Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении лрокаткой и волочением биметаллической проволоки преимущественно для сварки и наплавки.
Цель изобретения - повышение качества проволоки.
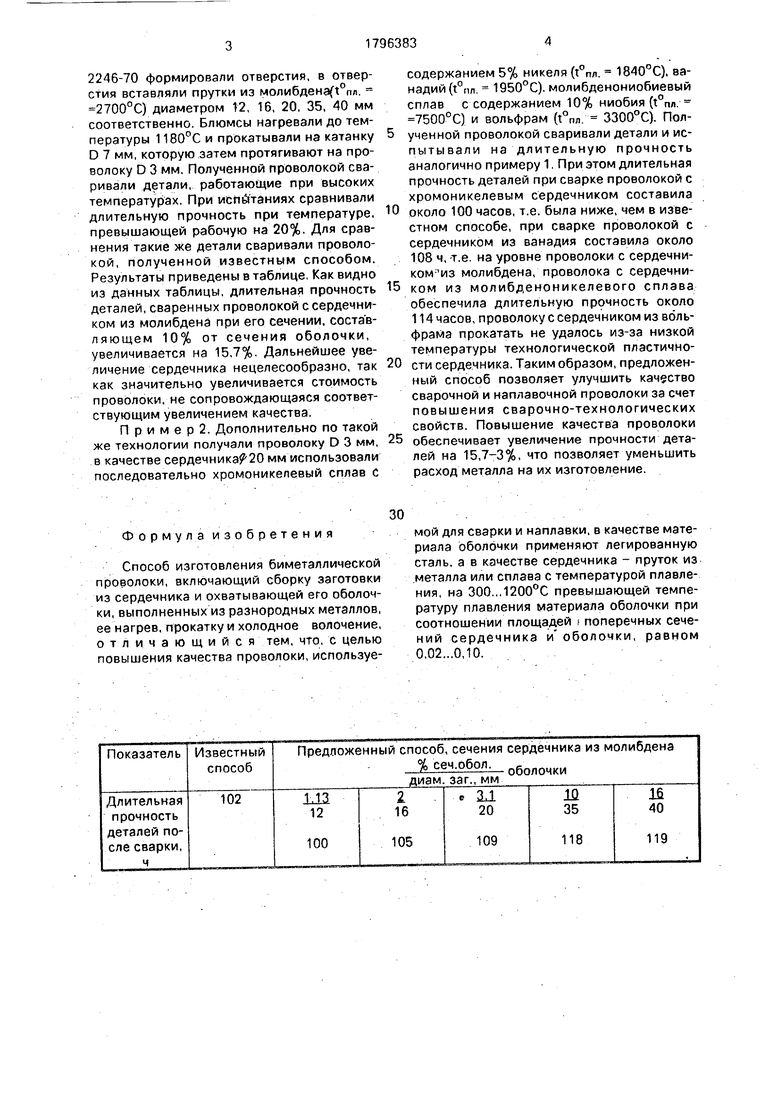
На фиг. 1 показана биметаллическая заготовка в сборе; на фиг.2 -полученная после прокатки и волочения проволока для сварки и наплавки.
Собранная биметаллическая заготовка и полученная готовая проволока включают оболочку 1 из высоколегированной нержавеющей стали для сварки и сердечника 2 в виде прутка из металла с температурой плавления на 300-1200°С выше температуры оболочки 1 при площади поперечного сечения сердечника в 0,02-0,10 площади сечения оболочки.
Способ осуществляется следующим об- разом.
Собранную заготовку с оболочкой 1 из высоколегированной нержавеющей сварочной стали и сердечника из тугоплавкого металла с температурой плавления на 300-1200°С выше температуры плавления металла оболочки нагревают до температуры горячей деформации металла оболочки и прокатывают за несколько проходов на стане продольной прокатки, получая катанку диаметром 6-7 мм. которую после охлаждения и отделки поверхности протягивают на проволоку нужного размера (1-4 мм). При этом горячая деформация способствует удлинению как оболочки, так и сердечника, и в готовой проволоке сохраняется соотношение площадей сечений в пределах 0,20- 0,10, которое способствует улучшению качества проволоки. Полученную проволоку используют для сварки и наплавки в бунтах или изготовляют электроды.
Пример 1. Для получения сварочной проволоки диаметром 3 мм в блюмсах из
XI
О О W 00 W
стали СВ-08Х20Н9Г7Т (t
пл.;
1650°С)ГОСТ
2246-70 формировали отверстия, в отверстия вставляли прутки из молибдена 0™. 2700°С) диаметром 12, 16, 20, 35, 40 мм соответственно. Блюмсы нагревали до температуры 1180°С и прокатывали на катанку D 7 мм, которую затем протягивают на проволоку D 3 мм. Полученной проволокой сваривали детали, работающие при высоких температурах. При испытаниях сравнивали длительную прочность при температуре, превышающей рабочую на 20%. Для сравнения такие же детали сваривали проволокой, полученной известным способом. Результаты приведены в таблице, Как видно из данных таблицы, длительная прочность деталей, сваренных проволокой с сердечником из молибдена при его сечении, соста в- ляющем 10% от сечения оболочки, увеличивается на 15,7%. Дальнейшее увеличение сердечника нецелесообразно, так как значительно увеличивается стоимость проволоки, не сопровождающаяся соответствующим увеличением качества.
П р и м е р 2. Дополнительно по такой же технологии получали проволоку D 3 мм, в качестве сердечника 120 мм использовали последовательно хромоникелевый сплав с
0
5
0
5
содержанием 5% никеля (т°пл. 1840°С), ванадий (t°nn. 1950°С), молибденониобиевый сплав с содержанием 10% ниобия (т°пл. 7500°С) и вольфрам (t0™. 3300°C). Полученной проволокой сваривали детали и ис- пытывали на длительную прочность аналогично примеру 1. При этом длительная прочность деталей при сварке проволокой с хромоникелевым сердечником составила около 100 часов, т.е. была ниже, чем в известном способе, при сварке проволокой с сердечником из ванадия составила около 108 ч, -т.е. на уровне проволоки с сердечни- ком: из молибдена, проволока с сердечником из молибденоникелевого сплава обеспечила длительную прочность около 114 часов, проволоку с сердечником из вольфрама прокатать не удалось из-за низкой температуры технологической пластичности сердечника. Таким образом, предложенный способ позволяет улучшить качество сварочной и наплавочной проволоки за счет повышения сварочно-тех но логических свойств. Повышение качества проволоки обеспечивает увеличение прочности деталей на 15,7-3%, что позволяет уменьшить расход металла на их изготовление.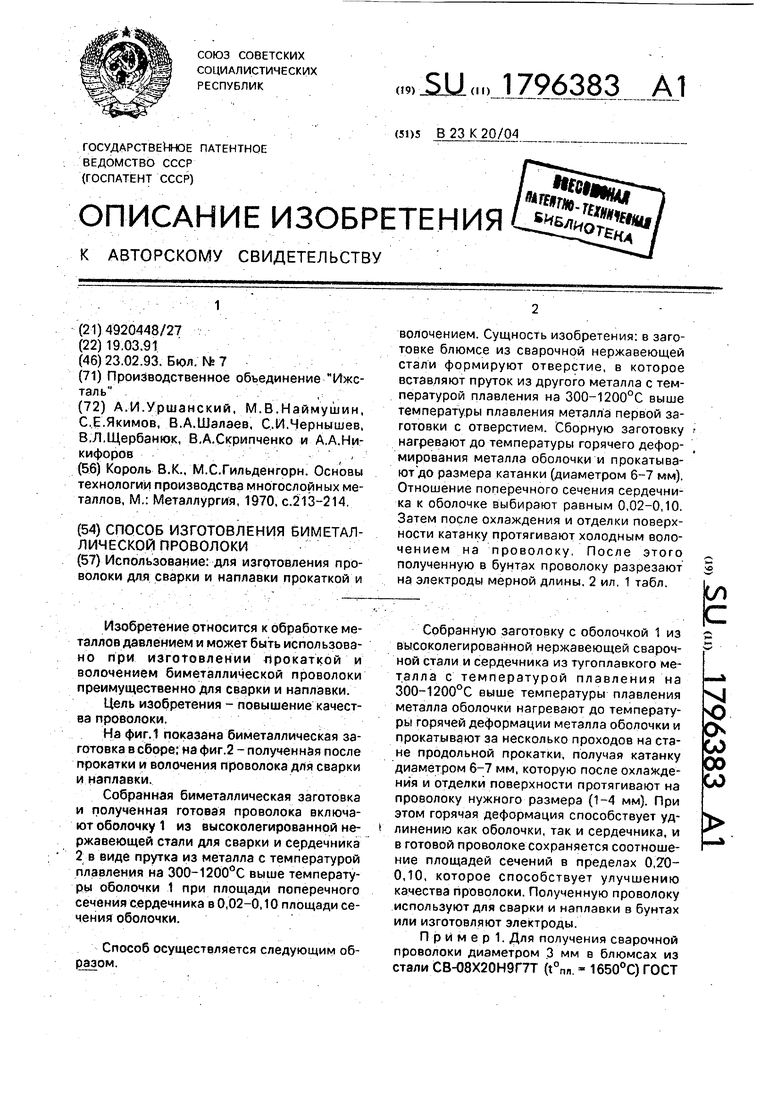
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| ПЛАВЯЩИЙСЯ ЭЛЕКТРОД | 1990 |
|
RU2068760C1 |
| Способ стыкового соединения биметаллических прутков | 1979 |
|
SU863259A1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ]_ ^^^и СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1971 |
|
SU313878A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2016 |
|
RU2626260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ | 1997 |
|
RU2119419C1 |
Использование: для изготовления проволоки для сварки и наплавки прокаткой и волочением. Сущность изобретения: в заготовке блюмсе из сварочной нержавеющей стали формируют отверстие, в которое вставляют пруток из другого металла с температурой плавления на 300-1200°С выше температуры плавления металла первой заготовки с отверстием. Сборную заготовку нагревают до температуры горячего деформирования металла оболочки и прокатывают до размера катанки (диаметром 6-7 мм). Отношение поперечного сечения сердечника к оболочке выбирают равным 0,02-0,10. Затем после охлаждения и отделки поверхности катанку протягивают холодным волочением на проволоку, После этого полученную в бунтах проволоку разрезают на электроды мерной длины. 2 ил. 1 табл.
Формула изобретения
Способ изготовления биметаллической проволоки, включающий сборку заготовки из сердечника и охватывающей его оболочки, выполненных из разнородных металлов, ее нагрев, прокатку и холодное волочение, отличающийся тем, что, с целью повышения качества проволоки, используемой для сварки и наплавки, в качестве материала оболочки применяют легированную сталь, а в качестве сердечника - пруток из металла или сплава с температурой плавления, на 300...1200°С превышающей температуру плавления материала оболочки при соотношении площадей f поперечных сечений сердечника и оболочки, равном 0.02..Д10.
2ч 7
| Король В.К., М.С.Гильденгорн | |||
| Основы технологии производства многослойных металлов, М.: Металлургия, 1970, с.213-214. |
