Изобретение относится к способу изготовления герметичной порошковой проволоки, состоящей из металлической оболочки и порошкообразной шихты для электродуговой сварки и наплавки.
Внешней характеристикой порошковой проволоки является ее технологическая надежность, которая зависит от конструкции и способа изготовления проволоки и включает такие показатели, как механическая прочность оболочки, равномерное распределение и надежная изоляция шихты от воздуха, и простота, а также стоимость и производительность способа изготовления. Изготовленные по традиционной технологии порошковые проволоки, у которых сечение трубчатой заготовки выполнено "встык" или с перекрытием в "нахлест", обладают недостаточной технологической надежностью по причине плохой герметизации шихты, что приводит к ее гидратации, окислению и высыпанию в образующиеся зазоры, сокращению сроков хранения.
Известен способ изготовления герметичной электродной проволоки с флюсовым сердечником, согласно которому в квадратной заготовке выполняется отверстие, которое заполняется флюсом и зачеканивается. После чего заготовка нагревается и прокатывается в системе калибров в круглый пруток, длина заготовки в процессе прокатки увеличивается, а диаметр отверстия уменьшается. Затем из горячекатанного прутка с помощью волочения получают электродную проволоку заданного диаметра с флюсовым сердечником [1].
Недостатки данного способа.
1. Высокая стоимость изготовления порошковой проволоки из-за значительной трудоемкости выполнения длинных сквозных отверстий в квадратных заготовках и их заполнения порошкообразным наполнителем.
2. Порошковые проволоки, сердечники которых содержат разлагающиеся при нагреве до температур горячей прокатки материалы (карбонаты металла, крахмал и др.) изготавливать данным методом нецелесообразно.
Известен способ изготовления герметичной порошковой проволоки диаметром 1,5oC3 мм из наполненной порошковым флюсом длинномерной трубы диаметром 10oC12 мм с толщиной стенки 1,0oC2,0 мм путем ее холодного волочения с промежуточными отжигами для снятия наклепа. Технологическая схема предусматривает получение длинномерных труб (до 250 м) на трубосварочных станах, оборудованных устройствами для сматывания труб в бухты. После трубосварочного стана трубы отжигаются при температуре 750oC770oC, а затем производится заполнение труб порошкообразным флюсом на специальных вибростендах. Далее заготовку диаметром 10oC12 мм протягивают на волочильных станах за несколько циклов до диаметра готовой проволоки, при этом после каждого цикла выполняется светлый отжиг для снятия наклепа протягиваемой заготовки [2].
Недостатки данного способа.
1. Высокая стоимость порошковой проволоки из-за значительной трудоемкости изготовления длинномерных сварных прямошовных труб, свернутых в бухты, и их заполнения порошковым флюсом на специальных вибростендах.
2. Многоцикличность процесса волочения порошковой проволоки диаметром 1,5oC3 мм из трубной заготовки диаметром 10oC12 мм.
3. Нельзя изготавливать проволоки, сердечники которых содержат разлагающиеся при температуре отжига 750oC770oC материалы (карбонаты металла, крахмал и др.).
4. Неравномерность состава порошка по длине проволоки из-за расслоения исходной порошковой смеси по удельному весу и размеру зерен в процессе заполнения порошком трубчатой оболочки на вибростенде.
Известен способ изготовления герметичной порошковой проволоки, включающий профилирование металлической ленты в желоб, заполнение желоба порошкообразным флюсом, деформовку желоба в трубчатое сечение, соединение сваркой полученной металлической оболочкой и протяжку трубчатой заготовки на диаметр готовой проволоки [3].
Недостатки данного способа.
1. Порошковый наполнитель прилегает к загнутым краям полосовой заготовки во время закрытия желоба и особенно во время сварки соединения. Сварное соединение при этом получается плохого качества, что значительно усложняет последующую протяжку заготовки через волоки.
2. Производительность линии по данному способу лимитируется скоростью сварки.
3. Попытки закрыть шов (соединение) на трубчатой заготовке диаметром 3 - 5 мм микросваркой оказались технически или экономически малопригодными.
4. Многоцикличность процесса волочения из-за сварной трубчатой заготовки диаметром 10 - 12 мм на готовые размеры проволоки диаметром 1,5 - 3 мм, сопровождается несколькими отжигами при температуре 750 - 770oC.
5. Нельзя изготавливать проволоки, сердечники которых содержат разлагающиеся при температуре отжига 750 - 770oC материалы (карбонаты металла, крахмал и др.).
Наиболее близким к предлагаемому является способ изготовления герметичной порошковой проволоки, состоящей из металлической оболочки и порошкообразной шихты, включающий профилирование металлической ленты в желоб, заполнение желоба порошкообразной смесью, деформовку желоба и сварку полученной металлической оболочки диаметром 12 мм, при этом перед доформовкой и сваркой в металлический желоб вводят дополнительную оболочку, закрывающую порошок в зоне сварки. После выхода из сварочного аппарата закрытая трубчатая заготовка диаметром 12 мм покрывается смазочным материалом, подвергается по крайней мере одному проходу протяжки, а затем наматывается на катушку. После чего диаметр трубки уменьшается путем последующей протяжки до желаемой величины, а также может подвергаться различным обработкам [4].
Недостатки данного способа.
1. Значительно усложняется оборудование технологической линии для формирования оболочки диаметром 12 мм в связи с необходимостью ввода дополнительной оболочки, закрывающей порошок в зоне сварки.
2. Производительность линии по данному способу лимитируется скоростью сварки.
3. Многоцикличность процесса волочения из-за сваренной оболочки диаметром 12 мм на готовые размеры проволоки диаметром 1,5 - 3 мм сопровождается несколькими отжигами при температуре 750 - 770oC.
4. Нельзя изготавливать проволоки, сердечники которых содержат разлагающиеся при температуре отжига 750 - 770oC материалы (карбонаты металла, крахмал и др.).
5. Попытки закрыть шов (соединение) на трубчатой заготовке диаметром 3oC5 мм микросваркой оказались технически или экономически малопригодными.
Технической задачей изобретения является снижение трудоемкости изготовления и повышение производительности за счет упрощения технологии и сокращения количества циклов волочения, а также расширение сортамента и улучшение качества герметичных порошковых проволок путем устранения или резкого сокращения количества промежуточных термообработок (отжигов).
Техническое решение достигается тем, что в способе изготовления герметичной проволоки, состоящей из металлической оболочки и порошкообразной шихты, включающем профилирование металлической холоднокатанной ленты в желоб, заполнение желоба порошкообразной смесью, доформовку желоба в трубчатое сечение, соединение металлической оболочки и протяжку трубчатой заготовки на диаметр готовой проволоки, согласно изобретению, с целью снижения трудоемкости и повышения производительности путем упрощения технологии, сокращения количества переделов и расширения марочного сортамента за счет устранения промежуточных термообработок (отжигов) трубчатую заготовку выполняют с замковым соединением, при этом диаметр сформированной трубчатой заготовки превышает диаметр готовой порошковой проволоки не менее чем в 2,2 - 2,5 раза.
Предлагаемый способ изготовления герметичной порошковой проволоки позволит исключить операцию соединения трубчатой оболочки посредством сварки, уменьшить диаметр исходной трубчатой заготовки и тем самым сократить количество циклов волочения и термообработок при протяжке на заданный диаметр готовой проволоки, исключение операций термообработки позволит расширить марочный сортамент порошковой проволоки.
Это достигается за счет того, что трубчатую заготовку, заполненную порошковым флюсом, выполняют с зетобразным замком, который обеспечивает надежное механическое соединение трубчатой оболочки, при этом герметичность зетобразного замка достигается при последующей протяжке исходной трубчатой заготовки с флюсовым сердечником на размер готовой порошковой проволоки. При протяжке сформированной замковой заготовки с уменьшением диаметра 2,2 - 2,5 раза ( в зависимости от степени заполнения желоба шихтой и состава шихты) в очаге деформации под воздействием высоких удельных давлений и значительных температур происходит уплотнение, а затем диффузионное соединение фрагментов зетобразного замка, обеспечивающее герметичность замкового соединения, исключающее проникновение воздуха и влаги к порошковому наполнителю, что также подтверждается результатами испытаний, выполненными Центральным научно-исследовательским институтом конструкционных материалов "Прометей" (см. Заключение института о качестве порошковой проволоки).
На чертеже показана схема изготовления герметичной порошковой проволоки.
Способ изготовления герметичной проволоки для электродной сварки и наплавки осуществляется следующим образом.
Передний конец рулона 1 из стальной ленты 2 подается в формующее устройство 3 технологической линии для получения порошковой проволоки, которое включает блок горизонтальных клетей дуо 4, питатель-дозатор 5 для подачи порошкового наполнителя в заготовку, блок формующих клетей 6, блок редуцирующих клетей 7, прямоточный стан многократного волочения 8. В блоке 4 исходная лента 2 последовательно формируется в сечения А, Б и В. В U-образный с отбортованными краями желоб В засыпается из дозатора 5 порошковая шихта, после чего заготовка Г с порошковым наполнителем попадает в блок клетей 6, где производится свертывание U-образной заготовки Г в трубчатую заготовку Д с прижатием отбортованных краев желоба друг к другу, формирование наклоненного замка (поз. Е), осаживание его и формирование трубчатого круглого сечения (поз. Ж) с образованием зетобразного замкового соединения 9. Далее черновой трубчатый профиль Ж редуцируется в блоке 7 с уменьшением диаметра черновой заготовки в 1,25 - 1,45 раза. После чего заготовка З протягивается через монолитные волоки прямоточного волочильного стана 8 до получения готового диаметра 10, причем диаметр сечения уменьшается в 1,76 - 2 раза, в результате чего достигается суммарное уменьшение диаметра круглой трубчатой заготовки, свернутой изначально (поз. Ж), минимум в 2,2 - 2,5 раза, в зависимости от степени заполнения желобов шихтой и состава шихты. Готовая порошковая проволока 10 заданного диаметра сматывается в бухту 11.
Данный способ испытан и исследован на Череповецком сталепрокатном заводе при изготовлении порошковой проволоки диаметром 2,2 мм. Для получения данной проволоки использовали ленту из стали 08КП толщиной 0,45 мм и шириной 27 мм. В формующем устройстве 3 технологической линии осуществлялось надежное формирование трубчатой заготовки диаметром 5,9 мм с зетобразным замковым соединением (поз. Ж), которая редуцировалась (поз.3) до диаметра 4 мм, а затем с помощью прямоточного волочильного стана 6/350 протягивалась на размер готовой проволоки 10 диаметром 2,2 мм. В результате чего диаметр готовой проволоки 10 по сравнению с диаметром круглой трубчатой заготовки, свернутой изначально (поз. Ж), уменьшился в 2,7 раза. Исследования, проведенные в ЦЗЛ Череповецкого сталепрокатного завода, показали, что начиная с диаметра 3,5 мм, т.е. с уменьшения диаметра в 1,7 раза, происходит соединение фрагментов замкового соединения, обеспечивающее герметичность оболочки проволоки, исключающее проникновение воздуха и влаги к порошковому наполнителю, что также подтверждается результатами испытаний, выполненными Центральным научно-исследовательским институтом конструкционных материалов "Прометей" (см. Заключение института о качестве порошковой проволоки).
Проволока, полученная данным способом, в сравнении с прототипом обладает следующими преимуществами. Получение герметичной проволоки всего за один технологический цикл обеспечивает минимальные трудозатраты на ее получение, а отсутствие операции сварки позволяет значительно увеличить скорость профилирования, что резко повышает производительность линии в целом. Данный способ позволяет изготавливать проволоки как трубчатой, так и сложной конструкции, а исключение высокотемпературных обработок (рекристаллизационных отжигов) позволяет изготавливать проволоки, сердечники которых содержат разлагающиеся при этих температурах материалы (крахмал, карбонаты металлов и др. ), следовательно по данной схеме можно получать как самозащитные проволоки, так и проволоки для газоэлектрической сварки. Таким образом, порошковая проволока, полученная данным способом, обладает качественно новыми по сравнению с прототипом свойствами.
Источники информации
1. Способ изготовления электродной проволоки с флюсовым сердечником. Заявка Японии B 23 K 35/40, B21 B 1/18, (65) 61-24599; (43) 861101; (40) 930112 N 2-61: (21) 60-85676; (22) 8540422; (11) 5-2435.
2. Походня Н.К. и др., Производство порошковой проволоки.-Киев, Высшая школа, 1980, с. 156-162.
3. Патент Франции N 2097997, кл. B 23 K 35/40, 1971.
4. Патент СССР N 622390, кл. B 23 K 35/40, 1978.
Изобретение относится к способу изготовления герметичной порошковой проволоки, состоящей из металлической оболочки и порошкообразной шихты для электродуговой сварки и наплавки. Способ изготовления герметичной порошковой проволоки, состоящей из металлической оболочки и порошкообразной шихты, включает профилирование металлической холоднокатаной ленты в желоб, заполнение желоба порошкообразной смесью, доформовку желоба в трубчатое сечение, соединение металлической оболочки и протяжку трубчатой заготовки на диаметр готовой проволоки. Протяжке подвергают трубчатую заготовку, соединение которой выполнено замковым. Диаметр заготовки превышает диаметр готовой проволоки не менее чем в 2,2 - 2,5 раза. Технической задачей изобретения является снижение трудоемкости изготовления и повышение производительности за счет упрощения технологии и сокращения количества циклов волочения. 1 ил.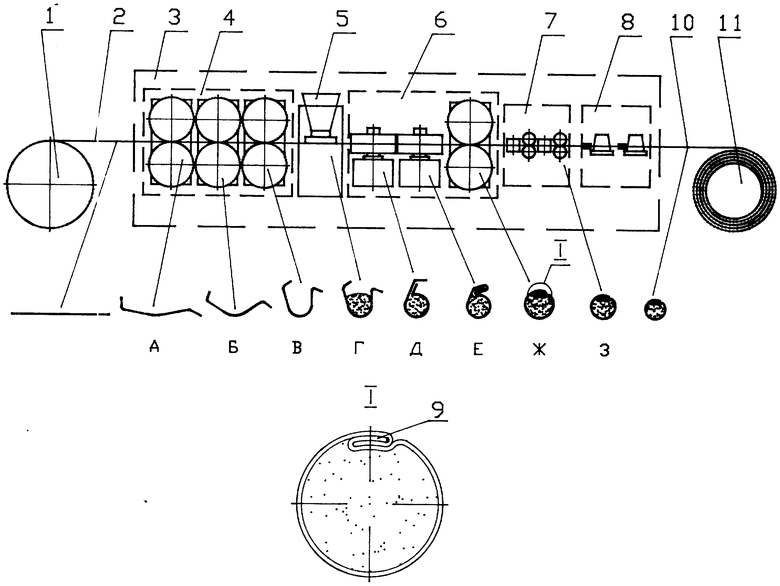
Способ изготовления герметичной порошковой проволоки, состоящей из металлической оболочки и порошкообразной шихты, включающий профилирование металлической холоднокатаной ленты в желоб, заполнение желоба порошкообразной смесью, доформовку желоба в трубчатое сечение, соединение металлической оболочки и протяжку трубчатой заготовки на диаметр готовой проволоки, отличающийся тем, что протяжке подвергают трубчатую заготовку, соединение которой выполнено замковым, а диаметр превышает диаметр готовой проволоки не менее чем в 2,2 - 2,5 раз.
| Способ изготовления порошковой проволоки | 1975 |
|
SU622390A3 |
| Способ изготовления порошковой проволоки в металлической оболочке | 1991 |
|
SU1794099A3 |
| Походня Н.К | |||
| и др | |||
| Производство порошковой проволоки с флюсовым сердечником | |||
| - Киев, Высшая школа, 1980, с.156-162 | |||
| DE 3027547, 04.02.82 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТПРАВКИ И ПРИЕМА УПРАВЛЯЮЩЕЙ ИНФОРМАЦИИ НИСХОДЯЩЕЙ ЛИНИИ СВЯЗИ | 2014 |
|
RU2719357C2 |
| Вибрационный наклонный струйный аппарат | 1990 |
|
SU1752425A1 |
| US 3543381, 01.12.70 | |||
| US 3466907, 16.09.69 | |||
| КОМПОЗИЦИЯ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2012 |
|
RU2486844C1 |
| КЛАПАННОЕ УСТРОЙСТВО ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2348784C2 |
| Способ изготовления непрерывного трубчатого электрода с порошкообразным наполнением для ручной и полуавтоматической электрической сварки и наплавки | 1952 |
|
SU94543A1 |

