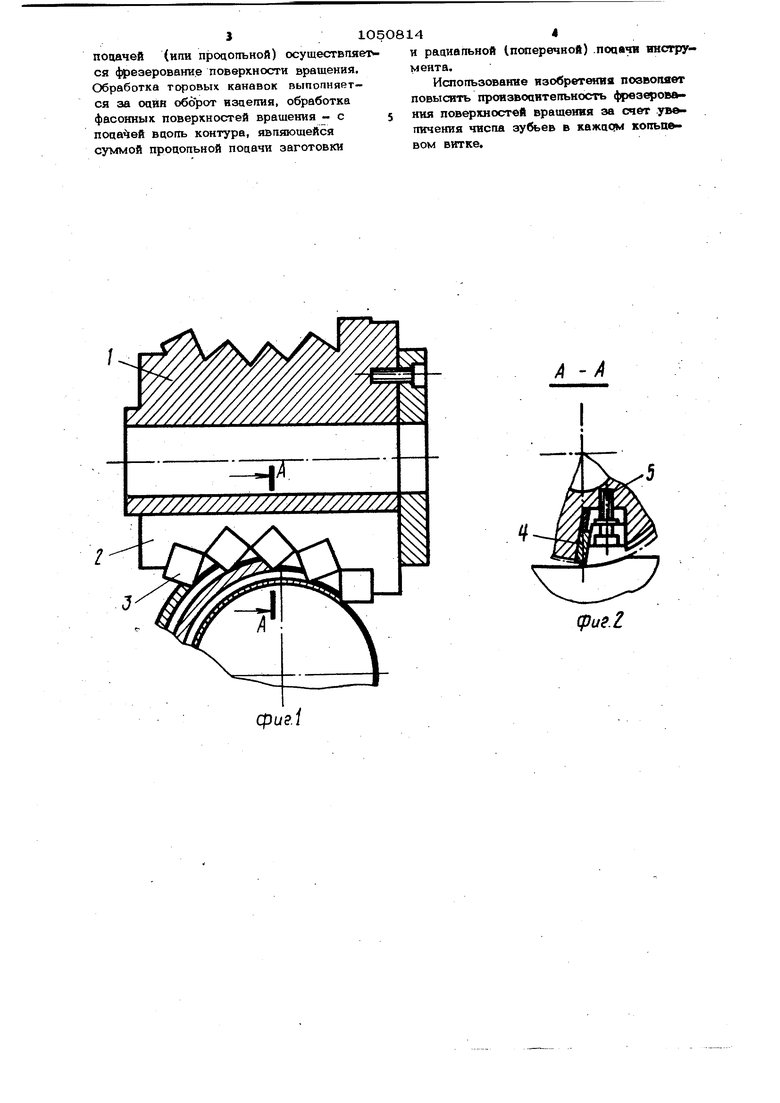
Изобретение относится к обработке металлов резанием и может быть испол зовано в автоматизированном производства при обработке поверхностей тел вращения, заготовки которых имеют большие припуски и неуравновешенные массы. Известно что для обработки поверхностей вращения применяют цилиндриче фрезы с широкими винтовыми или прямы ми режущими зубьями, а также шахмат ные гребенчатые фрезы с кольцевыми витками зубьев, вершины которых леж на шитандрической поверхности, а режущ лезвия вне этой поверхности С1 3. Наиболее близкой к предлагаемой по технической сущности является фреза, у которой режущие зубья расположены кольцевыми витками, верщины зубьев на цилиндрической поверхности, режущи лезвия - вне этой поверхности, а рас стояния между витками пластин выполнены неодинаковыми в направлении фрезы 2.3 . Конструкция известной фрезы обеспе чивает рациональную схему срезания припуска и позволяет повысить произво дительность обработки по сравнению с резьбовыми гребенчатыми фрезами. Одн ко в данной фрезе во многих случаях с точки зрения схемы резания расстояни между витками меньше размеров между двумя рядом расположенными режущими пластинами. В этих случаях пластин приходится располагать в шахматном порядке, в результате чего число зубье в одном кольцевом витке меньше возмо ного, что ведет к снижению круговой подачи ,заготовки и, следовательно, производитегпзности обработки. Цель изобретения - повышение производительности фрезерования за счет увеличен числа зубьев в каждом кольцевом витке. Поставленная цель достигается тем, что во фрезе, вершины режущих зубьев которой .расположены кольцевыми витками на поверхности вращения,последняя образована вогнутой ломаной линией радиусы вершин которой определяются по формулам ); R.efу- г arc cos - 0 «ire sin X.,X.-e.sin(y.40.j; гце i - порядковый номор витка;. г. - рааиус вершины ломаной пинии ОЛЯ витка с Номером i ; - - рассто$шие межцу вершинами витков с номерами i иi + 1; я t. - глубина 1эезания цпя витка с номером ,1 ; R. - радиус поверхности, обрабатываемой зубом витка с номером i ; ,8- - коорцинаты вершины с номером ; ; утоп межау радиусом - вектором вершины поманой лгании с номером 1 , провеаенным И9 центра заготовки, и отрезком ( На фиг. 1 изображена фреза, процогеьное сечение;на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - скема срезания припуска преапагаемой фрезой. В корпусе 1 фрезы имеются продольные пазы, в которых установлены сепараторы 2 и режущие пластины 3, закрепленные, в корпусе фрезы клиньями 4 и винтами 5. Расстояние между вершинами пластин принимается примерно равным минимально возможному шагу, радиальные размеры для каждого витка выполняются различными. При этом вершины пластин располагаются на ломаной линии. Радиусы ломаной определяются указанными выше формулами. Для расчетов по этим зависимостям, зная рааиус обрабатываемой поверхности R. , можно задаться, например, глубинами резания t, f координатой л , радиусом PI и расстояниями е, - Возможны и другие варианты расчета, например, с выполнением условия минимального различия в радиусах г. вершин ломаной. В предлагаемой схеме расстояния С- выбираются такими, чтобы была возможность размещеггая пластин соседних витков в оцном осевом ряду, что исклк чает необходимость шахматного расположения пластин.Инструмент закрепляют на оправе. аготовку устанавливают в бабке издеия и поддерживают задним центром. нструмент и заготовка приводятся во ращение. После врезания с радиальной
поцачей (ипи продольной) осуществпяет ся 4феэероват1е поверхности вращения. Обработка торовых канавок выпопняется за оайн оборот изцеггая, обработка фасонных поверхностей вращения - с вцопь контура, являющейся суммой продольной поцачи заготовки
и радиальной (поперечной) .поаачв внсгрумента.
Использование изобретенна позвопавт повысить произвоантепьность фрезерования поверхностей вращения за счет уве личения числа зубьев в каждом копьпевом витке.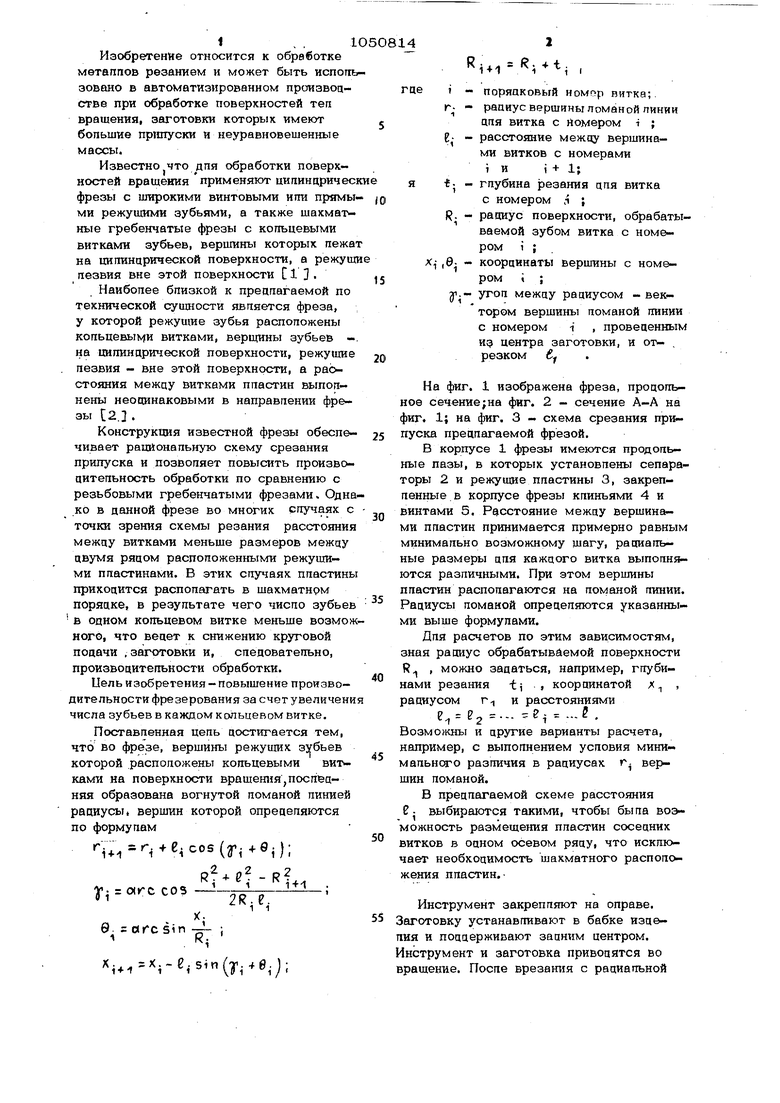
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза | 1981 |
|
SU965632A1 |
| ДИХКОВАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1971 |
|
SU426766A1 |
| Способ обработки фасонных поверхностей вращения | 1981 |
|
SU1006093A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ обработки поверхностей вращения торцевой фрезой | 1989 |
|
SU1704957A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2198766C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
ФРЕЗА, вершины режущих зубьев которой расположены .кольцевыми витками на поверхности вращения, отпичающа яся тем, что, с цепью повышения производительности фрезерования теп вращения, поверхность вращения фрезы образована вогнутой no-t маной пинией, радиусы вершин которой onpeflensnoTCH по формулам + 1 )i X. 9. сиге sin - i U. v- S STi ej.«i+i-R t , гцеi - порядковый номер витка:, г- - радиус вершины поманой линии для витка с номером i; . - расстояние между веритне ми витков с номерами 1 и i+ 1; t - глубина резания дпя вит ка с номером i { § R. - радиус поверхности обра-, батываемой зубом витка с (О номером i ; с Х{ ,Q{ - координаты вершины с номером i ; у. - угоп между радиусом -.вв&. тором вершины поманой пинии с номером i , проведенным из центра загото&ки, и отрезком EJ . о ел 00 nU
X} -/I
(рие.1
фиг/
физ.Э
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| А | |||
| Реаьбофреаерные .работы | |||
| М., Высшая шкопа, 1977 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свицетепьство СССР по заявке № 3284065/25-08, | |||
| кгт | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
