(54) УСТРОЙСТВО ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ ПРЯМОШОВНЫХ СТАЛЬНЫХ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высокочастотной сварки прямошовных стальных труб | 1986 |
|
SU1371830A2 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU912445A1 |
| Высокочастотное сварочное устройство | 1970 |
|
SU312458A1 |
| Способ высокочастотной сваркипРОдОльНыХ шВОВ ТРубНыХ зАгОТОВОК | 1979 |
|
SU814621A1 |
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296023C1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| Устройство для высокочастотной сварки | 1980 |
|
SU870036A1 |
| УСТРОЙСТВО для ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1971 |
|
SU302924A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
I
Изобретение относится к производ-5 ству электросварных стальных-труб,. конкретно к высокочастотной сварке ПРЯМОШОВНЫХ стальных труб.
Известны устройства для высокочастотной сварки ПРЯМОШОВНЫХ стальных труб, состоящие из высокочастотного генератора, шйнопровода и кольцевого индуктора, охватыва- . . ющего стальную трубную заготовку 0.
Ввиду того, что ток,индуктируемый а стальной трубной заготовке, прохо. дит к точке схождения свариваемых кромок по двум путям - по кромкам стальной трубной заготовки и по ее внутреннему периметру,эти устройства Tpe6yjoT больших затрат мощности при сварке, так как протекание индуктиг руемого тока по второму пути приводит к бесполезному расходованию мощности на нагрев периферии стальной трубной заготовки. Кроме того, такие устройства не позволяют получить достаточной скорости сварки
лрямошовных стальныхтруб, а от скорости процесса сварки завис4 т качест во сварного соединения.
Известно устройство для высокочастотной сварки ПРЯМОШОВНЫХ стальных труб, состоящее из высокочастотного генератора, шйнопровода, кольцевого индуктора, охватывающего трубную заготовку,и магнитного сердечника, размещенного внутри трубной заготовки 12.
Использование магнитного сердечника .позволяет сконцентрировать индуктируемые в стальной трубной заготовке токи высокой частоты на свариваемых кромках, повысить интенсивность их разогрева и тем самым увеличить скорость сварки. Это устройство обладает тем недостатком, что магнитный сердечник, как правило, состоящий из набора ферритовых колец, ц ходясь а зоне высоких температур, теряет свои магнитные свойства и его необходимо периодичес
ки заменять, для чего требуется остановка стана.
Известно также устройство для высокочастотной сварки гтрямошовных стальных труб, содержащее индуктор, охватывающий трубную заготовку, и. дополнительную катушку, подключенную к источнику постоянного тока. .С помощью дополнительной катушки над поверхностью трубы над участком,по которому протекает сварочный ток, создают дополнительное постоянное магнитное поле. Это ведет к увеличению электрического сопротивления материала внутренней стенки трубы и к вытеснению части сварочного тока из внутренней полости, что создаеТ эффект, аналогичный действию ферритового сердечника 3, Однако это устройство предусматривает наличие магнитопровода, с помощью которого направляют дополнительное постоянное магнитное поле на участок трубы, по которому протекает сварочный ток. Это усложняет устройство и загромождает место сварки , что приводит к ухудшению условий охлаждения сварного шва и наблюдения за процессом сварки.
Целью изобретения является упрощение устройства и улучшение условий ведения процесса сварки.
Цель достигается тем, что в устройстве для высокочастотной сварки прямошовных бтальных труб, содержащем индуктор, охватывающий трубную заготовку и дополнительную катушку, подключенную к источнику постоянного тока, дополнительная катушка установлена коаксиально индуктору и снаб жена разделительными дросселями, включенными в цепь питания этой катушки .
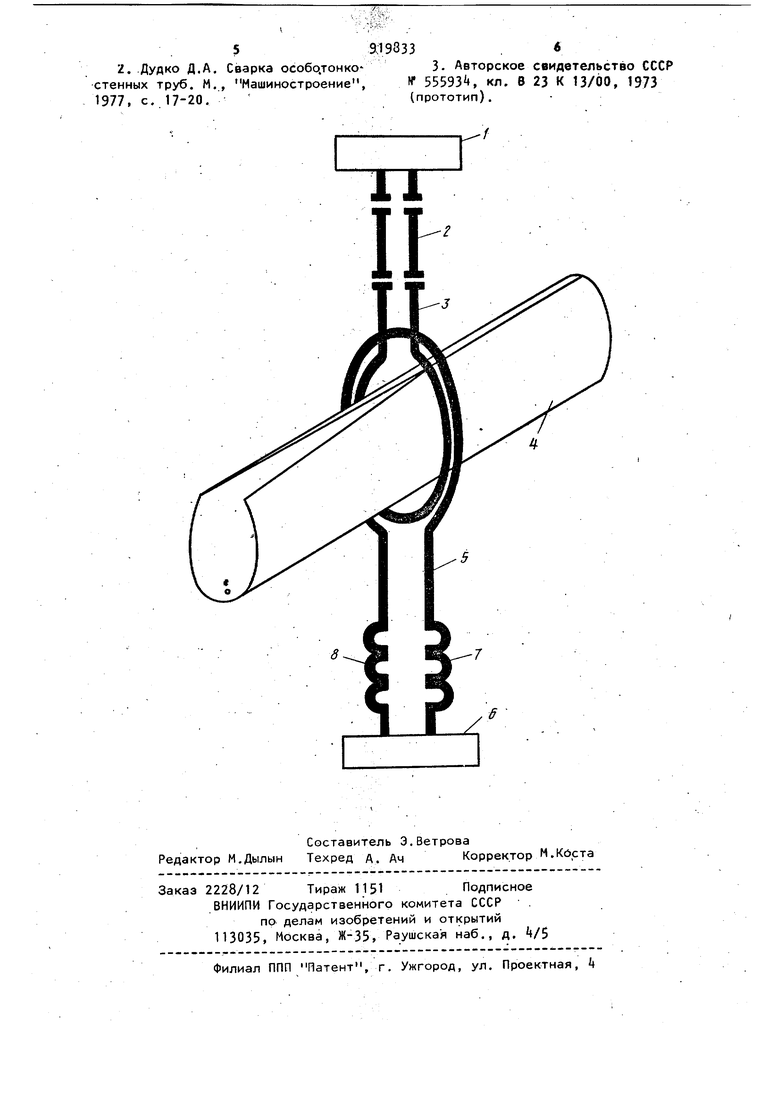
На черТеже изображено.устройство для высокочастотной сварки прямошовных стальных труб, общий вид.
Устройство состоит из генератора высокой частоты 1, к которому через шинопровод 2 подключен кольцевой индуктор 3, охватывающий трубную заг готовку k, установленный внутри дополнительной катушки 5, подключенной -к регулируемому источнику постоянного тока 6 через разделительные дроссели 7 и 8.
Постоянный ток от регулируемого источника 6, протекая через дополнительную катушку 5, создаёт в стальной трубной заготовке k электромагнитное поле, под воздействием которого магнитная проницаемость стальной трубной заготовки k резко возрастает, возрастает соответственно .реактивное сопротивление по внутреннему периметру трубной заготовки Ц и, следовательно, большая часть токов высокой частоты, наводимых в трубной заготовке от кольцевого индуктора 3, концентрируется на заготовке от кольцевого индуктора 3, на кромках свариваемой стальной . трубной заготовки и протекает через точку их схождения. Разделительные дроссели 7 и 8 служат для исключения влияния токов высокой частоты на источник регулируемого постоянного тока 6.
Использование в устройстве для высокочастотной сварки прямошовных стальных труб дополнительной катушки с регулируемым источником постоянного тока позволяет повысить производительность трубосварочного стана за счет сокращения его простоев, вызванных необходимостью периодической замены магнитного сердечника. Кроме того, удаление магнитного сердечника из внутреннего периметра трубной заготовки позволяет разместить в ней какое-либо устройство для сйятия внутреннего грата и тем самым повысить качество труб. При этом устройство выполнено компактным, обеспечивает удобство обслуживания и улучшает условия ведения процесса сварки.
Формула изобретения
Устройство для высокочастотной сварки прямошовных стальных труб, содержащее индуктор, охватывающий трубную заготовку, и дополнительную катушку,подключенную к источнику постоянного тока, отличающееся тем, что, с целью упрощения устройства и .улучшения условий веде|ния процесса сварки, дополнительная катушка установлена коаксиально индуктору и снабжена разделительными дросселями, включенными в цепь питания этой катушки.
Источники информации, принятые во внимание.при экспертизе 1. Глуханов Н.П. и Богданов 8,Н, Рварка металлов при высокочастотном нагреве. М.г;Л. ,Машгиз,19б2, с, 123,
59С19833 . 6
стенных труб. М., Машиностроение, N 55593 4, кл. В23 К 13/00 1973 1Э77, с, 17-20. (прототип).
