Изобретение относится к области неразрушающего контроля и может быть использовано для комплексного контроля качества сварного шва рельсового стыка в условиях рельсосварочного предприятия, когда на первой стадии контроля используется метод акустической эмиссии (АЭ), а на последующих стадиях ультразвуковой контроль (УЗК), метод магнитной памяти металлов (МПМ) и выборочный контроль натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла.
Уровень техники известен из способа обнаружения и локации дефектов сварки, основанный на использовании акустико-эмиссионного метода, в режиме реального времени, в котором дефекты определяют по АЭ-сигналам выделенным из общей акустической информации путем фильтрации сигналов из зоны сварки по их заданной амплитуде, по заданной полосе частот и по времени прохождения сигнала от источников этих сигналов, до двух приемных преобразователя АС-сигналов (Патент US 4144766 от 20.03. 1979 г. МПК G01N 29/04).
Недостатком этого способа заключается в том, что он ориентирован на контроль автоматической сварки, в режиме реального времени, где предполагается, что два приемных преобразователя перемещаются по свариваемому объекту вместе с электродом. Остывающая часть шва, расположенная за пределами перемещающихся преобразователей, не попадает в контролируемую зону и соответственно теряется информация о возможных дефектах, образующихся при остывании этой части шва, и, кроме того, применяемая фильтрация сигналов по заданной величине пиковой амплитуды в заданной полосе частот не в состоянии отбраковывать эмиссию, характерную для процесса сварки, связанные с растрескиванием защитной шлаковой пленки, что может привести к ложной информации по дефектам. Данный способ не может быть реализован для контроля сварного шва рельсового стыка.
Известен способ контроля сварных стыков на рельсосварочном предприятии (РСП) на стадии сразу после процесса сваривания и снятия града. Показано, возможность акустико-эмиссионного контроля дефектного состояния объекта при использовании в качестве нагружающего воздействия - градиент температур, который возникает при остывании стыка рельсов на рельсосварочном предприятии сразу после сваривания и снятию грата по изменению потоковых характеристик сигналов АЭ. АЭ наблюдается в диапазоне температур остывания от 500°С до 100°С, что объясняются протеканием фазовых превращений в данном диапазоне температур (Муравьев В.В., Алексеев А.Б., Муравьев Т.В., Бехер С.А. Контроль сварных соединений акустико-эмиссионным методом в процессе остывания шва после сварки. // Материалы XVII российской научно-технической конференции «Неразрушающий контроль и диагностика». 5-11 сентября 2005 г. Екатеринбург. УПИ - ИФМ УрО РАН. 2005, Т2-35, Д331).
Недостаток предлагаемого способа заключается в том, что не вся информация потоковых характеристик сигналов АЭ может быть использована при анализе качества сварного шва. Это обусловлено технологией сварки стыков рельсовой плети на РСП. После сварки и снятия грата производится правка сварных стыков в горячем состоянии и последующая грубая шлифовка сварного стыка по всему контору. Информация, полученная акустико-эмиссионным методом в процессе остывания шва, после сварки и снятия грата, меняется, так как после сварки и снятия грата проводятся еще операции, которые могут внести дополнительные дефекты в сварной шов, что может привести к ложным выводам. Учитывая важность оценки качества сварного шва, который является особой зоной внимания в рельсовой плети, требующей всестороннего контроля на всех этапах сварки рельсов в плеть, не следует проводить контроль качества сварного шва каким либо одним методом.
Известен способ комплексного контроля качества сварных соединений, заключающийся в том, что на начальной стадии способа неразрушающего контроля используют метод акустической эмиссии, а на последующих стадиях - ультразвуковой методом контроля, при этом акустико-эмиссионный контроль выполняют в процессе сварки на стадии формирования и охлаждения сварного шва, выявляют акустоэмиссионно-активные области, а по окончании сварки неразрушающий контроль осуществляют другими методами в объеме, не превышающем объем акустоэмиссионно-активных областей (Патент RU №2102740, заявка 94021963 от 05.1994 г. МКИ G01N 29/04).
Недостаток данного способа заключается в том, что он не может быть использован в полном объеме при контроле сварного шва рельсового стыка, метод контроля акустической эмиссией используется в процессе сварки, который не позволяет дополнительно выявлять дефекты которые возникают в процессе других технологических процессов, следующих за процессом сварки рельсов, наиболее важным из которых является термическая обработка сварного шва.
Известен способ контроля качества сварных соединений рельсовых стыков, заключающийся в проведении сплошного контроля сварных стыков ультразвуковым методом и выборочного контроля соблюдения заданного режима сварки путем испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов (Технические условия ТУ0921-057-01124328-98. «Рельсы железнодорожные новые сварные». Москва 1998, «Транспорт», раздел 6, Метод контроля). Данный способ принят в качестве прототипа.
Контроль качества сварных стыков рельсов на рельсосварочных предприятиях (РСП) осуществляется автоматизированным многоканальным дефектоскопом ультразвукового контроля МИГ-УКС. Дефектоскоп производит проверку всего сечения рельса (в том числе перьев подошвы) 86-ю каналами контроля. Схема ультразвуковой проверки стыка делает возможным обнаружение дефектов различной формы и ориентации. Искательная система включает в себя пять блоков резонаторов, один из которых располагается на поверхности катания головки рельса, два на боковых поверхностях головки и два на верхних поверхностях перьев подошвы. Перед контролем сварного стыка производится автоматическая проверка наличия акустического контакта под каждым датчиком. Результаты контроля каждого стыка сохраняются в памяти дефектоскопа в виде протоколов. Программа отображения дефектоскопа МИГ-УКС позволяет просматривать и распечатывать протоколы контроля, содержащие подробную дефектоскопическую и служебную информацию по всем каналам и сформировать электронный паспорт плети http://pskovelectrosvar.ru/products/l_105/.
По данным на 2015 год количество изломов рельсов находится на весьма низком уровне (не более 60 изломов в год), одним из главных источников риска для безопасности движения поездов являются случаи внезапных изломов рельсов из-за развития в них дефектов. По результатам последних статистических данных Центральной дирекции инфраструктуры ОАО «РЖД» за период 2010-2015 годы наиболее проблемными являются случаи изломов рельсов в зоне сварных стыков рельсов (более 35%), из-за поперечных трещин в головке (25%), из-за трещин коррозионного происхождения в подошве рельсов по коду 69 (20%). http://www.radioavionica.ru/activities/sistemy-nerazrushayushchegokontrolya/articles/files/razrab/st_2016_1.pdf
Увеличенное количество изломов по сварке, можно объяснить ежегодным увеличением полигона бесстыковых путей (до 70% протяженности главных путей), а так же не возможностью существующего способа контроля, указанного в прототипе, выявить все дефекты, в том числе скрытые дефекты сварного шва, которые проявляются в процессе эксплуатации и приводят к изломам рельсов.
Задачей заявляемого технического решения является повышение качества и надежности сварного шва рельсового стыка.
В процессе решения поставленной задачи достигается технический результат, заключающийся в выявлении зон хрупких закалочных структур (мартенсит) в металле сварного шва головки рельса не равнопрочных с материалом цельных рельсов, приводящих к возникновение термических напряжений имеющих повышенную твердость, которые могут образовываться на стадии термообработки сварных стыков в процессе воздушно-водяного охлаждения сварного шва рельсового стыка.
Технический результат достигается способом комплексного контроля качества сварного шва рельсового стыка, заключающийся в проведении сплошного контроля сварных стыков ультразвуковым (УЗК) методом и выборочного контроля соблюдения заданного режима сварки путем испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов, отличающийся тем, что дополнительно проводят сплошной контроль на наличие зон с мартенситной структурой металла в сварном шве, акустико-эмиссионным (АЭ) методом на стадии термообработки сварных стыков в процессе воздушно-водяного охлаждения сварного шва, одновременно контролируют температуру остывания сварного шва, и контроль, методом магнитной памяти металла (МПМ), сварных швов на головке и на перьях подошвы рельса, при этом, заключение о режимах сварки рельсового стыка, параметрах термической обработки сварного стыка делают на основании анализа результатов полученных от всех видов контроля, МПМ проводят определение зон концентрации напряжений (ЗКН) в зоне термического влияния (ЗТВ) сварного шва, по собственному магнитному полю рассеяния (СМПР) путем сканировании датчиком магнитометра вдоль сварного шва поверхности головки рельса, и перьев подошвы рельсов, в ЗКН определяют Hp - напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния Hp (dHp/dx), где х - линия обследования в ЗКН, полученную информацию хранят как исходную, далее проводят повторную диагностику в плети в ЗКН с определением Hp и его градиента dH/dx, при прохождении по пути 50-150 млн. тонн груза, полученную информацию хранят как полученную после прохождения по пути 50-150 млн. тонн, сравнивают полученные данные с исходными данными, полученными ранее, в случае роста параметров МПМ данные определят как максимально предрасположенные к разрушению, выявленные сварные швы подвергают дополнительному комплексному периодическому контролю, в случае устойчивого повышения параметров МПМ и при обнаружения дефекта другим методами неразрушающего контроля проводят вырезание шва. Кроме этого, контроль акустико-эмиссионным (АЭ) методом проводят при температуре от 500°С, датчики АЭ устанавливают симметрично относительно сварного шва с двух сторон на расстоянии не менее 700 мм, датчики контроля A3 устанавливают на головке рельса, наличие зон с мартенситной структурой и зон с повышенной концентрацией механических напряжений в сварном шве рельсового стыка оценивают на основе анализа полученных параметров АЭ контроля, метода МПМ, УЗК и выборочного контроля натурных испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов, методом ультразвукового контроля контролируют:
- число импульсов АЭ
- активность АЭ,
- суммарный счет АЭ,
- скорость суммарного счета АЭ,
- амплитуду акустического сигнала.
Одним из дефектов скрытого типа, который не определяется УЗК, является хрупкая закалочная структура (мартенсит) в металле головки рельса в области сварного шва, с твердостью, превышающей твердость основного металла рельсов, который может приводить к разрушению сварного шва в процессе эксплуатации. Образование в сварных швах рельсов зон, не равнопрочных с материалом цельных рельсов, приводит возникновение термических напряжений. При эксплуатации рельсов бесстыкового пути с таким дефектом сварного соединения происходит выкрашивание областей металла с закалочными структурами с последующим изломом.
В закаленном слое сварного шва не должно быть структур перегрева, участков мартенсита, закалочных трещин. Образование мартенсита в поверхностном слое металла головки сварного стыка рельсов происходит вследствие превышения скорости охлаждения металла (выше 40°С/с) при закалке в струях воды не распыленных воздухом под давлением. Такие явления могут происходить по различным техническим причинам, включая засорения форсунок закалочного устройства, изменение давления подачи охлаждающей среды, нарушение временного режима термообработки и др. Для рельсовых сталей содержащих углерод в своем составе в количестве (0,71-0,82)% процесс начала мартенситного превращения начинается при температуре Мн=(250-300)°С, и может продолжаться даже при отрицательных температурах. https://malishev.info/exams/matved/sem2/44/
В предлагаемом техническом решении предлагается акустико-эмиссионный контроль проводить при охлаждении сварного шва с температуры равной 500°С, что позволит дополнительно контролировать возникновение микротрещин термического происхождения.
Предлагается регистрировать следующие параметры АЭ:
- число импульсов АЭ NΣ;
- активность АЭΣ, 1/с;
- суммарный счет АЭ N;
- скорость суммарного счета N, 1/с
- амплитуда акустического сигнала, А, дБ.
Мартенситные превращения в сталях вызывают интенсивную АЭ с высокой амплитудой, тогда как при ферритных, перлитных, бейнитных превращениях интенсивность АЭ низкая с малой амплитудой. Это объясняется тем, что мартенситные превращения происходят при относительно низкой температуре с высокой скоростью, близкой к скорости сдвиговых волн.
Мартенсит выделяется высокой твердостью по сравнению с остальными фазами. Структура мартенсита имеет блочный характер с малыми размерами блоков. В случае воздействия пластической деформации выделяются мельчайшие твердые частицы, блокирующие скольжение слоев относительно друг друга и повышающие твердость сплава. Как следствие, образование мартенсита сопровождается значительным изменением свойств стали в объеме. Это проводит к нежелательному повышению напряженности в структуре стали, которая впоследствии может стать очагом зарождения микротрещин.
Все дефекты, появляющиеся в сварных швах соединений рельсов на этапе изготовления, являются концентраторами напряжений. Однако не все эти концентраторы напряжений развиваются в процессе термической обработки, так как плотности механической энергии в зоне концентрации напряжений может быть недостаточно, чтобы обеспечить развитие дефекта до такой степени, что бы он мог быть обнаружен УЗК методом и АЭ методом. Но эти концентраторы напряжений могут начинать развиваться в процессе эксплуатации рельсов в результате изгибных колебаний рельсов, и достигать концентрации напряжений приводящих к образованию микротрещин, их подрастанию до разрушения (излома) рельсов. Определение параметров дефектов при одновременной оценке их напряженного состояния является основной задачей метода МПМ (ГОСТ Р 52005-2003. Контроль неразрушающий. Метод магнитной памяти металла. Общие требования).
Поиск и определение в сварном шве рельсового стыке «слабого звена»: зон с высокой неоднородностью напряженно-деформированного состояния или зон концентрации напряжений (ЗКН) важно как при контроле режимов изготовления сварных соединений, т.е. непосредственно сварки, так и для оптимизации дальнейших технологических процессов, и при их эксплуатации.
В предлагаемом техническом решении предлагается помимо акустико-эмиссионного (АЭ) контроля дополнительно проводить контроль сварного шва в районе головки и подошвы рельса методом МПМ в зоне термического влияния сварного шва. Метод МПМ основанный на анализе распределения собственного магнитного поля рассеяния (СМПР) на поверхности изделий с целью определения ЗКН, дефектов и неоднородности структуры металла и сварных соединений. СМПР возникает на поверхности изделия в зонах скопления дислокаций под действием рабочих или остаточных напряжений и в зонах максимальной неоднородности структуры металла. Путем считывания СМПР, отображающего остаточную намагниченность, сформировавшуюся естественным образом в процессе сварки, производится оценка фактического состояния сварного шва с учетом структурной неоднородности, распределения остаточных напряжений и дефектов сварки. Проводят определение зон концентрации напряжений (ЗКН) в зоне термического влияния (ЗТВ) сварного шва, по собственному магнитному полю рассеяния (СМПР) путем сканировании датчиком магнитометра вдоль сварного шва поверхности головки рельса, и перьев подошвы рельсов, в ЗКН определяют Hp -напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния Hp (dHp/dx), где х - линия обследования в ЗКН, полученную информацию хранят как исходную, далее проводят повторную диагностику в плети в ЗКН с определением Hp и его градиента dH/dx вдоль сварного шва, далее проводят повторную диагностику плети в ЗКН с определением вышеуказанных параметров при прохождении по пути 50-150 млн. тонн груза, полученную информацию хранят как полученную после прохождения по пути 50-150 млн. тонн, сравнивают полученные данные с исходными данными, полученными ранее, в соответствующих ЗКП, в случае роста параметров МПМ данные зоны определят как максимально предрасположенные к разрушению, выявленные ЗКН подвергают дополнительному контролю, периодически проводят такой контроль, при этом в случае устойчивого повышения параметров МПМ проводят его устранение.
Реализация предлагаемого способа. Исследование параметров АЭ.
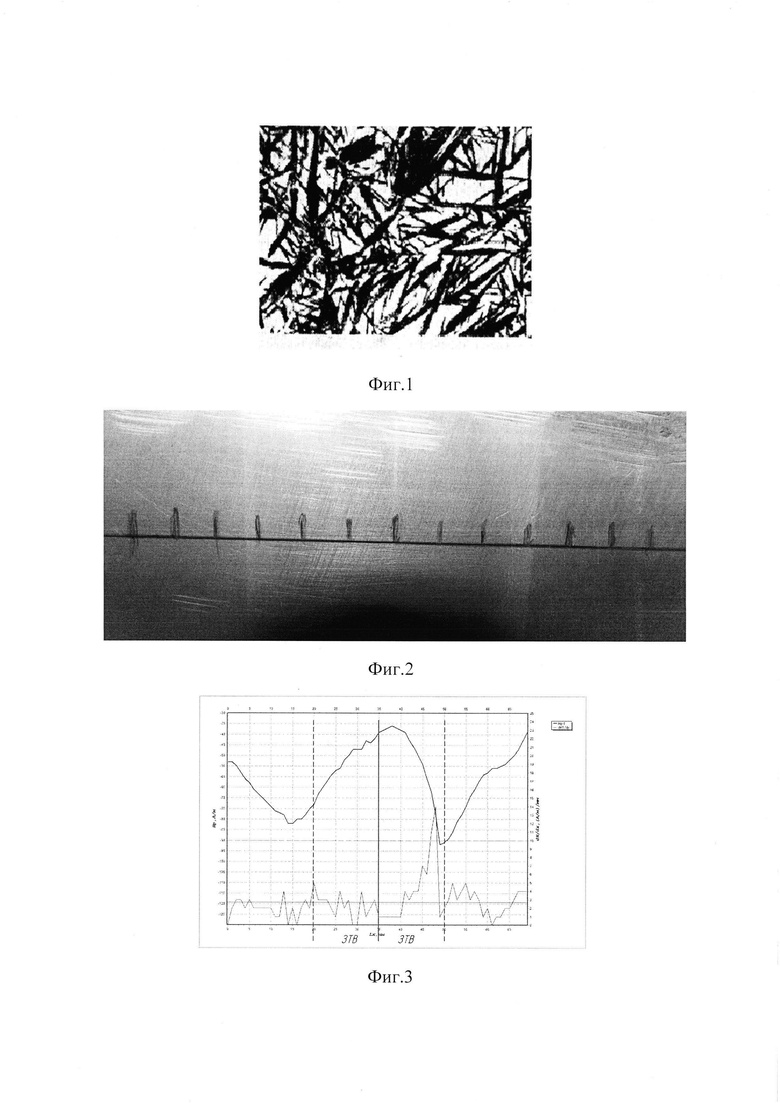
В лабораторных условиях были изготовлены образцы из рельсов, от рельса отрезалась головная часть. Исследования проводили на головной части рельса. Образец имел в средней части бездефектный сварной шов, изготовленный в условиях РСП и прошедший УЗК. Выявленных дефектов УЗК не наблюдалось. Термообработка сварных швов в условиях СРП не проводилась. На подготовленных образцах индукционным способом нагревали зоны сварного шва до температуры 600°С и проводили охлаждение с различной скоростью. Для охлаждения использовали: сжатый воздух, воду с различной температурой нагрева. Для регистрации сигналов АЭ использовался портативный акустико-эмиссионный диагностический комплекс «Эксперт 2014», производство Научно-производственного объединения «Алькор». Уровень собственных пиковых шумов комплекса, не более 20 дБ. В зависимости от акустических шумов, возникавших при испытаниях, порог регистрации сигналов АЭ устанавливался в пределах от 20 до 60 дБ. Структуру сплава исследовали на электронном Микроскопе "МЕТАМ РВ-21-2. На рис. 1 приведена структура мартенсита полученного при охлаждении холодной водой.
В таблице 1 представлены результаты эксперимента.
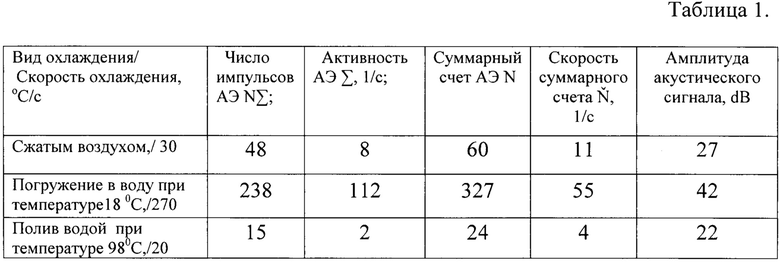
Суммарный счет и скорость суммарного счета АЭ - это характеристики, эквивалентные числу импульсов и активности. При вычислении суммарного счета и его скорости определяется суммарное количество превышений сигналом порогового уровня в 20 дБ, а не количество импульсов. Это связано с тем, что область применения этих характеристик - анализ непрерывной АЭ, в сигнале которой невозможно однозначно выделить импульсы. Суммарный счет - это число зарегистрированных превышений сигналом установленного уровня дискриминации за интервал наблюдения, а скорость суммарного счета - это отношение числа превышений к интервалу времени (число превышений, приведенных к единице времени). Суммарный счет несет информацию об интегральном образовании участков мартенсита, в процессе охлаждения сварного шва. Поскольку мартенситные превращения носят автокаталитический характер увеличении мартенситных пластин, то по информации суммарного счета судят о активности образования мартенсит пластин АЭ и определяют момент образования участков мартенсита. Максимум АЭ сигналов достигался при температуре на 50 градусов ниже температуры мартенситного превращения Мн. Сопоставляя максимум сигналов АЭ с графиком температуры остывания сварного шва судят о начале образования участков мартенсита. Скорость счета АЭ это отношение суммарного счета акустической эмиссии к интервалу времени наблюдения. За интервал времени скорости счета принята 1 сек, является производной от суммарного счета и отражает скорость развития образования участков мартенсита в материале в данный момент времени. Этот параметр регистрируют совместно с суммарным счетом, и они дополняют друг друга в процессе анализа результатов эксперимента.
Число импульсов АЭ это количество импульсов, зарегистрированных за определенный интервал времени, отсчитываемый от начала наблюдения. Число импульсов характеризует развитие эмиссионной способности источника АЭ во времени. Например, если число импульсов возрастает, то источник является активным. Если число импульсов является постоянной величиной, то источник пассивный. Сопоставляя температуру в области сварного шва с числом импульсов АЭ судим о процессе образования мартенсита. По зависимости числа импульсов от времени можно построить другой параметр, характеризующий свойства источника АЭ, - активность, которая является производной числа импульсов по времени. Активностью называют число импульсов АЭ, зарегистрированных за единицу времени. Для анализа результатов контроля в данном случае предпочтительнее использовать зависимость числа импульсов АЭ от времени. Амплитудное распределение сигналов АЭ, это распределение количества сигналов АЭ по их максимальным амплитудам, является одним из наиболее важных параметров АЭ температурной деформации, показывающее, какое число сигналов определенной амплитуды регистрируется при остывании сварного шва. По этому параметру судят о виде дефектов, включая образование термических трещин. Общее количество импульсов, зарегистрированных за определенный интервал времени, может характеризовать количество источников АЭ в материале сварного шва. Разделение же импульсов по амплитудным диапазонам позволяет условно классифицировать источники АЭ по физическим процессам, происходящим в материале сварного шва.
Необходимо отметить, что практически во всех терморежимах мартенситное превращение сопровождается большим числом акустических сигналов. При термонагружении исследуемых образцов, в температурных интервалах, где протекают мартенситные превращения, возрастает акустическое излучение. Максимум спектральной плотности акустического излучения при охлаждении сварного шва холодной водой лежит в диапазоне 100-300 кГц.
Сопоставление сигналов АЭ от образцов, подвергнутых охлаждению сварного шва с различной скоростью охлаждения, показывает, что высокая скорость охлаждения приводит к образованию мартенситной структуры, и чем свидетельствуют все параметры АЭ. Сигнал АЭ отражает процесс зарождения и развития мартенситной структуры. Возникновение и распространение сигналы АЭ, зависят от скорости охлаждения сварного шва. Чем выше скорость, тем больше амплитуда импульса, увеличены число импульсов и скорость суммарного счета.
Предлагаемый способ контроля обеспечивает обнаружение и регистрацию дефектов в виде образования мартенситных структур и при может быль использован при оценке степени опасности скрытых дефектов, например, наличие мартенситных структур в зоне сварного шва на головке сваренных рельсов которые не фиксируются УЗК. Набрав статистику, можно будет определить браковочный уровень мартенсита в материале, который не определяется УЗК.
Исследование параметров МПМ.
Сварные стыки рельсов изготовлены в РСП-19 (г. Хабаровск) из рельсов Р65. Длина образцов 1300 мм. Сталь - Э76ХФ. Класс рельсов - ДТ350. Рельсы изготовлены в январе 2017 г. Новокузнецким МК.
Сварные стыки изготовлены с двумя видами дефектов: дефект «Холодная сварка», дефект «Рыхлость». Один стык сварен без дефектов «Эталон». Дефект «Рыхлость» достигался величиной осадки, дефект «Холодная сварка» образованы не параллельностью свариваемых торцов Сварные стыки рельсов были проверены УЗК. Обследование показало, что дефектов в виде несплошностей (трещин, пузырей и т.д.) в образцах не обнаружено. Рельсы сварены на электроконтактной сварочной машине К-1000, стыки зачищены от грата. Термообработка не проводилась. Для определения величины ЗТВ все стыки зачищались в зоне шва и протравливались 4% раствором азотной кислоты на спирту. Характерный вид ЗТВ показан на фиг. 2, шаг сетки на фигуре 5 мм. Зона термического влияния ЗТВ на образцах имеет ширину 65-70 мм зона шва 1,5-2,0 мм. Исследование параметров МПМ проводили на приборе ИКНМ-2ФП с одноканальным сканирующим устройством. Контроль осуществляется без специального намагничивания в ручном режиме, для точной геометрической привязки результатов сканирования ко шву и зонам термического влияния магнитограммы снималась на каждом стыке в месте травления.
На фиг. 3 представлены результаты сканирования методом МПМ сварного стыка «Холодная сварка» по границе ЗТВ и основного материала головки рельса.
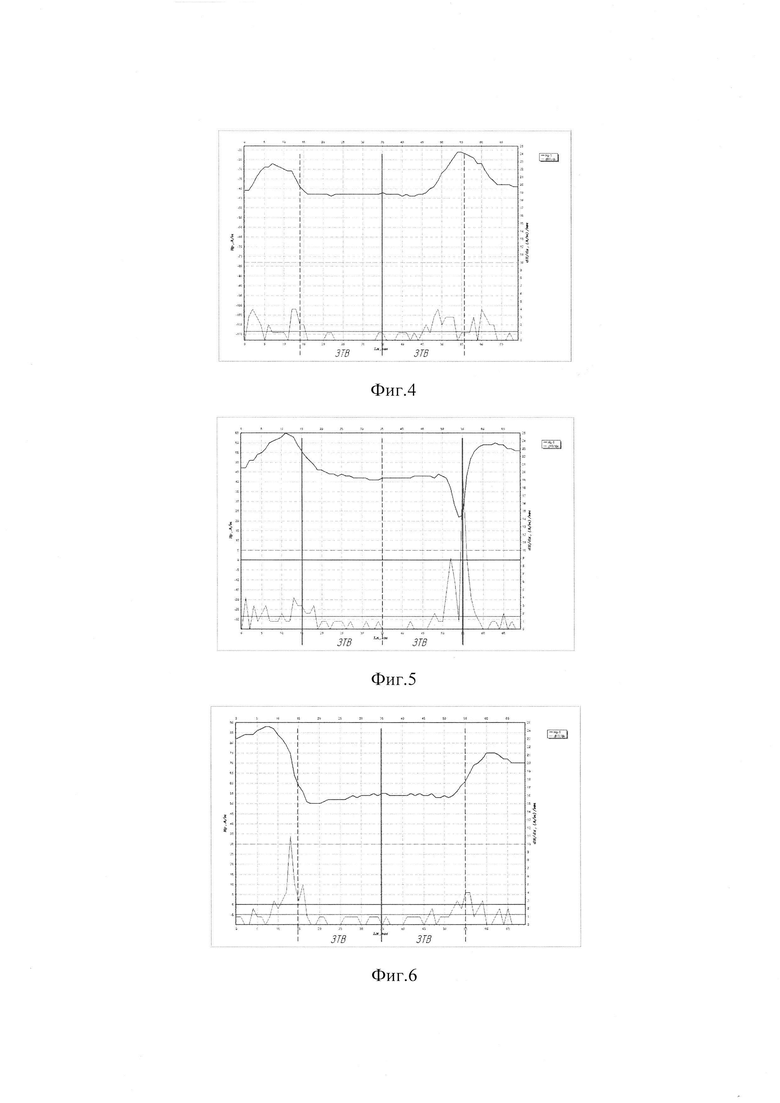
На фиг. 4 представлены результаты сканирования методом МПМ сварного стыка «Холодная сварка» по границе ЗТВ и основного материала пера подошвы.
На фиг. 5 представлены результаты сканирования методом МПМ сварного стыка «Рыхлость» по границе ЗТВ и основного материала головки рельса.
На фиг. 6 представлены результаты сканирования методом МПМ сварного стыка «Рыхлость» по границе ЗТВ и основного материала пера подошвы.
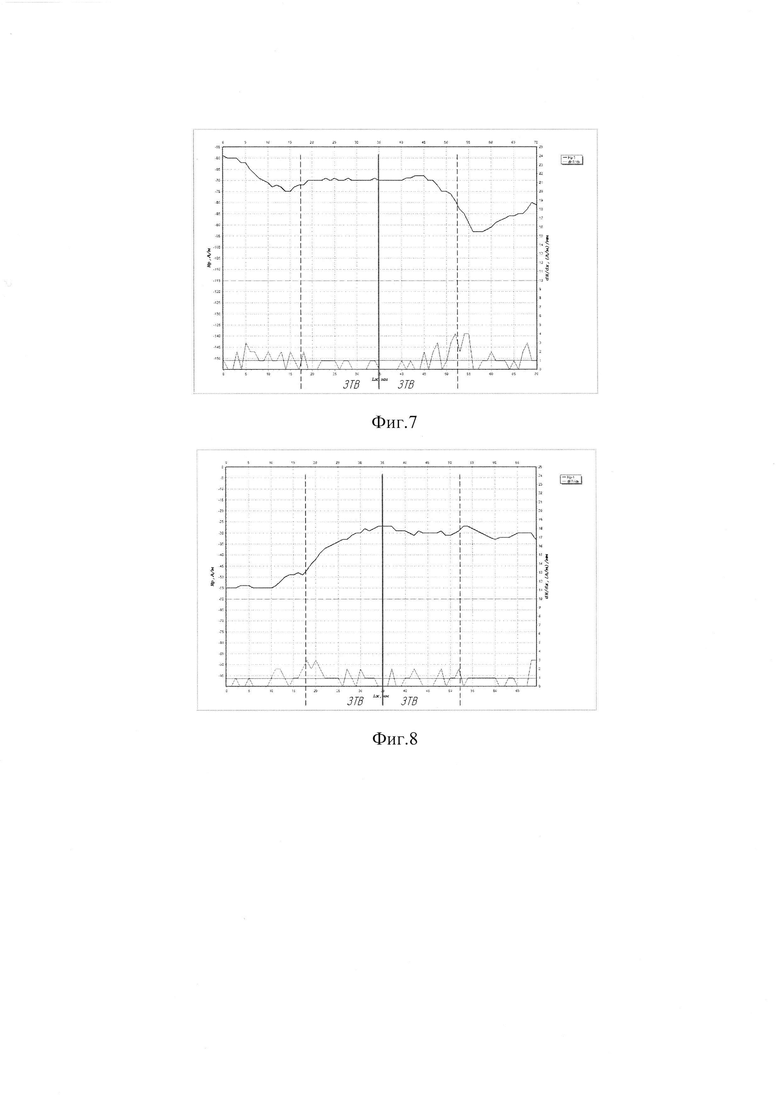
На фиг. 7 представлены результаты сканирования методом МПМ сварного стыка «Эталон» по границе ЗТВ и основного материала головки рельса.
На фиг. 8 представлены результаты сканирования методом МПМ сварного стыка «Эталон» по границе ЗТВ и основного материала пера подошвы.
В таблице 2 представлены результаты сканирования сварных стыков, имеющих различные условия сварки.
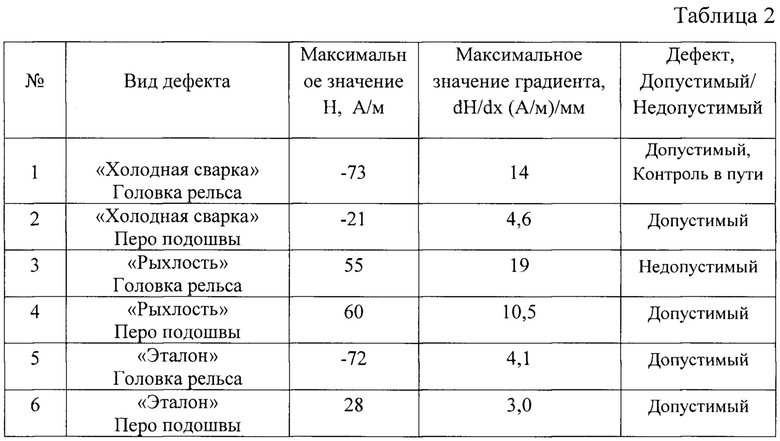
На рис. 3-8 и в таблице 2 показано распределение поля Hp и его градиента dH/dx вдоль сварного шва. Выявленные ЗКН по границам ЗТВ и основного материала рельса характеризуются знакопеременным распределением поля Hp.Максимальные значениями градиента поля dH/dx наблюдаются у сварного стыка с дефектом «Рыхлость», минимальные значения у сварного шва «Эталон». Из полученных значений по максимальному значению градиента магнитного поля рассеяния, dH/dx и максимальному значение напряженности магнитного поля, Н определено, что сварной стык под номером 1 в таблице имеющий магнитограмму показанную на фиг. 2 допустим к эксплуатации, но требует контроля. В дальнейшем полученная информация хранится как исходная, далее проводят повторную диагностику в плети в ЗКН с определением Hp и его градиента dH/dx вдоль сварного шва, с определением вышеуказанных параметров при прохождении по пути 50-150 млн. тонн груза, полученную информацию хранят как полученную после прохождения по пути 50-150 млн. тонн, сравнивают полученные данные с исходными данными, полученными ранее, в соответствующей ЗКН, в случае роста параметров МПМ данная зона определяется как максимально предрасположенная к разрушению, выявленный сварной стык подвергают дополнительному периодическому контролю, при этом в случае устойчивого повышения параметров МПМ проводят его удаление.
Анализ представленных результатов показывает, что метод МПМ позволяет выявить скрытые дефекты которые не выявляются методом УЗК. Комплексное исследование сварного шва на различных стадиях технологического процесса сварки рельсов с дополнительным сплошным контролем на наличие зон с мартенситной структурой металла в сварном шве, акустико-эмиссионным методом на стадии термообработки сварных стыков в процессе воздушно-водяного охлаждения зоны головки рельса, при контроле температуру остывания сварного шва, и контроле методом магнитной памяти металла (МПМ) сварных швов на головке и на перьях подошвы рельса позволит максимально снизить вероятность установки сваренных рельсов в путь, имеющих дефекты в сварном стыке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ДИАГНОСТИКИ СВАРНЫХ ШВОВ РЕЛЬСОВ БЕССТЫКОВОГО ПУТИ И ПРИБОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2742599C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ КОНТРОЛЯ РЕЛЬСОВЫХ ПЛЕТЕЙ БЕССТЫКОВОГО ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2011 |
|
RU2454344C1 |
| Способ контактной стыковой сварки рельсов | 2016 |
|
RU2641586C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2019 |
|
RU2725821C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ РЕЛЬСОВЫХ ПЛЕТЕЙ МЕТАЛЛИЧЕСКОГО МОСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2284519C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2020 |
|
RU2743440C1 |
| Способ соединения рельсов | 2016 |
|
RU2663759C2 |
| СПОСОБ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2781344C1 |
| Способ определение наличия и координат напряжений в околошовных зонах трубопроводов методом измерения скорости прохождения ультразвуковой волны | 2017 |
|
RU2653955C1 |
Использование: для комплексного контроля качества сварного шва рельсового стыка. Сущность изобретения заключается в том, что осуществляют проведение сплошного контроля сварных стыков ультразвуковым (УЗК) методом и выборочного контроля соблюдения заданного режима сварки путем испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов, при этом дополнительно проводят сплошной контроль на наличие зон с мартенситной структурой металла в сварном шве, акустико-эмиссионным (АЭ) методом на стадии термообработки сварных стыков в процессе воздушно-водяного охлаждения сварного шва, одновременно контролируют температуру остывания сварного шва, и контроль, методом магнитной памяти металла (МПМ), сварных швов на головке и на перьях подошвы рельса, при этом заключение о режимах сварки рельсового стыка, параметрах термической обработки сварного стыка делают на основании анализа результатов, полученных от всех видов контроля, МПМ проводят определение зон концентрации напряжений (ЗКН) в зоне термического влияния (ЗТВ) сварного шва, по собственному магнитному полю рассеяния (СМПР) путем сканирования датчиком магнитометра вдоль сварного шва поверхности головки рельса и перьев подошвы рельсов, в ЗКН определяют Hp - напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния Hp (dHp/dx), где х - линия обследования в ЗКН, полученную информацию хранят как исходную, далее проводят повторную диагностику в плети в ЗКН с определением Hp и его градиента dH/dx, при прохождении по пути 50-150 млн. тонн груза, полученную информацию хранят как полученную после прохождения по пути 50-150 млн. тонн, сравнивают полученные данные с исходными данными, полученными ранее, в случае роста параметров МПМ данные определяют как максимально предрасположенные к разрушению, выявленные сварные швы подвергают дополнительному комплексному периодическому контролю, в случае устойчивого повышения параметров МПМ и при обнаружении дефекта другими методами неразрушающего контроля проводят вырезание шва. Технический результат: обеспечение возможности выявления зон хрупких закалочных структур (мартенсит) в металле сварного шва головки рельса. 4 з.п. ф-лы, 8 ил., 2 табл.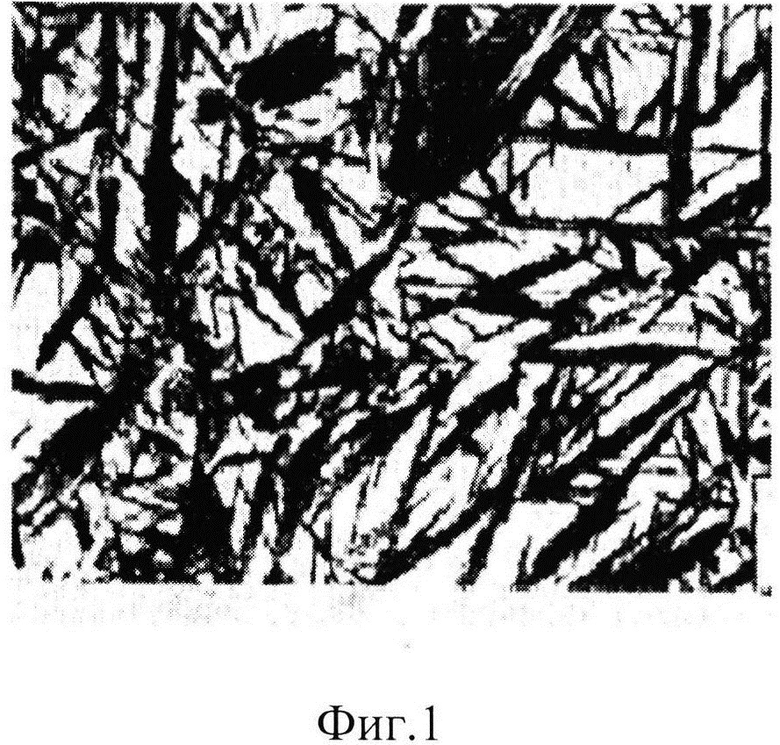
1. Способ комплексного контроля качества сварного шва рельсового стыка, заключающийся в проведении сплошного контроля сварных стыков ультразвуковым (УЗК) методом и выборочного контроля соблюдения заданного режима сварки путем испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов, отличающийся тем, что дополнительно проводят сплошной контроль на наличие зон с мартенситной структурой металла в сварном шве, акустико-эмиссионным (АЭ) методом на стадии термообработки сварных стыков в процессе воздушно-водяного охлаждения сварного шва, одновременно контролируют температуру остывания сварного шва, и контроль, методом магнитной памяти металла (МПМ), сварных швов на головке и на перьях подошвы рельса, при этом заключение о режимах сварки рельсового стыка, параметрах термической обработки сварного стыка делают на основании анализа результатов, полученных от всех видов контроля, МПМ проводят определение зон концентрации напряжений (ЗКН) в зоне термического влияния (ЗТВ) сварного шва, по собственному магнитному полю рассеяния (СМПР) путем сканирования датчиком магнитометра вдоль сварного шва поверхности головки рельса и перьев подошвы рельсов, в ЗКН определяют Hp - напряженность магнитного поля, А/м, и градиент магнитного поля рассеяния Hp (dHp/dx), где х - линия обследования в ЗКН, полученную информацию хранят как исходную, далее проводят повторную диагностику в плети в ЗКН с определением Hp и его градиента dH/dx, при прохождении по пути 50-150 млн. тонн груза, полученную информацию хранят как полученную после прохождения по пути 50-150 млн. тонн, сравнивают полученные данные с исходными данными, полученными ранее, в случае роста параметров МПМ данные определяют как максимально предрасположенные к разрушению, выявленные сварные швы подвергают дополнительному комплексному периодическому контролю, в случае устойчивого повышения параметров МПМ и при обнаружении дефекта другими методами неразрушающего контроля проводят вырезание шва.
2. Способ по п. 1, отличающийся тем, что контроль акустико-эмиссионным (АЭ) методом проводят при температуре от 500°С, датчики АЭ устанавливают симметрично относительно сварного шва с двух сторон на расстоянии не менее 700 мм.
3. Способ по п. 1, отличающийся тем, что датчики контроля АЭ устанавливают на головке рельса.
4. Способ по п. 1, отличающийся тем, что наличие зон с мартенситной структурой и зон с повышенной концентрацией механических напряжений в сварном шве рельсового стыка оценивают на основе анализа полученных параметров АЭ контроля, метода МПМ, УЗК и выборочного контроля натурных испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов.
5. Способ по п. 1, отличающийся тем, что методом ультразвукового контроля контролируют:
- число импульсов АЭ,
- активность АЭ,
- суммарный счет АЭ,
- скорость суммарного счета АЭ,
- амплитуду акустического сигнала.
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ | 1994 |
|
RU2102740C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СТЫКОВ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528586C2 |
| Способ контроля качества сварных стыков рельсов | 1989 |
|
SU1629837A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
| JPS 6243565 A, 25.02.1987 | |||
| US 4144766 A, 20.03.1979. | |||

