Изобретение относится к обработке металлов резанием и может быть использовано для нарезания винтовых канавок на цилиндрических поверхностях деталей и зубьев колес смешанных конических передач в серийном и массовом производствах.
Цель изобретения заключается в расширении технологических возможностей инструмента за счет использования при нарезании различных видов зубчатых колес.
На фиг.1 изображена фреза, общий вид; на фиг.2 - разрез А-А на фиг. 1.
Фреза содержит корпус 1. на цилиндрической поверхности которого с помощью винтов 2 закреплен кулачок 3 - опорная база взаимозаменяемых режущих элементов 4, которые вставлены в радиальные пазы сепаратора 5. Сепаратор и ступица соединены винтами б и штифтом 7. Элементы закреплены винтами 8 с качающимися пятами 9. В направлении оси фрезы различное положение ножей обеспечивается за счет различной глубины Hi пазов, сепаратора с номерами i.
Профиль кулачка, контактирующий с торцами регулировочных винтов, ввернутых при настройке в державку ножа, выполнен в виде одной дуги эвольвенты, если вершины режущих кромок должны быть размещены с равномерным подъемом, или в виде сочетания нескольких дуг. пересекающихся в зоне между соседними зубьями.
В пределах одного участка профиля с номером т; т.е. в пределах одной дуги параметр эвольвенты - радиус основной окружности rbm не изменяется. Необходимая величина подьема (конструктивной подачи) - приращения радиального размера при переходе к следующему ножу устанавливается аналитически или экспериментально.
Радиусы гы,гь2,...гьт для каждой группы зубьев определяют по формуле(1), вычислив предварительно угловой шаг зубьев
-In
r-ZT
где 2ф - число режущих элементов;
Радиус чернового ножа находят по формуле
р Ri -t -L, где Нф - номинал максимального радиального размера (радиуса профилирующего элемента), устанавливаемый из конструктивных соображений. Обычно его принимают равным максимально допустимому радиусу инструмента в соответствии с паспортом зубофрезерного станка; .
t - глубина винтоврй канавки или впади ны между зубьями .с учетом установочного зазора;
L - длина режущих элементов, обеспечиваемая настройкой вне фрезы,
Радиусы pi , рз...р для режущих элементов первой группы вычисляют по форму- ле (2), принимая , ,2...zi. Первый нож условно рассматривают как нулевую группу и принимают , , поэтому второе слагаемое для первой группы равно 0, т.е. pi .i pi + ARi; /эз /92.1 /9i +2ARfj
/Эг + 1 pz,i р +zrARi,
Аналогичным образом находят радиусы для других участков.
В соответствии со значениями радиусов гьт, Pim осуществляют шлифование профиля кулачка на станках с ЧПУ или на плоскопараллельных станках по методу касательных.. При этом наличие эвольвентных участков позволяет выполнять обработку производящей линией инструмента при прямо пропорциональной зависимости между углами поворота кулачка и прямолинейными перемещениями шлифовального
круга.
Это упрощает программирование и обработку профиля, уменьшает вероятность ошибок и способствует повышению точности инструмента.
Фреза устанавливается на оправке на
шпинделе зубофрезерного станка так, что профилирующий нож, например с номером 16, если фреза имеет 16 ножей, лежит на межцентровом перпендикуляре. Первым вступает в работу черновой нож с номером
1, наиболее удаленный в направлении оси фрезы от профилирующего ножа. Затем в работу вступает второй, третий, .... пятнадцатый ножи. Последним вступает в работу профилирующий нож, причем радиальный
размер увеличивается от минимальной величины у первого ножа до максимальной величины у профилирующего ножа.
Фреза с дисковым кулачком проще в изготовлении, так как отпадает необходи
мость в подкладках для радиальной настройки, в винтах, крепящих эти подкладки, и в их подтягивании, подгонке подкладок. Благодаря уменьшению числа стыков повышается жесткость фрезы, что создает предпосылки для дополнительного повышения стойкости и увеличения режимов резания. Формула изобретения Сборный зубообрабаты-вающий инструмент, в пазах корпуса которого режущие элементы размещены с возможностью контактирования торцовой поверхностью с дисковым копиром, установленным соосно с корпусом, отличающийся тем, что, с целью расширения технологических возможностей за счет использования инструмента при нарезании различных видов колес, использован дисковый копир с наружной профилирующей цилиндрической поверхностью, очерченной дугами эвольвент с радиусами гьт основных окружностей и радиусами кривизны р.твточках контакта с режущими элементами, определяемыми по зависимостям
, г Ьт
m - 1
+ j:ARm+E ARK-ZK,
k 0
где m - порядковый номер участка на профиле кулачка и соответствующей группы режущих элементов;я
- порядковый номер режущего элемента в пределах группы;
т- угловой шаг режущих элементов; ARm RrRi-i - приращение радиально- го размера элементов R (расстояния от вершины режущего элемента до оси фрезы) при переходе от элемента с номером I-T к ножу с номером i, принадлежащему группе с номером m (по аналогии с протяжками его можно называть конструктивной подачей); p - радиус кривизны в зоне контакта кулачка с первым элементом, который условно относят к группе к номером и приращением
ZK число режущих элементов в группе с номером К;
Д RK - конструктивная подача режущего элемента с номером К.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки контура дисковых кулачков | 1982 |
|
SU1143524A1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| Фреза | 1982 |
|
SU1050814A1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
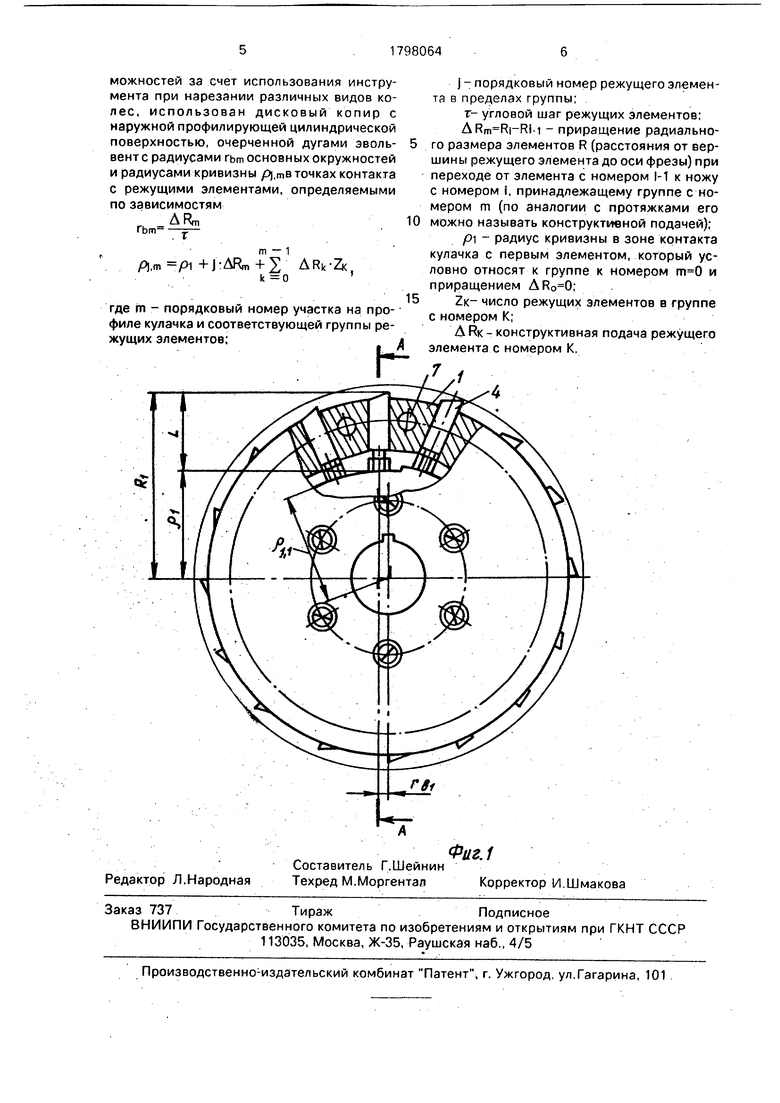
Использование: изобретение относится к обработке металлов резанием и может быть использовано для нарезания винтовых канавок на цилиндрических поверхностях деталей и зубьев колес смешанных конических передач в серийном и массовом производствах/Сущность изобретения: сборный зубообрабатывающий инструмент имеет корпус 1, на котором посредством винтов 2 закреплен кулачок 3 - опорная база для режущих элементов 4, вставленных в радиальные пазы сепаратора 5. Сепаратор и ступица соединены винтами 6 и штифтом. Режущие элементы закреплены винтами 8 с качающимися пятами 9. Различное положение режущих элементов определено дисковым кулачком, профиль которого очерчен дугами эвольвент с радиусами основных окружностей и радиусами кривизны в точках контакта с взаимозаменяемыми режущими элементами, зависящими от числа их и требуемой конструктивной подачи. 2 ил. А-Д Ј
| Васин Л.А | |||
| Червячная фреза большого диаметра для обработки по методу радиальной подачи для узковенцовых прямозубых колес | |||
| Технология машиностроения, вып.32, Тула: ТПИ, 1973. |
