Изобретение относится к обработке металлов давлением и сварке, а именно к изготовлению оболочек, представляющих собой цилиндрические тонкостенные обечайки с утолщенными кромками и приваренными к ним цилиндрическими кольцами, предназначенными для сварных сосудов, работающих под высоким давлением, для сжатого воздуха, сжиженных и растворенных газов и используемых в различных хозяйственных областях при изготовлении огнетушителей, кислородных и газовых баллонов, баллонов со сжатым воздухом, лейнеров, ресиверов и т.п.
Основные требования, предъявляемые к оболочкам, работающим под давлением, следующие: высокая конструктивная и циклическая прочность, точность геометрических размеров, качество обрабатываемой поверхности, высокое качество сварных соединений, высокая производительность изготовления и малый вес.
Известен способ изготовления осесимметричных корпусов, работающих под давлением, патент РФ №2295416, B21D 51/24, опубл. 20.03.2007, бюл. №8, в котором описан способ производства осесимметричных корпусов с концевыми утолщениями.
Способ включает закалку, отпуск, холодную пластическую деформацию методом ротационной вытяжки за два прохода, низкотемпературный отжиг. Используют легированную сталь, осуществляют закалку и отпуск, ротационную вытяжку осуществляют без промежуточного отжига.
Известен также «Способ закатки горловин баллона», патент RU 2002538 C1, B21D 51/24, ротационной обработкой поэтапным формированием переходного и цилиндрического участков горловины на нагретом конце вращающейся трубчатой заготовки.
Основным недостатком вышеприведенных способов изготовления корпусов, оболочек и баллонов, работающих под давлением, является высокая трудоемкость и себестоимость изготовления, обусловленная формообразованием обработкой давлением цельнометаллических сосудов, не имеющих сварных соединений.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления высокопрочных осесимметричных оболочек, работающих под высоким давлением (Новиков О.М. и др. «Новая технология дуговой сварки в защитном газе баллонов высокого давления», журнал «Сварщик-профессионал» №1, 2005 г., стр. 14-15), принятый авторами за прототип, при котором мехобработанные заготовки деталей собирают с использованием сборочно-сварочного приспособления и сваривают стыки односторонней механизированной электродуговой сваркой неплавящимся вольфрамовым электродом за два прохода с присадочной проволокой на втором проходе, с поддувом аргона изнутри со стороны корня шва, с попеременной дискретной (пульсирующей) подачей в зону непрерывно горящей дуги двух защитных газов - аргона и гелия с одновременным управлением напряжением дуги, затем осуществляют окончательную мехобработку, упрочняющую термообработку, контроль и испытания сварных швов.
Такой способ требует дорогостоящего гелия, сложной системы регулирования подачи двух защитных газов и контроля за их расходом, управления пульсацией раздельных потоков защитных газов в оптимальном диапазоне частот. Кроме того, отсутствует строгая система фиксации стыков при сварке. Сварка ведется на весу без подкладки.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления оболочек, принятого авторами за прототип, относится отсутствие возможности обеспечения высокой размерной точности по соосности, а также торцевому и радиальному биению.
По мнению заявителей причиной низкой точности по соосности, по торцевому и радиальному биению соединяемых частей оболочек является отсутствие решений по фиксации свариваемых кромок при сварке.
Кроме того, в данном способе, принятом авторами за прототип, отсутствуют методы подготовки и ротационной обработки заготовок обечайки и колец и их термодеформационного упрочнения перед сваркой.
Недостатком прототипа также является термоупрочнение после сварки баллонов, что приводит к изменению геометрических размеров из-за термических влияний.
Таким образом, задачей данного технического решения, принятого за прототип, являлось повышение качества сварных соединений.
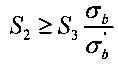
В отличие от прототипа, предлагаемый заявителями способ изготовления оболочки из конструкционной комплекснолегированной холоднодеформируемой стали, работающей при высоком давлении, выполненный в виде тонкостенной обечайки с утолщенными кромками и приваренными к ним кольцами, включает получение мерных заготовок обечайки и колец путем резки труб, их калибровку, рекристаллизационный отжиг и предварительную механическую обработку, после чего заготовку обечайки подвергают первому деформационному упрочнению посредством ротационной вытяжки за несколько переходов с промежуточным рекристаллизационным отжигом со степенью деформации, возрастающей от первого перехода к каждому последующему в 1,1÷4,5 раза, и второму термодеформационному упрочнению путем закалки и отпуска, ротационной вытяжки со степенью деформации (35÷55)% и отжига, уменьшающего напряжения, при этом на всех переходах ротационной вытяжки используют ролики треугольного профиля со скругленными вершинами по радиусу, равному 0,20÷0,55 толщины стенки заготовки, и выполняют ротационную вытяжку до получения утолщенных кромок обечайки, толщину которых определяют по формуле:
 , где:
, где:
S2 - толщина стенки утолщенных кромок обечайки, мм,
S3 - толщина стенки обечайки, мм,
σb - предел прочности материала обечайки, МПа,
σb′ - предел прочности материала в зоне сварного шва, МПа,
а заготовки колец после предварительной механической обработки подвергают закалке и отпуску до достижения предела прочности материала утолщенных кромок обечайки и окончательной механической обработке с получением кромок под сварку колец, толщина и длина которых равна толщине и длине, соответственно, кромок под сварку обечайки, затем выполняют подрезку кромок обечайки и колец и поочередную их сборку и автоматическую сварку на разжимной оправке со съемной подкладкой, при этом автоматическую сварку производят плавящимся электродом из низколегированной хромоникельмолибденовой проволоки в смеси 20% Ar и 80% CO2 в один проход со сквозным проплавлением свариваемых кромок, затем сварные швы подвергают низкотемпературному отпуску индукционным методом токами высокой частоты, производят рентгенотелевизионный контроль сварных швов полученной оболочки, после чего проводят прочностные испытания внутренним гидравлическим давлением с последующей проверкой герметичности сварных швов пневматическим давлением.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявленного технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение высокой механической прочности, пластичности и низкого уровня остаточных напряжений, геометрической точности и технологичности изготовления оболочек, прочности сварных соединений, надежности и циклической прочности при малом весе и низкой трудоемкости.
Новая совокупность операций, а также наличие связей между ними позволяют, в частности, за счет:
- выполнения заготовок обечайки и колец из конструкционной комплекснолегированной холоднодеформируемой стали обеспечить возможность получения сварных оболочек с высокими механическими свойствами (пределом прочности и относительным удлинением) при низком уровне внутренних остаточных напряжений, высокой ударной вязкости и циклической прочности при их термодеформационном упрочнении операциями закалки и отпуска, ротационной вытяжки и отжига, уменьшающего напряжения;
- резки труб на мерные заготовки обечайки и колец, их калибровки, рекристаллизационного отжига и предварительной механической обработки повысить коэффициент использования металла и подготовить заготовки обечайки и колец к последующей обработке;
- выполнения первого деформационного упрочнения заготовки обечайки посредством ротационной вытяжки за несколько переходов с промежуточным рекристаллизационным отжигом со степенью деформации, возрастающей от первого перехода к каждому последующему в 1,1÷1,5 раза, обеспечить высокую точность геометрических размеров, так как, по результатам экспериментальных работ, при увеличении степени деформации от каждого предыдущего к каждому последующему переходу возрастают радиальные и осевые нагрузки, что позволяет прижать металл в очагах деформации к оправке и избежать течения металла в радиальном направлении и явления «раскатки», то есть увеличения диаметральных размеров, значения в 1,1÷1,5 раза определены экспериментально и являются оптимальными для данного класса легированных сталей, при менее чем в 1,1 раза возникает явление «раскатки», что приводит к гофрам и закатам, а при более чем в 1,5 раза возрастают осевые усилия, что приводит к утяжкам и трещинам в очагах деформации;
- выполнения второго термодеформационного упрочнения заготовок обечайки операциями закалки и отпуска, ротационной вытяжки со степенью деформации (35÷55)% и отжига, уменьшающего напряжения применительно к комлекснолегированным сталям, обеспечить высокие механические свойства: высокий предел прочности, пластичность, высокую ударную вязкость при низком уровне внутренних остаточных напряжений, так как применение легированных сталей данного класса позволяет деформировать термоупрочненные заготовки, по результатам экспериментальных работ значения степени деформации (35÷55)% являются оптимальными для данного класса сталей, при степени деформации менее 35% конечные значения предела прочности снижаются, а увеличение степени деформации более 55% приводит к уменьшению пластичности, ударной вязкости, снижению циклической прочности и резкому увеличению внутренних остаточных напряжений, а при ротационной вытяжке - к снижению срока службы деформирующих роликов, оправок и подшипниковых узлов;
- использования на всех переходах ротационной вытяжки роликов треугольного профиля со скругленными вершинами по радиусу, равному 0,2÷0,55 толщины стенки заготовки при обработке заготовок обечаек из комплекснолегированных сталей, обеспечить возможность пластического деформирования заготовок из сталей данного класса, так как величина радиуса при вершине роликов определяет площадь очага деформации и, следовательно, усилия при ротационной вытяжке - радиальные и осевые, данный диапазон соотношения величины радиуса и исходной толщины стенки заготовки оптимален с точки зрения устойчивости процесса формоизменения, при значении соотношения более 0,55, по результатам экспериментальных работ, возрастает давление металла на рабочую поверхность ролика, то есть возрастает радиальное усилие из-за увеличения площади горизонтальной проекции очага деформации, что приводит к быстрому износу рабочей поверхности роликов и к ухудшению качества обрабатываемой поверхности (к увеличению высоты микронеровностей за допустимые пределы), а при значении соотношения менее 0,2 возникают «утяжки» металла в очагах деформации и появляется «волнистость» поверхности обработки в виде винтовых углублений, выводящих геометрические размеры за пределы допускаемых отклонений;
- выполнения ротационной вытяжки заготовок обечайки до получения утолщенных кромок толщиной, определяемой по формуле:
 , где:
, где:
S2 - толщина стенки утолщенных кромок обечайки, мм,
S3 - толщина стенки обечайки, мм,
σb - предел прочности материала обечайки, МПа,
σb′ - предел прочности материала в зоне сварного шва, МПа,
обеспечить механические свойства зоны термического влияния сварного соединения на уровне механических свойств толщины стенки обечайки, которая определяет конструктивную прочность всей оболочки;
- закалки и отпуска колец после предварительной механической обработки до достижения предела прочности материала утолщенных кромок обечайки и окончательной механической обработки с получением кромок под сварку колец, толщина и длина которых равна толщине и длине, соответственно, кромок под сварку обечайки, обеспечить равнопрочность утолщенных кромок обечайки и колец в зоне сварного соединения;
- выполнения подрезки кромок обечайки и колец и поочередной их сборки и автоматической сварки на разжимной оправке со съемной подкладкой обеспечить плотное соприкосновение свариваемых кромок и их осевое совмещение с погрешностью не более 10% от толщины, а также повысить технологичность сборочно-сварочных операций;
- автоматической сварки плавящимся электродом из низколегированной хромоникельмолибденовой проволоки в смеси 20% Ar и 80% CO2 в один проход со сквозным проплавлением свариваемых кромок добиться увеличения производительности в 2÷2,5 раза с обеспечением высокой прочности и надежности сварного соединения;
- низкотемпературного отпуска сварных швов индукционным методом токами высокой частоты сократить технологическое время операции по сравнению с печным нагревом, а также сохранить уровень механических свойств металла;
- рентгенотелевизионного контроля сварных швов полученной оболочки быстро и достоверно выявить внутренние дефекты в металле сварных швов и околошовных зонах (непровары, поры, трещины, шлаковые включения и др.);
- проведения прочностных испытаний внутренним гидравлическим давлением с последующей проверкой герметичности сварных швов пневматическим давлением обеспечить герметичность и конструктивную прочность сварных соединений и всей оболочки.
Признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
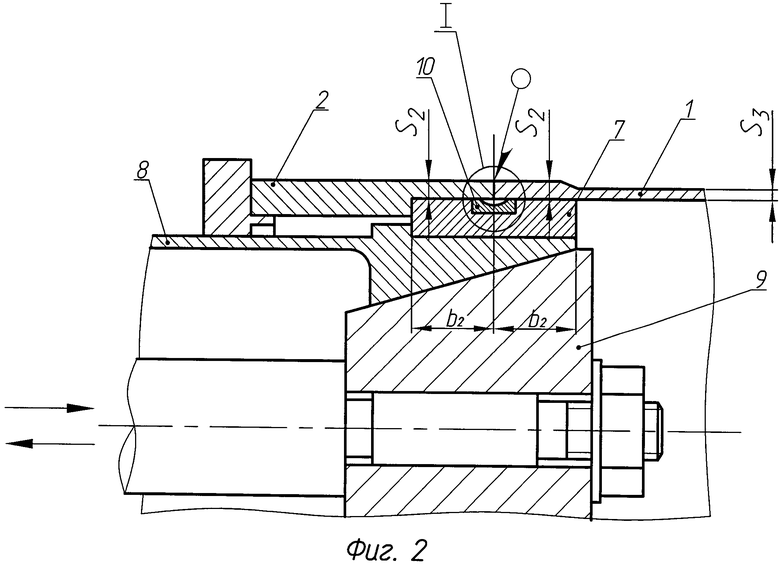
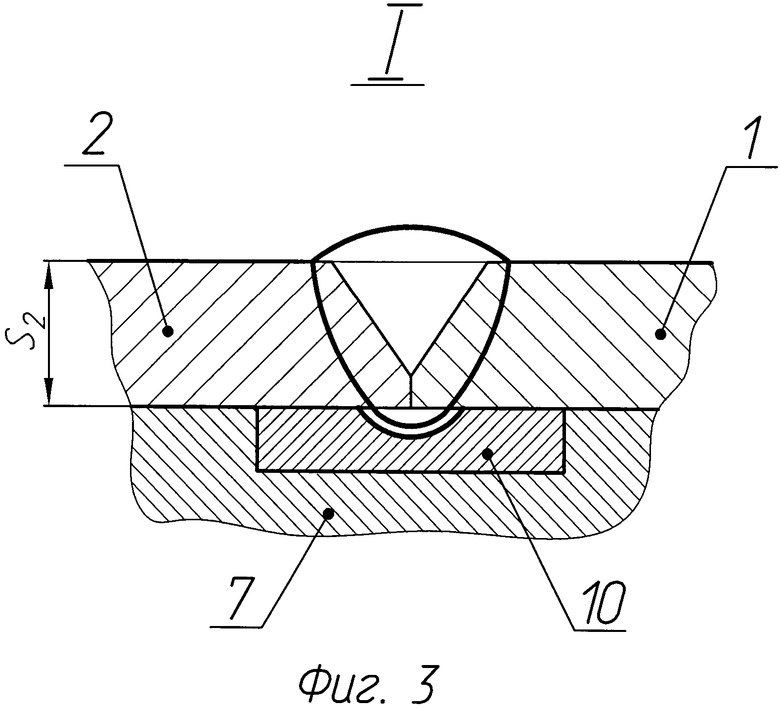
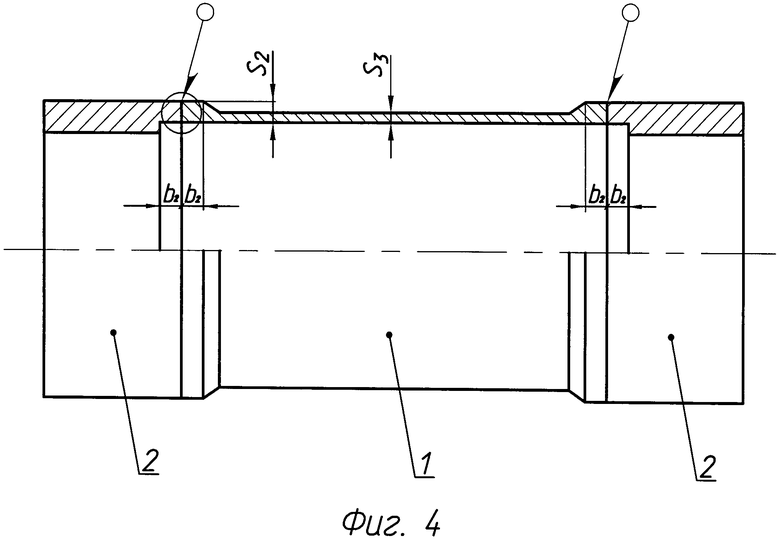
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен процесс ротационной вытяжки заготовки обечайки за несколько переходов роликами 3, 4 и 5 с радиусом при вершинах R (мм), F (мм/мин) - подача роликов, n (мин-1) - скорость вращения оправки и заготовки; на фиг. 2 изображена сборка и сварка обечайки 1 с кольцом 2 на разжимной оправке со съемной подкладкой 7, цангой 8, тягой 9, и медной вставкой 10; на фиг. 3 вид I - сварное соединение обечайки 1 с кольцом 2, подкладкой 7 и медной вставкой 10; на фиг. 4 - общий вид оболочки с обечайкой 1 и приваренными к ней кольцами 2.
Пример.
Трубы из конструкционной комплекснолегированной холоднодеформируемой стали 22Х3ГН2М1ФА ⌀180×20 мм режут на трубоотрезных станках на мерные заготовки обечайки и колец длиной, соответственно, 500 мм и 200 мм и подвергают калибровке на гидравлических прессах, рекристаллизационному отжигу в шахтных печах и механической (токарной) обработке. Таким образом заготовки обечайки и колец подготавливают для дальнейшей обработки.
Заготовки обечайки вначале подвергают первому деформационному упрочнению ротационной вытяжкой за два перехода с промежуточным рекристаллизационным отжигом на давильно-раскатном станке: на первом переходе со степенью деформации
 , где: S0 (мм) - исходная толщина стенки, S0=12 мм, S1 (мм) - толщина стенки после первого перехода, S1=8 мм, на втором переходе со степенью деформации
, где: S0 (мм) - исходная толщина стенки, S0=12 мм, S1 (мм) - толщина стенки после первого перехода, S1=8 мм, на втором переходе со степенью деформации 
где S2 (мм) - толщина стенки после второго перехода, S2=5 мм.
Промежуточный отжиг выполняют в шахтных печах при температуре рекристаллизации 575÷600°C.
Степень деформации заготовки обечайки на втором переходе ε2% превышает степень деформации на первом переходе ε1% в 1,126 раза.
 [ε2=(1,1÷1,5)ε1 по формуле изобретения].
[ε2=(1,1÷1,5)ε1 по формуле изобретения].
Затем выполняют второе термодеформационное упрочнение заготовок обечайки в виде операций закалки при температуре (900÷920)°C и отпуска при температуре (520÷540)°C в шахтных печах, ротационной вытяжки третьего перехода (фиг. 1) со степенью деформации ε3=50%  и отжига, уменьшающего напряжения при температуре (400÷450)°C;
и отжига, уменьшающего напряжения при температуре (400÷450)°C;  [ε3=(1,1÷1,5)ε2 и ε3=(35÷55)% по формуле изобретения].
[ε3=(1,1÷1,5)ε2 и ε3=(35÷55)% по формуле изобретения].
В результате получают обечайку с размерами: толщина стенки S3=2,5 мм, толщина утолщенных кромок S2=5 мм и длина утолщенных кромок b1=55 мм.
Толщина утолщенных кромок обечайки соответствует формуле  , т.е
, т.е  , 5≥2,83, что соответствует формуле изобретения.
, 5≥2,83, что соответствует формуле изобретения.
При ротационной вытяжке на всех трех переходах используют ролики с радиусом при вершине R=(3÷6) мм, R=(0,25÷0,5)S0=(0,25÷0,5)·12=(3÷6) мм, что соответствует формуле изобретения.
Таким образом заготовки обечайки подготовлены для дальнейшей обработки.
Заготовки колец 2 (фиг. 4 и фиг. 5) после предварительной механической (токарной) обработки подвергают закалке и отпуску до предела прочности материала утолщенных кромок обечайки  ,
,  - предел прочности материала после второго перехода ротационной вытяжки обечайки, на котором формируются утолщенные кромки (фиг. 1).
- предел прочности материала после второго перехода ротационной вытяжки обечайки, на котором формируются утолщенные кромки (фиг. 1).
Затем выполняют окончательную механическую обработку заготовок колец 2 с получением кромок под сварку толщиной и длиной, равными толщине S2=5 мм и длине кромок b1=55 мм под сварку обечайки 1.
После этого выполняют подрезку кромок обечайки и колец под сварку на длину b2=40 мм (фиг. 2).
Затем выполняют поочередную сборку и сварку стыков обечайки 1 и колец 2 на разжимной оправке со съемной подкладкой 7 и медной вставкой 10 (фиг. 2, фиг. 3 и фиг. 4).
Оправка выполнена в виде разжимной цанги 8, на наружную поверхность которой установлена съемная подкладка 7 с медной вставкой 10 и кольцевой проточкой для формирования проплава. Во внутреннюю поверхность цанги 8, имеющую коническую поверхность, входит тяга 9 с конической наружной поверхностью.
Для сборки свариваемого стыка кольца 2 и обечайки 1 тягу 9 перемещают влево, при этом тяга конической поверхностью преобразует осевое перемещение в радиальное, в результате чего разрезная подкладка с медной вставкой прижимается к внутренней поверхности стыкуемых свариваемых кромок.
Автоматическую сварку осуществляют плавящимся электродом из низколегированной хромоникельмолибденовой проволокой в смеси 20% Ar и 80% CO2 в один проход со сквозным проплавлением свариваемых кромок.
Затем сварные швы сваренной оболочки подвергают низкотемпературному отпуску при температуре 400°C индукционным методом токами высокой частоты на специальной индукционной установке.
После низкотемпературного отпуска выполняют рентгенотелевизионный контроль сварных швов оболочки для выявления внутренних дефектов в металле сварных швов и околошовной зоны.
Проводят прочностные испытания внутренним гидравлическим давлением на установке гидравлических испытаний.
В заключение проводят проверку герметичности сварных швов оболочки пневматическим давлением на установке пневматических испытаний.
Способ позволяет обеспечить высокие механические свойства сварных оболочек (предел прочности, относительное удлинение, ударную вязкость) при низком уровне остаточных внутренних напряжений, высокую точность геометрических размеров, прочность сварных соединений, технологичность сварки, эксплуатационную надежность и высокую циклическую прочность при высоком коэффициенте использования металла и низкой трудоемкости.
Проведены лабораторные испытания и изготовлена опытная партия сварных оболочек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК С КОНЦЕВЫМИ УТОЛЩЕННЫМИ КОЛЬЦАМИ | 2014 |
|
RU2567421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| Способ изготовления осесимметричного стального корпуса сварного сосуда высокого давления | 2018 |
|
RU2686431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ, РАБОТАЮЩЕЙ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2438843C1 |
| Способ изготовления осесимметричного сварного корпуса сосуда высокого давления | 2019 |
|
RU2700230C1 |
Изобретение может быть использовано при изготовлении тонкостенных осесимметричных сварных оболочек с утолщенными кромками и приваренными к ним кольцами, работающих под высоким давлением. Проводят калибровку, рекристаллизационный отжиг и предварительную механическую обработку мерных заготовок обечайки и колец. Первое деформационное упрочнение заготовки обечайки проводят посредством ротационной вытяжки за несколько переходов с промежуточным рекристаллизационным отжигом, второе - путем закалки и отпуска, ротационной вытяжки и отжига, уменьшающего напряжения. Выполняют ротационную вытяжку до получения утолщенных кромок обечайки. Заготовки колец подвергают закалке, отпуску и окончательной механической обработке с получением кромок под сварку колец соответствующей толщины и длины. После сварки швы подвергают низкотемпературному отпуску токами высокой частоты. Способ позволяет обеспечить высокие механические свойства сварных оболочек при низком уровне остаточных внутренних напряжений, высокую точность геометрических размеров и прочность сварных соединений. 4 ил., 1 пр.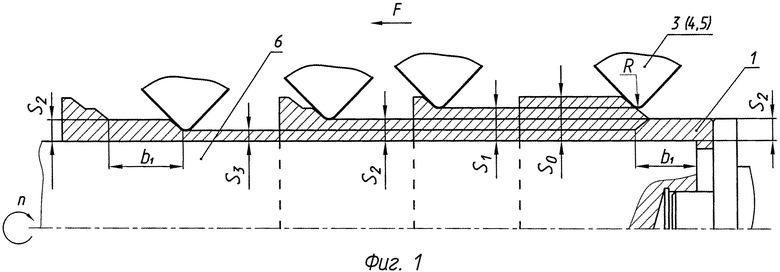
Способ изготовления оболочки из конструкционной комплекснолегированной холоднодеформируемой стали, работающей при высоком давлении, выполненный в виде тонкостенной обечайки с утолщенными кромками и приваренными к ним кольцами, включающий получение мерных заготовок обечайки и колец путем резки труб, их калибровку, рекристаллизационный отжиг и предварительную механическую обработку, после чего заготовку обечайки подвергают первому деформационному упрочнению посредством ротационной вытяжки за несколько переходов с промежуточным рекристаллизационным отжигом со степенью деформации, возрастающей от первого перехода к каждому последующему в 1,1÷1,5 раза, и второму термодеформационному упрочнению путем закалки и отпуска, ротационной вытяжки со степенью деформации (35÷55)% и отжига, уменьшающего напряжения, при этом на всех переходах ротационной вытяжки используют ролики треугольного профиля со скругленными вершинами по радиусу, равному 0,20÷0,55 толщины стенки заготовки, и выполняют ротационную вытяжку до получения утолщенных кромок обечайки, толщину которых определяют по формуле:
 , где
, где
S2 - толщина стенки утолщенных кромок обечайки, мм,
S3 - толщина стенки обечайки, мм,
σb - предел прочности материала обечайки, МПа,
σb′- предел прочности материала в зоне сварного шва, МПа,
а заготовки колец после предварительной механической обработки подвергают закалке и отпуску до достижения предела прочности материала утолщенных кромок обечайки и окончательной механической обработке с получением кромок под сварку колец, толщина и длина которых равна толщине и длине, соответственно, кромок под сварку обечайки, затем выполняют подрезку кромок обечайки и колец и поочередную их сборку и автоматическую сварку на разжимной оправке со съемной подкладкой, при этом автоматическую сварку производят плавящимся электродом из низколегированной хромоникельмолибденовой проволоки в смеси 20% Ar и 80% CO2 в один проход со сквозным проплавлением свариваемых кромок, затем сварные швы подвергают низкотемпературному отпуску индукционным методом токами высокой частоты, производят рентгенотелевизионный контроль сварных швов полученной оболочки, после чего проводят прочностные испытания внутренним гидравлическим давлением с последующей проверкой герметичности сварных швов пневматическим давлением.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВОДОЦЕМЕНТНОГО ОТНОШЕНИЯ ЦЕМЕНТНОГО ТЕСТА | 1993 |
|
RU2049995C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| Способ аргонодуговой сварки | 1979 |
|
SU841852A1 |
| СПОСОБ ВЫЯВЛЕНИЯ ГАЛЬВАНИЧЕСКИХ ТОКОВ В ПОЛОСТИ РТА | 2007 |
|
RU2325844C1 |

