Изобретение относится к металлургии, в частности, к производству проката и может быть использовано при деформационно-термической обработке стального листового проката.
Известен способ термической обработки толстолистового проката из углеродистых и низколегированных сталей, включающий нагрев до температуры Ас3+(30-50)°С и ускоренное одностороннее охлаждение листа до комнатной температуры [1] с последующим изгибом.
Вследствие одностороннего ускоренного охлаждения по толщине листа образуется набор микроструктур, прочность которых уменьшается от охлаждаемой поверхности к противоположной. А лист изгибают таким образом, чтобы ускоренно охлажденная поверхность стала внутренней поверхностью трубы. Использование такого способа позволяет повысить прочностные свойства проката.
Недостатком данного способа является то, что деформация изгибом применима для проката, идущего на изготовление труб и не может быть использована для плоских изделий
Наиболее близким к заявляемому решению по технической сущности является «Способ термической обработки листового проката» [2].
Сущность способа состоит в том, что стальной лист нагревают до температуры Ас3+(30-50)°С с последующим ускоренным односторонним охлаждением до комнатной температуры. После этого лист подвергается деформации изгибом таким образом, чтобы ускоренно охлажденная поверхность получила деформацию растяжения. Такая технология позволят повысить трещиностойкость стали.
Недостатком этого способа является то, что его нельзя использовать для плоских конструкций, так как заключительной операцией способа является деформация изгибом плоского листа.
Предлагаемый способ деформационно - термической обработки позволяет применять его для плоских стальных конструкций, например, заготовки для изготовления корпусов судов.
Технической задачей изобретения является повышение прочности, износостойкости, сопротивления к усталости, коррозионностойкости, ударной вязкости, в частности, судовой стали.
Поставленная задача решена следующим образом.
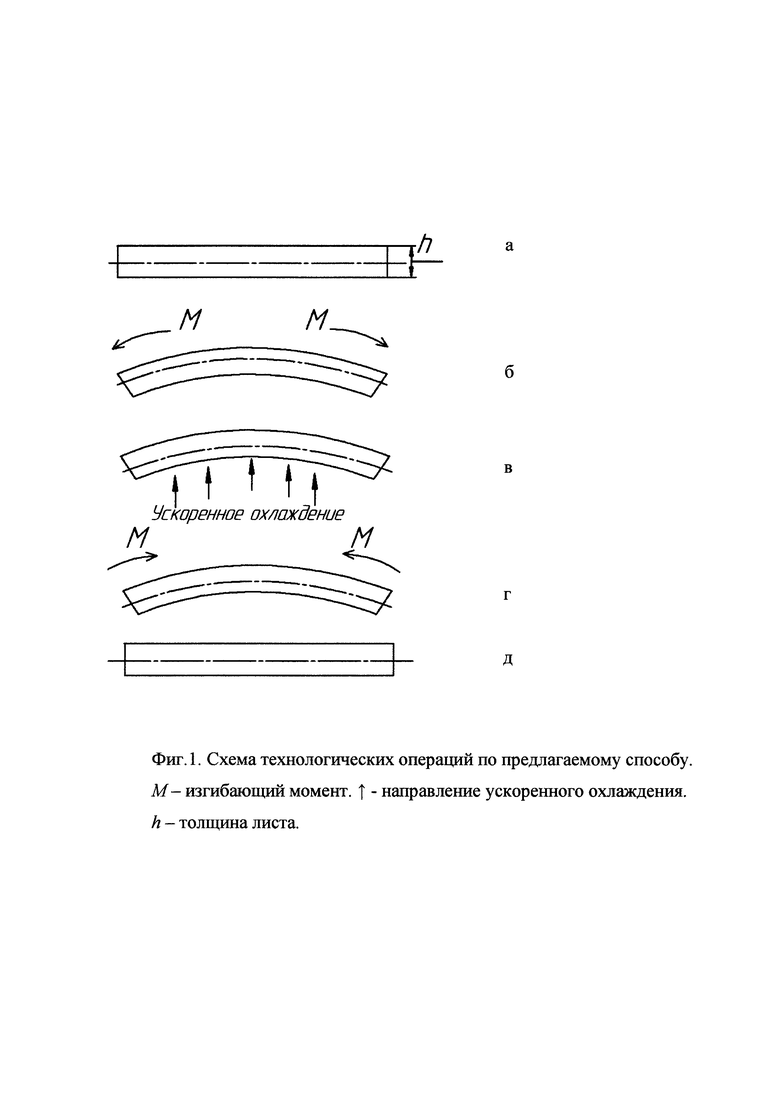
Листовой прокат (Фиг. 1а). в холодном состоянии деформируют изгибом (рис. 1б) (первичный пластический изгиб) на степень деформации не более (0,2-0,3)δр, где δр - равномерная деформация при растяжении стали в исходном состоянии. Свыше указанной деформации ячеистая дислокационная структура переходит в полосовую, которая способствует образованию первичных микротрещин [3]. После этого лист нагревают до температуры аустенитизации Ас3+(30-50)°С.
От температуры аустенитизации производится одностороннее ускоренное охлаждение вогнутой стороны листа до комнатной температуры (Фиг. 1в).
Вследствие одностороннего ускоренного охлаждения образуется градиент температурного поля по толщине листа. Скорость охлаждения по толщине листа уменьшается от ускоренно охлажденной поверхности к противоположной. Вследствие этого по толщине листа возникает спектр непрерывно различных микроструктур: от феррито-бейнитной структуры на ускоренно охлаждаемой поверхности до феррито-перлитной структуры на противоположной стороне.
Наличие непрерывного спектра металлографических микроструктур по толщине листа приводит к уменьшению твердости и прочностных характеристик от ускоренно охлажденной поверхности к противоположной.
Охлажденный лист подвергают деформации изгибом (вторичный пластический изгиб) (фиг. 1г). в противоположную сторону с целью выравнивания до плоского состояния (фиг. 1д).
Вследствие вторичного изгиба на ускоренно охлажденной поверхности листа образуются остаточные напряжения сжатия, а на противоположной -остаточные напряжения растяжения.
Таким образом, в окончательном виде после деформационно-термической обработки по толщине листа твердость и прочностные характеристики убывают от ускоренно охлажденной поверхности к противоположной. То есть создается градиент твердости и прочности, направленный в сторону ускоренно охлажденной поверхности листа. Кроме того, вследствие изгиба в противоположную сторону лист со стороны ускоренно охлажденной поверхности до середины толщины листа подвергается деформации растяжения. Другая половина толщины листа подвергается деформации сжатия. После снятия изгибающего момента происходит разгрузка. В результате этого, на ускоренно охлажденной поверхности (которая растягивалась при вторичном изгибе (выравнивании) возникают остаточные напряжения сжатия. На противоположной (которая сжималась при вторичном изгибе (выравнивании) - остаточные напряжения растяжения.
Например, при изготовлении корпуса судна сторона листа с остаточным напряжением сжатия должна быть внешней.
Наличие упрочненной поверхности листа и остаточных напряжений сжатия на внешней поверхности корпуса судна позволяет:
1. Повысить коррозионностойкость корпуса судна;
2. Увеличить износостойкость корпуса;
3. Увеличить конструктивную прочность судна;
4. Повысить трещиностойкость корпуса судна;
5. Повысить усталостную прочность;
6. Увеличить ударную вязкость стали корпуса.
Объяснения положительных эффектов.
Наличие остаточных сжимающих напряжений повышает коррозионностойкость стали в агрессивной среде [4]. В данном случае агрессивная среда - морская вода.
Увеличение износостойкости обусловлено повышением твердости [5] и наличием остаточных напряжений сжатия [6].
Остаточные напряжения сжатия повышают прочность стали [7-9] и усталостную прочность [6].
Трещиностойкость стали повышается при наличии остаточных напряжений сжатия [10].
Остаточные напряжения сжатия повышают ударную вязкость стали [11]. Пример конкретного выполнения:
Для опробования предлагаемого способа деформационно-термической обработки использовали горячекатаную листовую судовую сталь марки А32 толщиной 14 мм. Предварительно определялась на плоских образцах при растяжении величина равномерного удлинения. Она составила 14% (δр=14%, δр -равномерное удлинение при растяжении).
В соответствии с работой [3] определялась предельно допустимая величина разовой деформации при изгибе по формуле:

Деформация при изгибе определялась по формуле [12]:

где h - толщина изгибаемого образца;
R - радиус изгиба.
Так как δр=14% или в абсолютной величине 0,14 то разовая деформация εр не должна превышать:

Для максимально предельно значение получим εр=0,042 или 4,2%.
Деформируем образец изгибом на 4,2% (по внешнему волокну). В результате изгиба часть образца от нейтральной плоскости деформации к поверхности подвергается растяжению, а другая часть - сжатию
После этого лист нагревают до температуры аустенитизации 900+(30-50)°С с выдержкой в печи 1,5 мин/мм толщины.
Нагретый лист подвергают одностороннему ускоренному охлаждению со стороны вогнутости до комнатной температуры.
После охлаждения образец выпрямляют до ровного состояния.
В результате изгиба в противоположную сторону в сечении образца возникают остаточные напряжения растяжения и сжатия.
Ускоренно охлажденная сторона (вогнутая) при выпрямлении листа изгибом растягивается и на ней возникают остаточные напряжения сжатия. Противоположная сторона (выпуклая) при выпрямлении сжимается, получая остаточные напряжения растяжения [13].
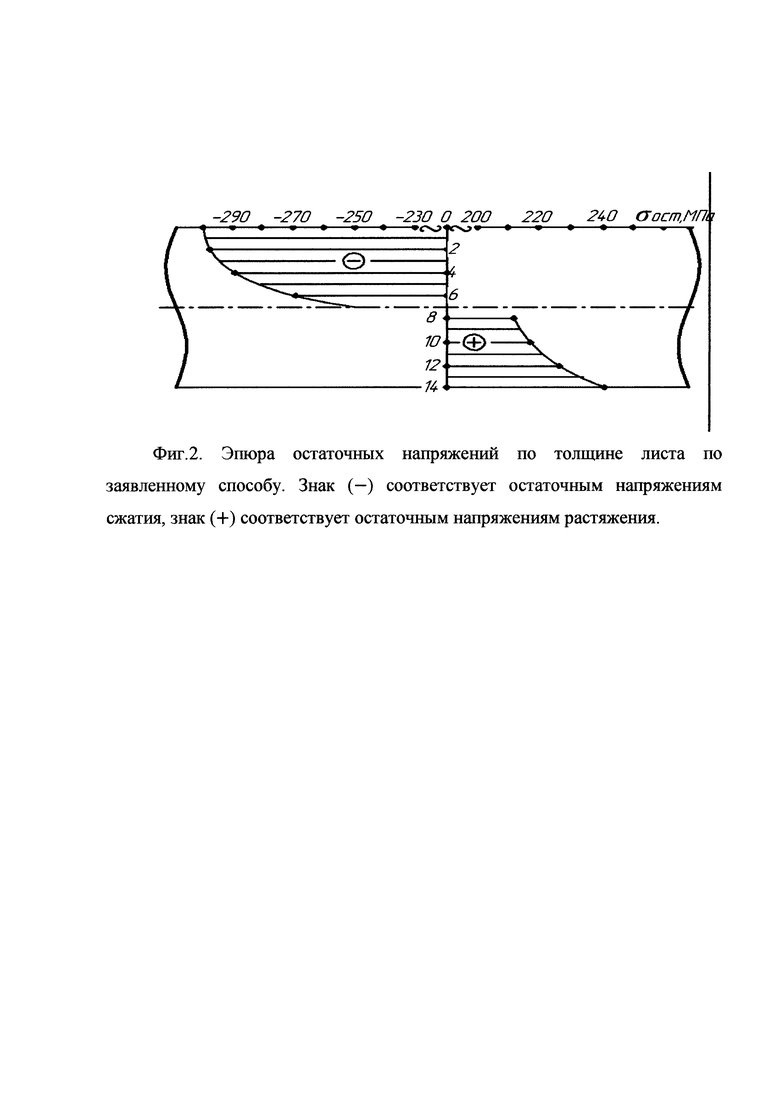
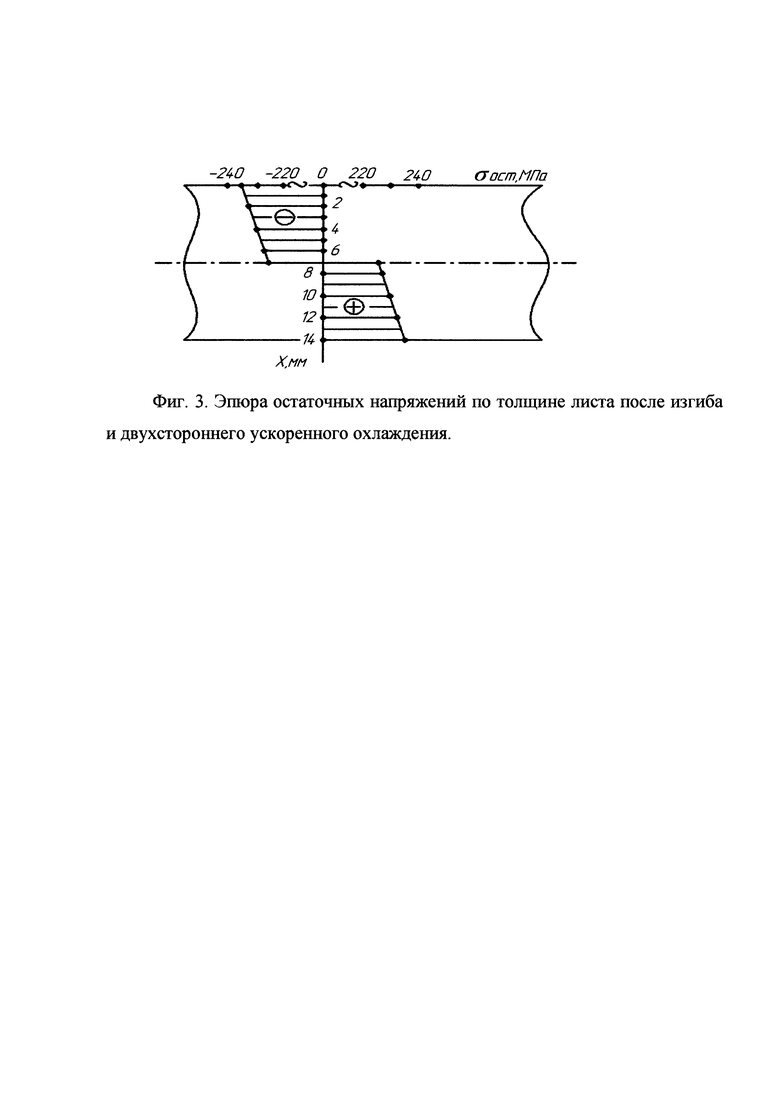
Расчет остаточных напряжений при выравнивании листа приведен в приложении 1П. На фиг. 2 представлена эпюра остаточных напряжений в листе по предлагаемому способу. На фиг. 3 представлена эпюра остаточных напряжений в листе при пластическом изгибе и двухстороннем ускоренном охлаждении. Из представленных материалов видно, что уровень остаточных напряжений сжатия больше при одностороннем ускоренном охлаждении, чем при двухсторонним на 30%. Поэтому в предлагаемом техническом решении использовано одностороннее ускоренное охлаждение листа.
Литература
1. Патент Украины на полезную модель №83624. Максимов А.Б. Способ повышения прочности труб. Опуб. 25.09.2013. Бюл. №18 от 2013 г.
2. Патент России на изобретение №2608445. Максимов А.Б., Гуляев М.В., Шевченко И.П. Способ термической обработки листового проката для гибки. Опуб. 18.01.2017.
3. Ровинский Б.М., Рыбакова Л.М. Напряжения, деформации и структурные изменения в техническом железе при циклической пластической деформации. Изв. АН СССР. Металлы, 1965, №3, - С. 101-112.
4. Аршинов В.А., Алексеев Г.А. Резание металлов. - М.: Машиностроение, 1975. -440 с.
5. Талеров М.П. Зависимость износостойкости корпуса резцов горного инструмента от распределения твердости по длине резца/ Записки горного университета. Спб. 2010, т. 186, С. 140-142.
6. Буркин С.П., Шимов Г.В., Андрюкова Е.А. Остаточные напряжения в металлопрокате. Екатеринбург. Изд-во Урал, ун-та. 2015. - 448 с.
7. Кудрявцев П.И. Остаточные сварочные напряжения и прочность соединений / М.: Машиностроение, 1964, - 95 с.
8. Мураткин Г.В., Попова Л.И. Обеспечение безопасности автотранспортных средств с рессорной подвеской / Вектор науки ТГУ, 2013, №2 (24), С. 180-182.
9. Корниенко Е.Е. Повышение конструктивной прочности сварных соединений путем интенсивной пластической деформации поверхностных слоев швов и зон термического влияния. Автореферат кан. диссерт.на соискание уч. степени канд. техн. наук / Новосибирск, 2009, - 19 с.
10. Попелюх И.И., Попелюх П.А., Батаев А.А., Никулин А.А., Смирнов А.И. Особенности зарождения и роста усталостных трещин в стали при многократном динамическом сжатии/ Физика металлов и металловедение. Т. 117. №3, С. 279-287.
11. Максимов А.Б., Гуляев М.В., Ерохина И.С. Влияние циклической деформации изгибом на вязкость и пластичность низколегированных сталей/ Актуальные проблемы в машиностроении. 2016, №3, С. 358-363.
12. Феодосьев В.И. Сопротивление материалов. Изд-во МГТУ им. Н. э. Баумана, 1999, - 592 с.
13. Файрушин A.M., Маркелов Д.А., Марченко И.А. Исследование закономерностей возникновения остаточных напряжений в листовом металле после операций гибки в холодном состоянии / Нефтегазовое дело, 2020, №4, С. 74-84.
14. Электронный ресурс.https://lfirmal.com/ostatochnye-napryazheniya-pri-izgibe/
15. Электронный ресурс scask.r>1 book z sopr.php?id=140.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки листового проката для гибки | 2015 |
|
RU2608445C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ КОНСТРУКЦИОННОЙ ХЛАДОСТОЙКОЙ СТАЛИ (ВАРИАНТЫ) | 2017 |
|
RU2677445C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2017 |
|
RU2696186C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ТРУБ | 2018 |
|
RU2702171C1 |
| Способ производства толстолистового проката с повышенной деформационной способностью (варианты) | 2019 |
|
RU2709071C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2465346C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ, ТОЛСТОЛИСТОВОЙ ПРОКАТ | 2017 |
|
RU2654121C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2020 |
|
RU2737690C1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛАДОСТОЙКОГО ЛИСТОВОГО ПРОКАТА (ВАРИАНТЫ) | 2006 |
|
RU2345149C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К65 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2615667C1 |
Изобретение относится к способу деформационно-термической обработки листового проката из стали. Способ включает нагрев до температуры аустенитизации Ас3+(30-50)°C с последующим односторонним охлаждением поверхности листового проката со скоростью охлаждения, обеспечивающей возникновение непрерывно меняющихся по толщине листового проката микроструктур: от феррито-бейнитной микроструктуры на охлаждаемой поверхности листового проката до феррито-перлитной на противоположной охлаждаемой поверхности листового проката, до комнатной температуры и изгиб, при котором охлажденная поверхность листового проката подвергается деформации растяжением. При этом перед нагревом проводят изгиб листового проката со степенью деформации не более (0,2-0,3) δР, где δР - равномерное удлинение стали в исходном состоянии, после нагрева при одностороннем охлаждении охлаждают вогнутую сторону листового проката, а изгиб после охлаждения осуществляют до ровного состояния листового проката. Технический результат заключается в повышении коррозионностойкости, усталостной прочности, увеличении износостойкости, конструктивной прочности, трещиностойкости и ударной вязкости стали. 3 ил., 1 пр.
Способ деформационно-термической обработки листового проката из стали, включающий нагрев до температуры аустенитизации Ас3+(30-50)°C с последующим односторонним охлаждением поверхности листового проката со скоростью охлаждения, обеспечивающей возникновение непрерывно меняющихся по толщине листового проката микроструктур: от феррито-бейнитной микроструктуры на охлаждаемой поверхности листового проката до феррито-перлитной на противоположной охлаждаемой поверхности листового проката, до комнатной температуры и изгиб, при котором охлажденная поверхность листового проката подвергается деформации растяжением, отличающийся тем, что перед нагревом проводят изгиб листового проката со степенью деформации не более (0,2-0,3) δР, где δР - равномерное удлинение стали в исходном состоянии, после нагрева при одностороннем охлаждении охлаждают вогнутую сторону листового проката, а изгиб после охлаждения осуществляют до ровного состояния листового проката.
| Способ термической обработки листового проката для гибки | 2015 |
|
RU2608445C2 |
| МАКСИМОВ А.Б | |||
| и др | |||
| Влияние циклической деформации изгибом на вязкость и пластичность низколегированных сталей | |||
| Научно-технический и производственный журнал "Актуальные проблемы в машиностроении", Новосибирск, Новосибирский государственный технический университет, 2016, N3, с.358-363 | |||
| Способ термопластической обработки длинномерных стальных изделий | 1986 |
|
SU1392122A1 |
| SU | |||

