Изобретение относится к области неразрушающего контроля методом акустической эмиссии (АЭ) и может быть использовано для определения технического состояния поверхностного слоя изделий в целях выбора оптимальных видов и режимов поверхностной обработки, обеспечивающих максимальную работоспособность изделий.
Известен акустоэмиссионный способ определения свойств материала изделия, заключающийся в том, что нагружают контролируемое изделие, регистрируют сигналы АЭ, определяют напряжения, соответствующие максимуму и половине максимального значения активности излучения АЭ, и по соотношению этих напряжений судят о пластичности материала.
Известен также способ контроля прочности материалов изделий, заключающийся в том, что изделие нагружают, выдерживают при постоянной незагрузке, принимают сигналы АЭ, выдержку изделия при постоянной нагрузке осуществляют до прекращения сигналов АЭ, а параметры затухания сигналов АЭ определяют по времени моментом прекращения изменения нагрузки и моментом прекращения сигналов АЭ.
Недостатком известных способов является невозможность определения состояния поверхностного слоя изделий, обусловленная тем, что реализация известv4 О
««л
ных способов не позволяет выделить сигнэ- лы АЭ, вызванные процессами, происходящими в поверхностных слоях материала изделий.
Наиболее близким по технической сущности к предлагаемому является акустоэ- миссионный способ контроля изделий по параметрам АЭ, заключающийся в том, что нагружениё осуществляют по схеме чистого изгиба, изменяют величину прогиба до напряжений в нагруженном слое, близких к значению предела текучести, регистрируют интенсивность сигналов АЭ, по которой о наличии дефекта, а по величине прогиба -о глубине его залегания.
Недостатком известного способа является невысокая точность интегральной оценки состояния поверхностного слоя изделия, обусловленная тем, что реализация способа позволяет судить только о наличии дефектов в поверхностном слое. В тот же время факт отсутствия дефектов не определяет полностью техническое состояние поверхностного слоя,которое в значительной степени влияет на работоспособность изделия..
Целью изобретения является повышение информативности за счет определения не только дефектов, но и начала микротекучести в поверхностном слое изделий.
Поставленная цель достигается тем, что согласно акустоэмиссионному способу контроля изделий, заключающемуся в том, что изделие нагружают изгибом до предела текучести и регистрируют напряжения и сигналы акустической эмиссии, по которой судят о состоянии поверхностного слоя изделия, нагружениё изгибом осуществляют
Г,.
К a j + С
А -Кадэ
0« А
(7Т -
(СП -СГДЭ) + К(7АЭ +С
ступенчато, регистрацию акустической эмиссии осуществляют между ступенями нагружения, а в качестве параметра акустической эмиссии используютсуммарнуюакустическую эмиссию, регистрируют зависимость суммарной акустической эмиссии от напряжения, по параметрам точки излома которой судят р начале микротёкучести поверхностного слоя. .
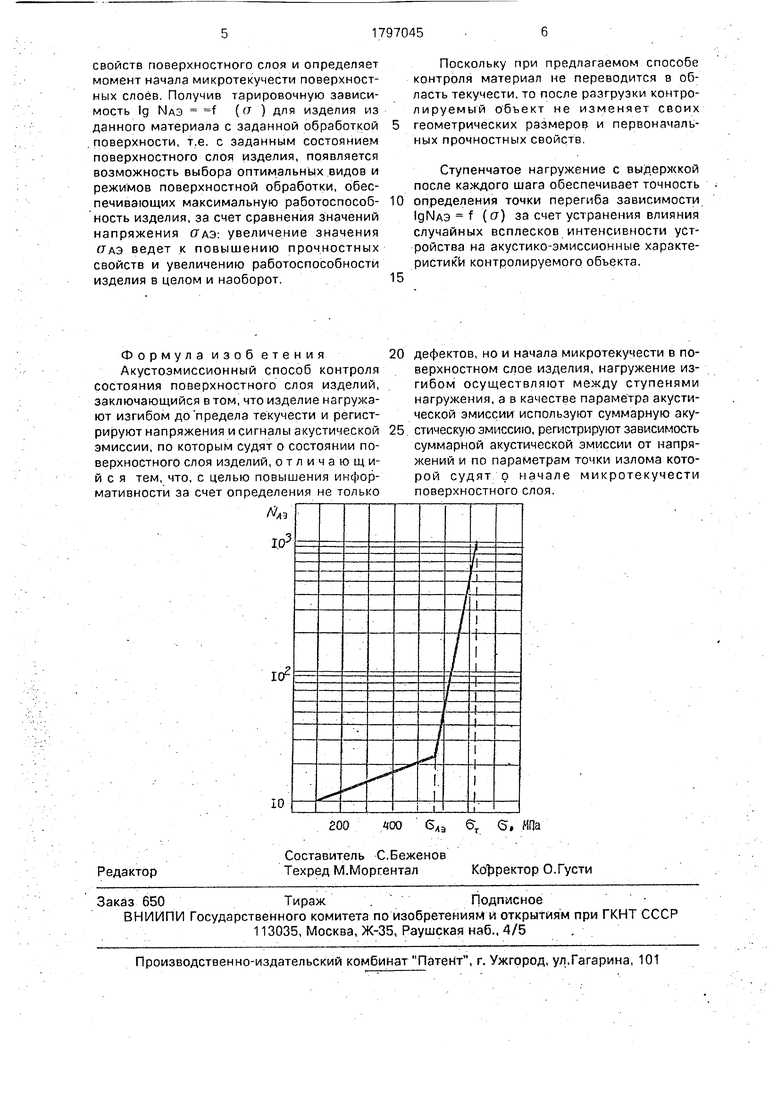
На чертеже представлена зависимость суммарной АЭ от напряжений в поверхностном слое образца из жаропрочного сплава на никелевой основе при ступенчатом на- гружении в полулогарифмических координатах.
Акустоэмиссионный способ контроля состояния поверхностного слоя изделия осуществляется следующим образом.
С целью выявления-акустико-эмиссион- ной активности контролируемый объект нагружают ступенчато по схеме чистого изгиба. Нагружениё осуществляют до напряжений в нагруженном слое, близких к
значению предела текучести материала, т.е. до нагрузки, превышение которой вызывает макропластическую деформацию поверхностных слоев материала. После каждого шага нагружения производят выдержку объекта
под нагрузкой, в течение которой осуществляют регистрацию и обработку сигналов АЭ по параметру интенсивность АЭ. Таким образом, при контроле одного объекта получают набор тестов, после обработки которых
строят интегральную зависимость суммарной АЭ в каждом тесте от напряжений в полулогарифмических координатах, которая может быть выражена формулой
АЭ а o
| название | год | авторы | номер документа |
|---|---|---|---|
| Акустоэмиссионный способ контроля изделий | 1984 |
|
SU1322141A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЯ ИЗ ХРУПКОГО МАТЕРИАЛА | 2005 |
|
RU2305281C2 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ прогнозирования стойкости к циклическим нагрузкам пластинчатых и тарельчатых пружин из рессорно-пружинной стали | 2020 |
|
RU2747473C1 |
| Способ определения стадий циклической усталости и остаточного ресурса металлических изделий | 2021 |
|
RU2772839C1 |
| Акустоэмиссионный способ определения границ стадий усталостного разрушения изделий | 1990 |
|
SU1747942A1 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ СЛЯБА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2012 |
|
RU2525584C1 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ ЭЛЕМЕНТОВ СВАРНОГО КОРПУСА ПОДВОДНОГО АППАРАТА | 2016 |
|
RU2617195C1 |
| Способ акустико-эмиссионной диагностики ответственных деталей тележек грузовых вагонов при эксплуатации | 2017 |
|
RU2667808C1 |
Изобретение относится к неразрушающему контролю методом акустической эмиссии (АЭ) и может быть использовано для определения технического состояния поверхностного слоя изделий в целях выбора оптимальных видов и режимов поверхностной обработки, обеспечивающих максимальную работоспособность изделий. Целью изобретения является повышение информативности контроля состояния поверхностного слоя изделий за счет определения начала микротекучести поверхностного слоя.Контролируемое изделие ступенчато нагружают по схеме чистого изгиба с выдержкой по времени после каждого шага, в течение которой регистрируют интенсивность АЭ. Изменяют величину прогиба до напряжения в нагруженном слое, близкого к значению предела текучести материала, По зависимости суммарной АЭ от напряжений в поверхностном слое определяют точку излома, соответствующую значению напряжения, при котором начинается микропластическая деформация поверхностных слоев, по которому судят о состоянии поверхностного слоя изделия. 1 ил. (Л С
где Мдэ- значение суммарной акустической эмиссии;
а - текущее значение напряжения;
сгдэ - значение напряжения, соответствующее началу изменения акустико-эмис- сионной активности материала;
стт - предел текучести А.С.К - коэффициенты, постоянные для данного материала.
Полученная интегральная экустико-эмис- сионная зависимость имеет два участка (см.фиг.1). Пологий участок (0 ff сгдэ) соответствует области упругости материи является идентичным для различных изделий из одного и того же материала. На этом участке увеличение напряжений в поверхностном слое сопровождается низкой акустоэмиссионной активностью. Интенсивное увеличение АЭ-параметров (на один- два порядка) на втором участке ({ТАЗ о сгт),вероятно, обусловлено процессами микропластической деформации, протекающими в поверхностных слоях материала. Значение напряжения сгдэ .соответствующее точке излома зависимости 1дМдэ f (т); зависит от интегральных
свойств поверхностного слоя и определяет момент начала микротекучести поверхностных слоев. Получив тарировочную зависимость Ig Мдэ f (T ) для изделия из данного материала с заданной обработкой .поверхности, т.е. с заданным состоянием поверхностного слоя изделия, появляется возможность выбора оптимальных видов и режимов поверхностной обработки, обеспечивающих максимальную работоспособность изделия, за счет сравнения значений напряжения сгдэ: увеличение значения СТАЗ ведет к повышению прочностных свойств и увеличению работоспособности изделия в целом и наоборот.
Формулаизобетения Акустоэмиссионный способ контроля состояния поверхностного слоя изделий, заключающийся в том, что изделие нагружают изгибом до предела текучести и регистрируют напряжения и сигналы акустической эмиссии, по которым судят о состоянии поверхностного слоя изделий, отличающийся тем, что, с целью повышения информативности за счет определения не только
0
5
Поскольку при предлагаемом способе контроля материал не переводится в область текучести, то после разгрузки контро- лируемый объект не изменяет своих геометрических размеров и первоначальных прочностных свойств.
Ступенчатое нагружение с выдержкой после каждого шага обеспечивает точность определения точки перегиба зависимости 1дМдэ f (а) за счет устранения влияния случайных всплесков интенсивности устройства на акустико-эмиссионные характеристики контролируемого объекта.
дефектов, но и начала микротекучести в поверхностном слое изделия, нагружение изгибом осуществляют между ступенями нагружения, а в качестве параметра акустической эмиссии используют суммарную акустическую эмиссию, регистрируют зависимость суммарной акустической эмиссии от напряжений и по параметрам точки излома которой судят о начале микротекучести поверхностного слоя.
| Акустоэмиссионный способ определения свойств материала изделия | 1985 |
|
SU1293634A1 |
| Способ контроля прочности материалов изделий | 1987 |
|
SU1467502A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Акустоэмиссионный способ контроля изделий | 1984 |
|
SU1322141A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
