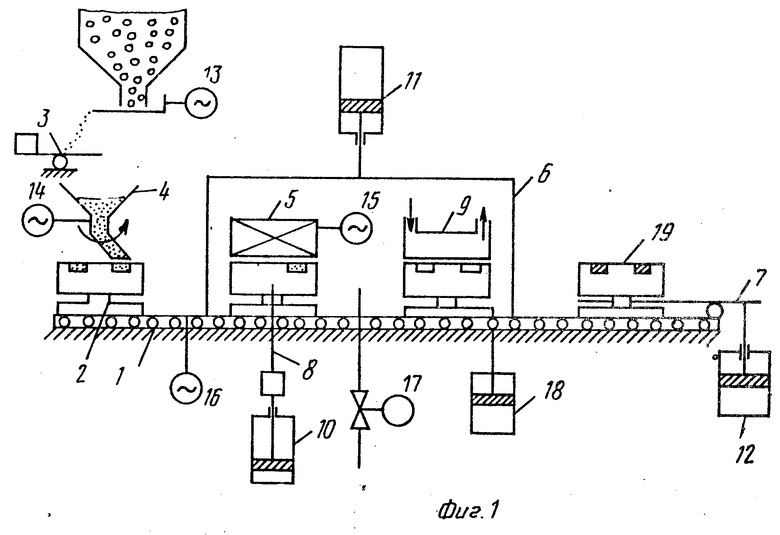
На фиг.1 представлена установка для наплавки массивных заготовок, общий вид; на фиг.2 структурная схема блока управления дозатором; на фиг.3 структурная схема блока управления ловушкой, транспортером и шторками; на фиг.4 структурная схема блока управления индуктором; на фиг.5 структурная схема блока управления устройства сбрасывания заготовок; на фиг.6 структурная схема блока управления механизмами ввода и вывода датчика температуры и подачи инертного газа.
Установка для наплавки массивных заготовок включает в себя высокочастотный источник питания (не показан), шариковый транспортер 1 с палетами 2, дозирующее устройство 3 и устройство распределения шихты по поверхности заготовки 4, неохлаждаемый индуктор 5, помещенный в теплозащитный модуль, шторки 6, устройство сбрасывания заготовок 7, датчик температуры 8, водоохлаждаемые экраны 9, исполнительные механизмы ввода и вывода датчика температуры 10, подъема и опускания шторок 11, сбрасывания заготовок 12 перемещения шихты из бункера на дозатор 13 и распределения шихты по поверхности заготовки 14, включения индуктора 15 и транспортера 16, подачи 17 инертного газа, ловушку 18.
Установка работает следующим образом.
Заготовки устанавливаются на свободные палеты. Палеты 2 шарнирно связаны между собой и установлены на шариковом транспортере 1, выполненном в виде эллипса. При включенном шариковом транспортере и разблокированной ловушке 18 палеты 2 вместе с заготовками 19 перемещаются. Ловушка 18 при перемещении палет на цикл включается, фиксируя заготовку 19 на позициях. После чего транспортер 1 отключается. При попадании заготовки 19 на позицию дозирования включается исполнительный механизм 13 вибротранспортера, подающего шихту на дозирующее весовое устройство 3. При срабатывании дозирующего устройства 3 исполнительный механизм 13 вибротранспортера отключается и включается дополнительный механизм распределения шихты по поверхности заготовки 14. Шихта равномерно распределяется по поверхности заготовки, после чего она подготовлена для наплавки.
При попадании заготовки 19 на позицию нагрева в заготовку через соответствующее отверстие в палете 2 исполнительным механизмом 10 вводится датчик температуры 8. После чего исполнительным механизмом 16 включается неохлаждаемый индуктор 5, помещенный в теплозащитный модуль с системой радиационных экранов. При достижении заданной температуры индуктор отключается и заготовка 19 перемещается на позицию охлаждения. Камера охлаждения выполнена в виде замкнутого водоохлаждаемого экрана 9, что позволяет ускорить кристаллизацию расплава и охлаждение наплавленных заготовок.
Устройство сбрасывания заготовок 7 представляет собой опрокидывающийся исполнительным механизмом 12 лоток. При попадании заготовки на позицию сбрасывания исполнительный механизм 12 приводит в движение устройство сбрасывания 7, при этом заготовка 19 снимается с палеты 2 и скатывается по лотку в бункер-накопитель.
В зону нагрева и охлаждения исполнительным механизмом 17 подается инертный газ. Процессы нагрева, расплавления и кристаллизации протекают в среде инертного газа, что обеспечивает высокое качество получаемого биметалла, долговечность неохлаждаемого индуктора и теплозащитного модуля.
Зона нагрева и охлаждения снабжена системой отсекающих шторок 6 с исполнительным механизмом 11.
На фиг.2 приведена структурная схема блока управления дозатором. Конечный выключатель Д1 контролирует наличие заготовки на позиции дозирования. На вход элемента НЕ Д2 заведен сигнал о включении транспортера. При наличии заготовки на позиции дозирования и отключенном транспортере 1 с Д1 и Д2 подается на вход элемента И Д3. При этом на выходе Д3 также появляется сигнал "1", который через элемент ЗАПРЕТ Д4 проходит на исполнительный механизм Д5, включающий привод вибротранспортера. Шихта начинает перемещаться на весовой лоток. При срабатывании весового лотка на выходе Д6 появляется "1", на выходе триггера Д7 также появляется "1", которая проходит на Д4, при этом на выходе Д4 появляется "0" и привод вибротранспортера отключается. "1" с Д6 через Д10 включает исполнительный механизм Д11, при этом начинает движение распределитель дозатора. Сделав полный оборот, распределитель включает конечный выключатель Д8, при этом "1" с Д8 проходит на запрещающий вход Д10, на его выходе появляется "0", и привод отключается. Выходы с Д8 и с Д7 заведены на Д9, реализующий схему И, на выходе которого при этом появляется "1", сигнализируя о готовности заготовки к наплавке.
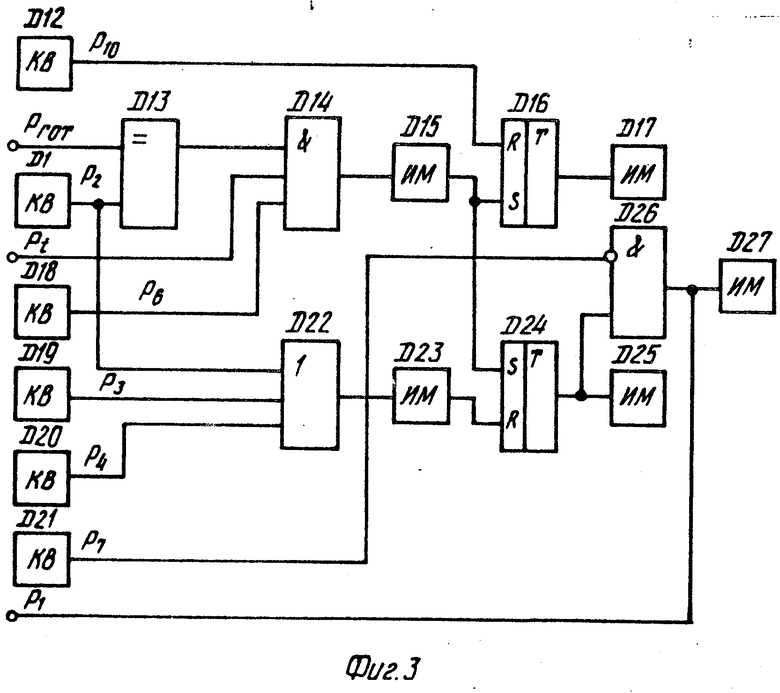
На фиг.3 приведена структурная схема блока управления ловушкой, транспортером и шторками. Сигнал готовности с Д9 и выход с конечного выключателя Д1, контролирующего наличие заготовки на позиции дозирования, поданы на вход Д13, реализующего логическую операцию РАВНОЗНАЧНОСТЬ. Выходы с Д13, конечного выключателя Д18, контролирующего вывод датчика температуры из детали, и блока управления вводом-выводом датчика температуры заведены на Д14, реализующий операцию И. Выход с Д14 через импульсатор Д15 подан на прямые входы триггеров Д16 и Д24. Выход триггера Д16 подключен к исполнительному механизму ловушки Д17. В исходное состояние Д16 приводится сигналом с конечного выключателя проезда палет Д12. Выход триггера Д24 соединен с исполнительным механизмом шторок Д25 и через логический элемент ЗАПРЕТ Д26 с исполнительным механизмом шарикового транспортера Д27. Операция ЗАПРЕТ осуществляется по сигналу конечного выключателя Д21, контролирующего подъем шторок, чем осуществляется блокировка включения транспортера без подъема шторок. В исходное состояние триггер Д24 приводится выходным сигналом импульсатора Д23, вход которого соединен с выходом элемента ИЛИ Д22. Вход Д22 соединен с конечными выключателями, контролирующими наличие заготовок на позициях дозирования Д1, нагрева Д19 и охлаждения Д20.
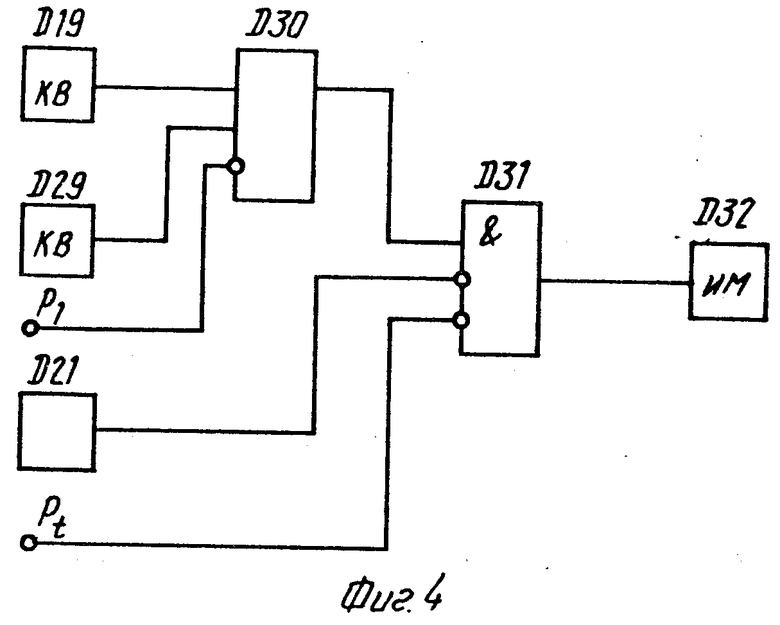
На фиг. 4 приведена структурная схема управления индуктором. Выходы конечных выключателей, контролирующих наличие детали на позиции нагрева Д19 и введение датчика температуры в заготовку Д29, соединены с элементом ЗАПРЕТ Д30. К запрещающему входу подключен сигнал о включении транспортера. Выход Д30 подключен к второму элементу ЗАПРЕТ Д31, к запрещающим входам которого подключены конечный выключатель шторок Р21 и выход блока управления вводом-выводом датчика температуры из детали. Выход Д31 соединен с исполнительным механизмом Д32, управляющим работой индуктора.
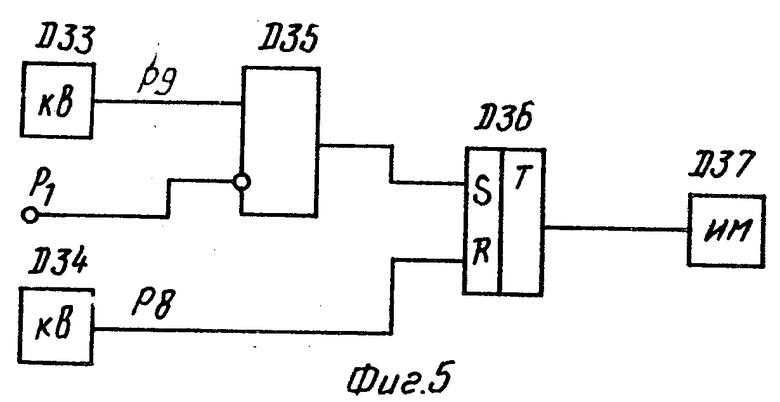
На фиг. 5 приведена структурная схема блока управления сбрасыванием заготовок. Выход с конечного выключателя Д33, контролирующего наличие заготовки на позиции сбрасывания соединен с входом элемента ЗАПРЕТ Д35. На запрещающий вход Д35 подается сигнал о включении транспортера. Выход Д35 соединен с прямым входом триггера Д36, выход триггера подключен к исполнительному механизму Д37 сбрасывателя заготовок. В исходное состояние триггер приводится сигналом с конечного выключателя Д34, сигнализирующем о крайнем положении сбрасывателя.
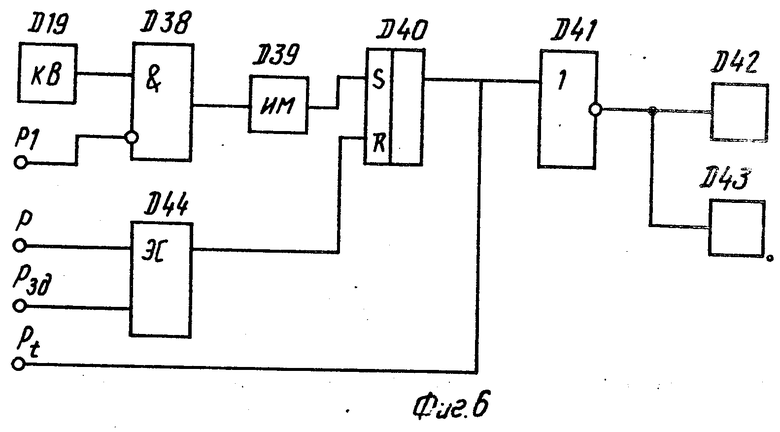
На фиг. 6 приведена структурная схема блока управления вводом и выводом датчика температуры и подачи инертного газа. Сигнал с конечного выключателя Д19, контролирующего наличие детали на позиции нагрева, соединен с элементом ЗАПРЕТ Д39, на запрещающий вход которого подан сигнал о включении транспортера. Выход с Д38 через импульсатор Д39 подключен к прямому входу триггера Д40. Выход с Д40 через элемент НЕ Д41 соединен с исполнительным механизмом Д42 ввода-вывода датчика температуры и подачи инертного газа Д43. К инверсному входу триггера подключен выход элемента сравнения Д44, включенного по релейной схеме, на вход которого заведены сигналы с датчика температуры и задания.
Использование изобретения позволяет повысить производительность установки при высоком и стабильном качестве получаемых заготовок. Высокое качество получаемых деталей обеспечивается введением автоматического контроля и управления основными технологическими операциями.
Использование установки для наплавки массивных заготовок обладает следующими преимуществами.
Устройство позволяет при больших массах заготовок достичь температуры жидкотекучести бронзы, и получить качественные биметаллические заготовки.
Применение устройства позволяет увеличить производительность установки.
Применение автоматизированной установки для наплавки массивных заготовок позволяет снизить потери тепла с охлаждающей водой, тем самым повысить КПД установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2015894C1 |
| Устройство для автоматического измерения температуры хлеба в процессе выпечки | 1977 |
|
SU737794A1 |
| УСТРОЙСТВО для НАСТРОЙКИ СОРТИРОВОЧНОГО АВТОМАТА | 1968 |
|
SU217500A1 |
| Установка для безупорной мерной резки проката | 1977 |
|
SU656753A1 |
| Пневматическое управляющее устройство | 1983 |
|
SU1101789A1 |
| Пневмомеханический интегратор | 1979 |
|
SU875394A1 |
| Система связи электронно-вычислительной машины с пневматическими регуляторами | 1985 |
|
SU1341617A1 |
| Пневматическое устройство управления | 1983 |
|
SU1128223A1 |
| Система автоматического управления работой дозатора | 1990 |
|
SU1747309A1 |
| Устройство автоматического управления процессом электродуговой наплавки | 1988 |
|
SU1627317A1 |

Изобретение относится к биметаллическому литью, а именно к устройствам для нанесения слоя бронзы на плоскую стальную основу. Цель изобретения - повышение качества наплавляемых заготовок и улучшение условий эксплуатации. Установка содержит высокочастотный источник питания, индуктор, транспортер с палетами для заготовок, устройство дозирования и распределения шихты по заготовке, шторки, устройство сбрасывания заготовок. Индуктор выполнен неохлаждаемым и помещен в теплозащитный модуль. Установка снабжена системой автоматического управления основными технологическими операциями. 5 з.п. ф-лы, 6 ил.
соответственно второй и третий входы элемента ИЛИ, к четвертому первый вход элемента ЗАПРЕТ, к пятому первый вход первого триггера, к шестому первый вход элемента И, к седьмому второй вход элемента РАВНОЗНАЧНОСТЬ, выход которого подключен к второму входу элемента ЗАПРЕТ, восьмой вход к третьему входу элемента ЗАПРЕТ, выход которого через первый импульсатор подключен к второму входу первого триггера и первому входу второго триггера, к второму входу которого через импульсатор подключен выход элемента ИЛИ, выход первого триггера подключен к первому выходу блока управления ловушкой, транспортером и шторками, выход второго триггера подключен к второму входу элемента ЗАПРЕТ, выход которого подключен к второму выходу блока управления ловушкой, транспортером и шторками, третий выход которого подключен к выходу второго триггера.
| Авторское свидетельство СССР N 1725498, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
